Download as pdf or txt
You might also like
- Well Cementing SchlumbergerDocument2 pagesWell Cementing SchlumbergerTaufiq ByomantoroNo ratings yet
- Assessment Exam 03: Fluid Mechanics and HydraulicsDocument6 pagesAssessment Exam 03: Fluid Mechanics and HydraulicsAndrea MagtutoNo ratings yet
- Why Vacuum Unit Fired Heaters CokeDocument7 pagesWhy Vacuum Unit Fired Heaters Cokesaleh4060No ratings yet
- 04-Why Vacuum Unit Fired Heaters Coke - P PDFDocument7 pages04-Why Vacuum Unit Fired Heaters Coke - P PDFGeorge J AlukkalNo ratings yet
- 2007 Rev Revamping AtmosphericDocument3 pages2007 Rev Revamping Atmosphericsyamsudin2006No ratings yet
- Realities of Heat Flux in Fired HeatersDocument5 pagesRealities of Heat Flux in Fired HeatersSushil SharmaNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Evaluating Thermal Fluid HeatersDocument4 pagesEvaluating Thermal Fluid HeatersManuel RojasNo ratings yet
- Advances in Delayed Coking Heat Transfer EquipmentDocument6 pagesAdvances in Delayed Coking Heat Transfer EquipmentBahar MeschiNo ratings yet
- Radiant Tube Heating StripDocument9 pagesRadiant Tube Heating StripSajib Chandra RoyNo ratings yet
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- Controlling Film Temperature in Fired Heaters PDFDocument4 pagesControlling Film Temperature in Fired Heaters PDFPablo PaganiNo ratings yet
- Claus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsDocument6 pagesClaus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsAlexNo ratings yet
- Fired HeaterDocument1 pageFired HeaterPrag GoelNo ratings yet
- Soot & ScaleDocument12 pagesSoot & ScaleLow Shen WeiNo ratings yet
- Abma 9 00Document11 pagesAbma 9 00Matias MancillaNo ratings yet
- Process Flow Determines Coker Heater PerformanceDocument7 pagesProcess Flow Determines Coker Heater PerformancesidharthNo ratings yet
- Specialized Coal and Pet Coke Firing Pipe DesignDocument6 pagesSpecialized Coal and Pet Coke Firing Pipe Designary.engenharia1244No ratings yet
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemNo ratings yet
- The Soot and Scale Problems: IssueDocument12 pagesThe Soot and Scale Problems: IssuebjaabdouNo ratings yet
- Ladle Preheat - Kelly AISTech 2010Document7 pagesLadle Preheat - Kelly AISTech 2010Edgar Jose Gandara MarmolejoNo ratings yet
- Unfire Your Heater For Better Performance 1691261624Document4 pagesUnfire Your Heater For Better Performance 1691261624Titu YadavNo ratings yet
- Extending Kettle LifeDocument7 pagesExtending Kettle LifeSky Ong CwNo ratings yet
- An Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichDocument2 pagesAn Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichWindhi Hoshi Yumemizu IINo ratings yet
- 1386 - C11 Burner Design PDFDocument32 pages1386 - C11 Burner Design PDFMartin Martin MartinNo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- Acer PaperDocument17 pagesAcer PaperAbdul SabirNo ratings yet
- Ganapathy PDFDocument90 pagesGanapathy PDFpinenamuNo ratings yet
- Boiler Furnace Design and DutyDocument6 pagesBoiler Furnace Design and Dutyأمير حارث100% (1)
- Investigations On Fouling Rate in Convective BundlesDocument11 pagesInvestigations On Fouling Rate in Convective BundlesAnitha Kumari SivathanuNo ratings yet
- 2 BoilersDocument58 pages2 BoilersSundara MoorthyNo ratings yet
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- Ceramic Coating Application in A RefineryDocument4 pagesCeramic Coating Application in A RefineryoswaldoNo ratings yet
- QI Heater Tube Cleaning and VerificationDocument10 pagesQI Heater Tube Cleaning and VerificationOmid LarkiNo ratings yet
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTANo ratings yet
- SPE 166261 Distributed-Flux Burners Improve Life of Firetubes and Process Throughput in Heater TreatersDocument11 pagesSPE 166261 Distributed-Flux Burners Improve Life of Firetubes and Process Throughput in Heater TreatersDavid HerreraNo ratings yet
- Coker Heater PDFDocument4 pagesCoker Heater PDFVasanthan PanchatcharamNo ratings yet
- Boilers: D N SonawaneDocument59 pagesBoilers: D N Sonawanedn_sonawane1975100% (1)
- Cupola Efficency Increase by Steam InjectionDocument2 pagesCupola Efficency Increase by Steam InjectionpahuljotNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0243521 A1Document14 pagesPatent Application Publication (10) Pub. No.: US 2010/0243521 A1xyz7890No ratings yet
- Heating With Coils and Jackets Block2module10Document14 pagesHeating With Coils and Jackets Block2module10Gualberto Juárez MenéndezNo ratings yet
- Fired Heater Presentation - Final97 2003Document40 pagesFired Heater Presentation - Final97 2003Altif Abood100% (3)
- Heat Transfer in The Furnace of Shell Type BoilerDocument17 pagesHeat Transfer in The Furnace of Shell Type BoilerSheikh Wajih Ud DinNo ratings yet
- Recover Heat From Waste Inciniration PDFDocument4 pagesRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- Lecture 6 - Heat Transfer EquipmentDocument72 pagesLecture 6 - Heat Transfer EquipmentLouie GresulaNo ratings yet
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- Super Radiant CoilDocument13 pagesSuper Radiant CoilAbhik BanerjeeNo ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Heating CrudeDocument2 pagesHeating Crudefawmer61No ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- CFBC BoilersDocument11 pagesCFBC BoilersManoj DesaiNo ratings yet
- Boiler DesignJuly 2010Document44 pagesBoiler DesignJuly 2010dheerumgiNo ratings yet
- A CFD Study of Propaneair Microflame StabilityDocument11 pagesA CFD Study of Propaneair Microflame StabilityHERDI SUTANTONo ratings yet
- Steam Methane Reforming FurnaceDocument6 pagesSteam Methane Reforming Furnacejainrakeshj4987No ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Slaid Topik 6-Temperature and Heat2Document46 pagesSlaid Topik 6-Temperature and Heat2Md KhairulNo ratings yet
- Conservation of Linear Momentum: - Newton's Second Law of Motion For A System IsDocument30 pagesConservation of Linear Momentum: - Newton's Second Law of Motion For A System IsOmer AbdullahNo ratings yet
- Q Bank MetDocument94 pagesQ Bank MetsajjadNo ratings yet
- SFP'LPFQV: A TutorialDocument15 pagesSFP'LPFQV: A Tutorialcoleiro0% (1)
- Anna University: Ce-6411 Strength of Material ObjectiveDocument31 pagesAnna University: Ce-6411 Strength of Material ObjectivesathishNo ratings yet
- Nasa TN D-6807Document62 pagesNasa TN D-6807hawnt3dNo ratings yet
- KOC HE 027 - Heat Stress Management ProcedureDocument44 pagesKOC HE 027 - Heat Stress Management ProcedureGeorge LameyNo ratings yet
- Physics ProjectDocument5 pagesPhysics ProjectSAAD SHAIKH100% (1)
- 1 s2.0 S0263876299717624 MainDocument7 pages1 s2.0 S0263876299717624 Mainryan123459No ratings yet
- Problems For Chapter 8: Power Cycles: A. The Rankine CycleDocument48 pagesProblems For Chapter 8: Power Cycles: A. The Rankine CycleEUGENE AICHANo ratings yet
- UNIT-4: Design of Energy Storing Elements & Engine ComponentsDocument36 pagesUNIT-4: Design of Energy Storing Elements & Engine ComponentsArun Pravin APNo ratings yet
- Design Report For Power House Rock SupportDocument9 pagesDesign Report For Power House Rock Supportsudhajagannathan100% (1)
- 2CDX CatalogueDocument4 pages2CDX CatalogueDMA ASIANo ratings yet
- FORM TP 2014100: Read The Following Instructions CarefullyDocument19 pagesFORM TP 2014100: Read The Following Instructions CarefullyBill BobNo ratings yet
- Method AnB PlaxisDocument28 pagesMethod AnB PlaxisElrie Kenneth OmisolNo ratings yet
- Beam DeflectionDocument19 pagesBeam DeflectionCarlson CaliwanNo ratings yet
- Unit 2 Lesson 2 Lateral LoadsDocument5 pagesUnit 2 Lesson 2 Lateral LoadsPrince AJNo ratings yet
- Comsol Vs FluentDocument10 pagesComsol Vs FluentZird Randize100% (1)
- Solucion Taller Primer Corte A2Document8 pagesSolucion Taller Primer Corte A2Luis DazaNo ratings yet
- CEP$ Steam Trap Troubles Febr 2005 PDFDocument6 pagesCEP$ Steam Trap Troubles Febr 2005 PDFgustav agudeloNo ratings yet
- Kent and ParkDocument14 pagesKent and ParkJuan Pablo SalcedoNo ratings yet
- LeakDocument1 pageLeakMohanNo ratings yet
- Atmospheric Boundary LayerDocument15 pagesAtmospheric Boundary LayerLenny BossiNo ratings yet
- Catalogue C-Pac Asia W Mee15k019 RevDocument30 pagesCatalogue C-Pac Asia W Mee15k019 RevNguyễn Xuân Điệp100% (1)
- Spe 163128 MSDocument18 pagesSpe 163128 MSsaeed65No ratings yet
- Vane Shear TestDocument3 pagesVane Shear TestUpen SharmaNo ratings yet
- Fluid Power System Laboratory ReportDocument9 pagesFluid Power System Laboratory ReportSUNDARRAJAN KNo ratings yet
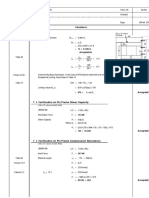
- References Calculations: 7 Verification On Fin Frame Shear CapacityDocument1 pageReferences Calculations: 7 Verification On Fin Frame Shear CapacityAzahar Bin HashimNo ratings yet