Download as pdf or txt
You might also like
- XTX - TTX PDFDocument338 pagesXTX - TTX PDFAndrei Mihai67% (3)
- Fibroblast Training ManualDocument49 pagesFibroblast Training Manual72034430100% (14)
- FGT30, Rev. 12-07 (English Version)Document15 pagesFGT30, Rev. 12-07 (English Version)phuongNo ratings yet
- Catalog KloskaDocument4 pagesCatalog KloskakatadotiNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Powders: Technical, Application & Safety DataDocument8 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Aim m8 Solder Paste Rev 8Document4 pagesAim m8 Solder Paste Rev 8彭以和No ratings yet
- Metallisation Wire 75E Nickel Aluminium: ApplicationsDocument3 pagesMetallisation Wire 75E Nickel Aluminium: ApplicationsagustinusNo ratings yet
- RTP 2500 FR ADocument2 pagesRTP 2500 FR ASoopNo ratings yet
- Solder Paste Aim SAC305 RMADocument3 pagesSolder Paste Aim SAC305 RMAsuryaNo ratings yet
- E2SB Series 2.5 2.0 Seam Sealing CrystalDocument1 pageE2SB Series 2.5 2.0 Seam Sealing CrystalMaksimUSNo ratings yet
- Features and Benefits Dessel, BelgiumDocument2 pagesFeatures and Benefits Dessel, BelgiumPhạm ViệtNo ratings yet
- Mra05 E03Document1 pageMra05 E03magikalea90No ratings yet
- Rydon Industries PVT LTD: Details of Inspection Description SpecificationDocument1 pageRydon Industries PVT LTD: Details of Inspection Description SpecificationmuthuselvanNo ratings yet
- Mumbai - Maharashtra Email: Sandeep@vivant - in - Mobile: 72195 61918Document1 pageMumbai - Maharashtra Email: Sandeep@vivant - in - Mobile: 72195 61918Abhinav VarmaNo ratings yet
- Repsol Circulation 220Document1 pageRepsol Circulation 220ibrahim maulanaNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- Ficha Tecnica Castrol Optigear BM RangeDocument3 pagesFicha Tecnica Castrol Optigear BM RangeVictor Manuel Gonzalez PerezNo ratings yet
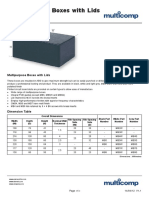
- Multipurpose Boxes With LidsDocument3 pagesMultipurpose Boxes With Lidssava cristianNo ratings yet
- Technical Characteristics 2020 ENDocument1 pageTechnical Characteristics 2020 ENezzularabNo ratings yet
- Technical Data Sheet - KrafftDocument2 pagesTechnical Data Sheet - Krafftcrili69No ratings yet
- Approval Sheet: Customer ManufacturerDocument7 pagesApproval Sheet: Customer ManufacturerypadillaNo ratings yet
- Berulit GA 400Document1 pageBerulit GA 400Johan TeoNo ratings yet
- Berulit GA 800Document1 pageBerulit GA 800Johan TeoNo ratings yet
- RTP 299 X 90078 SSC 63023Document2 pagesRTP 299 X 90078 SSC 63023kls.thorodinsonNo ratings yet
- 1917780Document3 pages1917780kaendozo0910No ratings yet
- Rma 223Document2 pagesRma 223Sergio ChicNo ratings yet
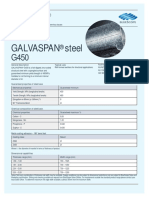
- Galvaspan G450Document2 pagesGalvaspan G450khurshedlakhoNo ratings yet
- Zincalume® G550 Technical Datasheet MalaysiaDocument2 pagesZincalume® G550 Technical Datasheet MalaysiaJeffrey RonquilloNo ratings yet
- ZINCALUME® Steel G250 Datasheet May 2023Document3 pagesZINCALUME® Steel G250 Datasheet May 2023a0931474125No ratings yet
- Data Sheet Number:: FWR1107MS-TRDocument24 pagesData Sheet Number:: FWR1107MS-TRbobbbNo ratings yet
- AMDLA4530SDocument3 pagesAMDLA4530SJorge LealNo ratings yet
- Key Facts Typical Wire Analysis: - Bossweld 71T-1Document1 pageKey Facts Typical Wire Analysis: - Bossweld 71T-1cj elec techNo ratings yet
- Eva - RenewsysDocument1 pageEva - RenewsysShashwata ChattopadhyayNo ratings yet
- TDS LC670 Eng 220216Document1 pageTDS LC670 Eng 220216AthonioMourinhoNo ratings yet
- Fumed SilicaDocument4 pagesFumed SilicaVishal ThelkarNo ratings yet
- Grease NO. 0, 1, 2, 3 & MP: DescriptionDocument1 pageGrease NO. 0, 1, 2, 3 & MP: DescriptionKian GonzagaNo ratings yet
- Hojas TécnicasDocument2 pagesHojas TécnicasalejandrocharlescollNo ratings yet
- Zincalume G550 Steel: Metallic Coated - MC Structural - SDocument1 pageZincalume G550 Steel: Metallic Coated - MC Structural - SEwo50 New0% (1)
- Mobil Special™ 20W-50 Mobil Special™ 20W-50 Mobil Special™ 20W-50 Mobil Special™ 20W-50Document2 pagesMobil Special™ 20W-50 Mobil Special™ 20W-50 Mobil Special™ 20W-50 Mobil Special™ 20W-50ENGINEER MONIRUJJAMANNo ratings yet
- Berulit GA 800 FluidDocument1 pageBerulit GA 800 FluidJohan TeoNo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- Lithium Base With Molybdenum Disulfide GreaseDocument2 pagesLithium Base With Molybdenum Disulfide GreaseYoong TanNo ratings yet
- MTLM Assembly & Running in Paste TdsDocument3 pagesMTLM Assembly & Running in Paste TdsDanielNo ratings yet
- Merit RM-56: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit RM-56: Lincoln Electric China Gmaw Solid WirejuanchepeinNo ratings yet
- Ficha Tecnica MartolDocument1 pageFicha Tecnica MartolRuben Ariel BarreraNo ratings yet
- Specification For Approval: Shenzhen CND-TEK Industrial Co.,LtdDocument4 pagesSpecification For Approval: Shenzhen CND-TEK Industrial Co.,LtdLeonardo Armando RomeroNo ratings yet
- PC 8B35 Ge Lexan PCDocument3 pagesPC 8B35 Ge Lexan PCbalu gunaNo ratings yet
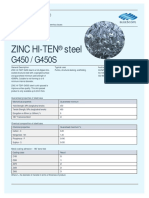
- Zinc Hi-Ten g450-450s SteelDocument2 pagesZinc Hi-Ten g450-450s SteelPurnomo MbangunNo ratings yet
- Pa66-R10g25 Tds-Iso-EngDocument2 pagesPa66-R10g25 Tds-Iso-EngTRUONGNo ratings yet
- Loctite 620: Product Description Technology Cure Speed vs. Bond GapDocument3 pagesLoctite 620: Product Description Technology Cure Speed vs. Bond GapKamrange100% (1)
- Repsol Tauro PDFDocument1 pageRepsol Tauro PDFrandiNo ratings yet
- JAYANTI BARUNA-25 - Apr - 2024 - 10 - 05 - 39-100042854Document10 pagesJAYANTI BARUNA-25 - Apr - 2024 - 10 - 05 - 39-100042854BoyNo ratings yet
- Adss Urbano Stock Spec - Adss12 - 2fo - FTDocument10 pagesAdss Urbano Stock Spec - Adss12 - 2fo - FTRoy BNo ratings yet
- Ubber For MouldDocument2 pagesUbber For Mouldvenkat krishNo ratings yet
- Typical Properties Test Method (ASTM) Unit Value: Linear Low Density PolyethyleneDocument1 pageTypical Properties Test Method (ASTM) Unit Value: Linear Low Density PolyethyleneXuân Giang NguyễnNo ratings yet
- Espol 38.00 Revised 07032016Document2 pagesEspol 38.00 Revised 07032016Vinay YadavNo ratings yet
- MSRC Cfa - 20230622 - 0001Document3 pagesMSRC Cfa - 20230622 - 0001Saad MuzaffarNo ratings yet
- Test Certificate: YB Group of Industries PVT - LTDDocument5 pagesTest Certificate: YB Group of Industries PVT - LTDPradip GangardeNo ratings yet
- Pei 0270 RTP 2183Document2 pagesPei 0270 RTP 2183Vincent NguyenNo ratings yet
- Glass Filament Fabrics For Plastics Reinforcement: Product SpecificationDocument2 pagesGlass Filament Fabrics For Plastics Reinforcement: Product Specificationquyet ngoNo ratings yet
- Anabond685RDocument3 pagesAnabond685RGomathi SankarNo ratings yet
- Mb-9731-22, Hidden Snap Button-18l, Epyllion Style Limited.Document1 pageMb-9731-22, Hidden Snap Button-18l, Epyllion Style Limited.Shahadat Hossain BayzidNo ratings yet
- QĐ CC Vilas 553Document5 pagesQĐ CC Vilas 553phuongNo ratings yet
- Powders: Technical, Application & Safety DataDocument8 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Process Suitability. Plasma Thermal Hvof: ISSUE: 04/15-1 SupercedesDocument3 pagesProcess Suitability. Plasma Thermal Hvof: ISSUE: 04/15-1 SupercedesphuongNo ratings yet
- Ex-Post Project Evaluation 2010: Package II - 6 (Vietnam) : Japan International Cooperation AgencyDocument93 pagesEx-Post Project Evaluation 2010: Package II - 6 (Vietnam) : Japan International Cooperation AgencyphuongNo ratings yet
- Sacs Sacs: User Training Course Notes User Training Course Notes SEPT 2011 SEPT 2011 Ho Chi Minh City Ho Chi Minh CityDocument68 pagesSacs Sacs: User Training Course Notes User Training Course Notes SEPT 2011 SEPT 2011 Ho Chi Minh City Ho Chi Minh CityphuongNo ratings yet
- 05 - SACS2012ALL Software User GuideDocument327 pages05 - SACS2012ALL Software User GuidephuongNo ratings yet
- 1953-File Utama Naskah-6037-2-10-20200429Document20 pages1953-File Utama Naskah-6037-2-10-20200429taufik hidayatNo ratings yet
- Math 507.exercise 2Document3 pagesMath 507.exercise 2John Paul LimNo ratings yet
- MaldivesDocument15 pagesMaldivesRyhan AbuNo ratings yet
- Implementation of HIRARC in A Small Sized Organization: September 2015Document7 pagesImplementation of HIRARC in A Small Sized Organization: September 2015faizNo ratings yet
- Suryaputhran Sasidharan CVDocument4 pagesSuryaputhran Sasidharan CVSuryaputhran SasidharanNo ratings yet
- Roll No. 31 - SportsDocument8 pagesRoll No. 31 - SportsAdnan NawabNo ratings yet
- Screenshot 2024-02-17 at 1.50.10 PMDocument13 pagesScreenshot 2024-02-17 at 1.50.10 PMmikaygabales9No ratings yet
- Dealroom Embedded Finance v2Document32 pagesDealroom Embedded Finance v2Sushma KazaNo ratings yet
- Dobor Rezystorow B628xx StepUp Chip - vbc-VB9208-v1.0Document9 pagesDobor Rezystorow B628xx StepUp Chip - vbc-VB9208-v1.0asdfNo ratings yet
- Motion For Joinder Moe UDDocument7 pagesMotion For Joinder Moe UDalanesqNo ratings yet
- Mini-C Exchange ID String - Rev - C PDFDocument4 pagesMini-C Exchange ID String - Rev - C PDFGeta EnacheNo ratings yet
- Starcraft - (1999) Hybrid - Chris Metzen PDFDocument10 pagesStarcraft - (1999) Hybrid - Chris Metzen PDFHawk RangerNo ratings yet
- 01 August 2023 - Manifest Boat Babo - LNGDocument1 page01 August 2023 - Manifest Boat Babo - LNGSeverinus SHIPBintuniNo ratings yet
- Worksheets On Maxima & Minima (22!09!15)Document1 pageWorksheets On Maxima & Minima (22!09!15)ib elite tutorNo ratings yet
- Chapter 2Document3 pagesChapter 2Johane Grei WallNo ratings yet
- Sample Size For MSADocument80 pagesSample Size For MSAVikram BillalNo ratings yet
- What Is An Endpoint - Microsoft SecurityDocument4 pagesWhat Is An Endpoint - Microsoft Securityqualitychamp6824No ratings yet
- PlutoconfigDocument10 pagesPlutoconfigmadferitdboyNo ratings yet
- Manual AccumetDocument63 pagesManual AccumetClaudio Pastén CortésNo ratings yet
- Sec Form 17-A Dec 2020Document92 pagesSec Form 17-A Dec 2020PaulNo ratings yet
- Project Eagle QualitativeDocument188 pagesProject Eagle QualitativeCheriel Anne EsnardoNo ratings yet
- GSX R600k7e3 PDFDocument104 pagesGSX R600k7e3 PDFAdolfoNo ratings yet
- Product Catalogue-IoT PT. MSIDocument30 pagesProduct Catalogue-IoT PT. MSIMaz ZildaneNo ratings yet
- Company LawDocument15 pagesCompany Lawpreetibajaj100% (2)
- MS Fragmentation Functional Groups (Compatibility Mode)Document68 pagesMS Fragmentation Functional Groups (Compatibility Mode)Adriana Estefanía HPNo ratings yet
- J.C. Wilder - Last Night in VegasDocument9 pagesJ.C. Wilder - Last Night in Vegassidharth trikhaNo ratings yet
- Rasgas Company Limited: Cranes and Lifting Gear Integrity ManualDocument2 pagesRasgas Company Limited: Cranes and Lifting Gear Integrity ManualReda Elawady100% (1)