
Applications of Robot
Applications of Robot
You might also like
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Manual CpillarDocument20 pagesManual CpillardfuentesNo ratings yet
- WEEK 1 Safety, Quality Assessment and Laboratory OperationDocument8 pagesWEEK 1 Safety, Quality Assessment and Laboratory OperationDayledaniel SorvetoNo ratings yet
- Food Che. W1-4Document177 pagesFood Che. W1-4mihael jhnsNo ratings yet
- 280 SCC V Funnel L BoxDocument1 page280 SCC V Funnel L BoxNovi RahmayantiNo ratings yet
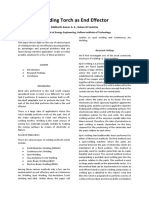
- Welding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaDocument4 pagesWelding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaRohan VashishtaNo ratings yet
- Multidiode Robotic Welding Arm: PrefaceDocument66 pagesMultidiode Robotic Welding Arm: PrefaceAnurag LaadNo ratings yet
- Index: SR - NO. Topics NODocument21 pagesIndex: SR - NO. Topics NOSharath SuriNo ratings yet
- Robot WeldingDocument19 pagesRobot WeldingPranay GaddamNo ratings yet
- A Seminar Report On: Robot Welding Technology ' BYDocument24 pagesA Seminar Report On: Robot Welding Technology ' BYShadabNo ratings yet
- Robot WeldingDocument10 pagesRobot WeldingSanatan ChoudhuryNo ratings yet
- Feiya 27180068 Welding RobotDocument21 pagesFeiya 27180068 Welding RobotFarhan mahmud RashikNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsSravan GundamNo ratings yet
- Welding RobotsDocument22 pagesWelding RobotsBHUKYA GandhiNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsBHUKYA GandhiNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsPranayNo ratings yet
- TIG Welding SetupDocument12 pagesTIG Welding SetupnikhilNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- 1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreateDocument50 pages1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreatesathishNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- CH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingDocument27 pagesCH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingsathishNo ratings yet
- Spot & TIG WeldingDocument17 pagesSpot & TIG WeldingMostafizur Rahman SobujNo ratings yet
- Unit 11 NotesDocument7 pagesUnit 11 NotesarunkumarnoolaNo ratings yet
- Test 1 WeldingDocument11 pagesTest 1 WeldingnafNo ratings yet
- Arc WeldingDocument3 pagesArc WeldingNikhil PrayagNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Unit 3 Electric WeldingDocument27 pagesUnit 3 Electric WeldingKrish RNo ratings yet
- SSG Chapter OneDocument7 pagesSSG Chapter Onekalu chimdiNo ratings yet
- Spot Welding, Types, Applications, Advantages and DisadvantagesDocument6 pagesSpot Welding, Types, Applications, Advantages and DisadvantagesM ZahidNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- Welding: Advantages of Welding ProcessDocument10 pagesWelding: Advantages of Welding ProcessQazi Zain SajjadNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- Thesis On Welding and FabricationDocument4 pagesThesis On Welding and Fabricationmkdswzgig100% (2)
- Electric WeldingDocument19 pagesElectric WeldingRaghupatruni SowmyaNo ratings yet
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalNo ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Various Types of Arc WeldingDocument16 pagesVarious Types of Arc Welding2031 Ayush KshirsagarNo ratings yet
- A PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2Document16 pagesA PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2robertntsiful1No ratings yet
- Arc N Gas ReportDocument25 pagesArc N Gas ReportAnahAlhabshiNo ratings yet
- Wa0000Document10 pagesWa0000rahulk508257No ratings yet
- Robot WeldingDocument25 pagesRobot WeldingAmit Rajguru75% (8)
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- Module - IIDocument48 pagesModule - IIsivasaNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- Resistance WeldingDocument13 pagesResistance WeldingAashishSethiNo ratings yet
- Welding, Soldering, and Brazing WorkersDocument10 pagesWelding, Soldering, and Brazing WorkersversleNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Double FilletDocument30 pagesDouble Filletvyas raoNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Unit-3 and Unit-4Document144 pagesUnit-3 and Unit-4Pragya JainNo ratings yet
- Report Robot WeldingDocument23 pagesReport Robot WeldingKishan Singh100% (3)
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- New Welding Technologies in The ShipbuildingDocument2 pagesNew Welding Technologies in The ShipbuildingpothirajkalyanNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Working Principle: Laser Beam WeldingDocument14 pagesWorking Principle: Laser Beam WeldingAkash KumarNo ratings yet
- Fabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Document5 pagesFabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Prince SharmaNo ratings yet
- Q II Module 5 GR 12 Week5Document23 pagesQ II Module 5 GR 12 Week5WilmerNo ratings yet
- Fabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)Document15 pagesFabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)bhuvaneshNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocument21 pagesMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNo ratings yet
- 6 Electric WeldingDocument19 pages6 Electric WeldingSujan MajiNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Management Information System (Mis) : 1. Technical ApproachDocument4 pagesManagement Information System (Mis) : 1. Technical ApproachPrashanth BnNo ratings yet
- Prashanth BN Assistant Professor Department Mechanical Engineering Amrita School of EngineeringDocument12 pagesPrashanth BN Assistant Professor Department Mechanical Engineering Amrita School of EngineeringPrashanth BnNo ratings yet
- Coordinate SystemsDocument7 pagesCoordinate SystemsPrashanth BnNo ratings yet
- Prash MVSDocument48 pagesPrash MVSPrashanth BnNo ratings yet
- Sensors and Control ConsiderationsDocument3 pagesSensors and Control ConsiderationsPrashanth BnNo ratings yet
- Robotics IntroductionDocument22 pagesRobotics IntroductionPrashanth BnNo ratings yet
- Industrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringDocument52 pagesIndustrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringPrashanth BnNo ratings yet
- Product Data Management: PDM - The Foundation For PLMDocument21 pagesProduct Data Management: PDM - The Foundation For PLMPrashanth BnNo ratings yet
- Coordinate SystemsDocument7 pagesCoordinate SystemsPrashanth BnNo ratings yet
- Crucible Furnace Some MoreDocument2 pagesCrucible Furnace Some MorePrashanth BnNo ratings yet
- UPCOMING ConferencesDocument8 pagesUPCOMING ConferencesPrashanth BnNo ratings yet
- Development of SurfacesDocument8 pagesDevelopment of SurfacesBhuban LimbuNo ratings yet
- Avinash AppliancesDocument7 pagesAvinash AppliancesPrashanth Bn100% (2)
- CNC Unit-2-57Document10 pagesCNC Unit-2-57svkatkarNo ratings yet
- An Overview of Rapid Prototyping Technologies in ManufacturingDocument23 pagesAn Overview of Rapid Prototyping Technologies in ManufacturingPrashanth BnNo ratings yet
- Human Factors and MotivationDocument80 pagesHuman Factors and MotivationPrashanth BnNo ratings yet
- Rheo StressDocument8 pagesRheo StresspushkalNo ratings yet
- OCR A AS Chemistry 11 Practice Question AnswersDocument6 pagesOCR A AS Chemistry 11 Practice Question AnswersFiaz RahmanNo ratings yet
- RCF ProductsDocument50 pagesRCF ProductsArun Victor Paulraj100% (1)
- (1992) Henze. Characterization of Wastewater For Modelling of Activated Sludge ProcessesDocument15 pages(1992) Henze. Characterization of Wastewater For Modelling of Activated Sludge Processessulihah12100% (1)
- ISP Medium No.7 (Tyrosine Agar)Document2 pagesISP Medium No.7 (Tyrosine Agar)Mitha AriantiNo ratings yet
- Chapter Three:: StoichiometryDocument67 pagesChapter Three:: StoichiometryBiagio CastronovoNo ratings yet
- Struc'l, BLDG - Tech, Utilities AnswerDocument14 pagesStruc'l, BLDG - Tech, Utilities Answermak mpNo ratings yet
- Answers To End-Of-Chapter QuestionsDocument1 pageAnswers To End-Of-Chapter QuestionsAjay LakshmananNo ratings yet
- To Study The Factors On Which The Internal Resistance of A Cell DependsDocument18 pagesTo Study The Factors On Which The Internal Resistance of A Cell DependsWashiul Islam100% (1)
- AN 040 2010 TKN Determination in Water and Waste Water - 300ml STDocument13 pagesAN 040 2010 TKN Determination in Water and Waste Water - 300ml STLaura YanquiNo ratings yet
- Capitulo 4 Del Wankat. SolucionarioDocument21 pagesCapitulo 4 Del Wankat. SolucionarioZadky Rios100% (1)
- Using Sound To Measure Temperature: 2005 Project SummaryDocument1 pageUsing Sound To Measure Temperature: 2005 Project SummaryFifa MatchesNo ratings yet
- Evo Brochure PDFDocument21 pagesEvo Brochure PDFarnoldNo ratings yet
- Gaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. InstructionsDocument9 pagesGaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. Instructionsmath62210No ratings yet
- Gyeduakoto 2013Document7 pagesGyeduakoto 2013Jill DagreatNo ratings yet
- Annexure - J5 B - Tech - (Chemical Engg - )Document23 pagesAnnexure - J5 B - Tech - (Chemical Engg - )KolNo ratings yet
- ELASTOMERSDocument9 pagesELASTOMERSAmbar ShahNo ratings yet
- ASTM-D5837 Furans in Insulating Liquids PDFDocument16 pagesASTM-D5837 Furans in Insulating Liquids PDFjunclarc100% (1)
- Unit 2 - Chemistry - WWW - Rgpvnotes.inDocument14 pagesUnit 2 - Chemistry - WWW - Rgpvnotes.inRajesh KumarNo ratings yet
- Particle Packing TheoryDocument15 pagesParticle Packing Theorysrujan varma kaithojuNo ratings yet
- Industrial Scale of NaohDocument3 pagesIndustrial Scale of NaohRezaQurrotulAinNo ratings yet
- Concrete Jul 09 BRE Digest 330 Alkali Silica Reaction in Concrete The Case For Revision Part IDocument3 pagesConcrete Jul 09 BRE Digest 330 Alkali Silica Reaction in Concrete The Case For Revision Part IHAFEEL100% (1)
- PNGE 333 Basic Reservoir Engineering: Ntroduction To Eservoir NgineeringDocument82 pagesPNGE 333 Basic Reservoir Engineering: Ntroduction To Eservoir NgineeringVAMSI REDDYNo ratings yet
- Chap1 UV-VIS LectureNoteDocument21 pagesChap1 UV-VIS LectureNoteAby JatNo ratings yet
- Chemistry (Inter) Set 1 10Document186 pagesChemistry (Inter) Set 1 10Valerie LaneNo ratings yet
- 49 Mag Fichetech GRATES XCC V6Document2 pages49 Mag Fichetech GRATES XCC V6mohammedNo ratings yet







































































































Download as doc, pdf, or txt
You might also like
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Manual CpillarDocument20 pagesManual CpillardfuentesNo ratings yet
- WEEK 1 Safety, Quality Assessment and Laboratory OperationDocument8 pagesWEEK 1 Safety, Quality Assessment and Laboratory OperationDayledaniel SorvetoNo ratings yet
- Food Che. W1-4Document177 pagesFood Che. W1-4mihael jhnsNo ratings yet
- 280 SCC V Funnel L BoxDocument1 page280 SCC V Funnel L BoxNovi RahmayantiNo ratings yet
- Welding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaDocument4 pagesWelding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaRohan VashishtaNo ratings yet
- Multidiode Robotic Welding Arm: PrefaceDocument66 pagesMultidiode Robotic Welding Arm: PrefaceAnurag LaadNo ratings yet
- Index: SR - NO. Topics NODocument21 pagesIndex: SR - NO. Topics NOSharath SuriNo ratings yet
- Robot WeldingDocument19 pagesRobot WeldingPranay GaddamNo ratings yet
- A Seminar Report On: Robot Welding Technology ' BYDocument24 pagesA Seminar Report On: Robot Welding Technology ' BYShadabNo ratings yet
- Robot WeldingDocument10 pagesRobot WeldingSanatan ChoudhuryNo ratings yet
- Feiya 27180068 Welding RobotDocument21 pagesFeiya 27180068 Welding RobotFarhan mahmud RashikNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsSravan GundamNo ratings yet
- Welding RobotsDocument22 pagesWelding RobotsBHUKYA GandhiNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsBHUKYA GandhiNo ratings yet
- Chapter-1: Welding RobotsDocument22 pagesChapter-1: Welding RobotsPranayNo ratings yet
- TIG Welding SetupDocument12 pagesTIG Welding SetupnikhilNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- 1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreateDocument50 pages1.1 Arc Welding:: Arc Welding Is A Type of Welding That Uses A Welding Power Supply To CreatesathishNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- CH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingDocument27 pagesCH Ap Ter 1 Intro Ductio N: 1 .1 Arc WeldingsathishNo ratings yet
- Spot & TIG WeldingDocument17 pagesSpot & TIG WeldingMostafizur Rahman SobujNo ratings yet
- Unit 11 NotesDocument7 pagesUnit 11 NotesarunkumarnoolaNo ratings yet
- Test 1 WeldingDocument11 pagesTest 1 WeldingnafNo ratings yet
- Arc WeldingDocument3 pagesArc WeldingNikhil PrayagNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Unit 3 Electric WeldingDocument27 pagesUnit 3 Electric WeldingKrish RNo ratings yet
- SSG Chapter OneDocument7 pagesSSG Chapter Onekalu chimdiNo ratings yet
- Spot Welding, Types, Applications, Advantages and DisadvantagesDocument6 pagesSpot Welding, Types, Applications, Advantages and DisadvantagesM ZahidNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- Welding: Advantages of Welding ProcessDocument10 pagesWelding: Advantages of Welding ProcessQazi Zain SajjadNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- Thesis On Welding and FabricationDocument4 pagesThesis On Welding and Fabricationmkdswzgig100% (2)
- Electric WeldingDocument19 pagesElectric WeldingRaghupatruni SowmyaNo ratings yet
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalNo ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Various Types of Arc WeldingDocument16 pagesVarious Types of Arc Welding2031 Ayush KshirsagarNo ratings yet
- A PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2Document16 pagesA PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2robertntsiful1No ratings yet
- Arc N Gas ReportDocument25 pagesArc N Gas ReportAnahAlhabshiNo ratings yet
- Wa0000Document10 pagesWa0000rahulk508257No ratings yet
- Robot WeldingDocument25 pagesRobot WeldingAmit Rajguru75% (8)
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- Module - IIDocument48 pagesModule - IIsivasaNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- Resistance WeldingDocument13 pagesResistance WeldingAashishSethiNo ratings yet
- Welding, Soldering, and Brazing WorkersDocument10 pagesWelding, Soldering, and Brazing WorkersversleNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Double FilletDocument30 pagesDouble Filletvyas raoNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Unit-3 and Unit-4Document144 pagesUnit-3 and Unit-4Pragya JainNo ratings yet
- Report Robot WeldingDocument23 pagesReport Robot WeldingKishan Singh100% (3)
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- New Welding Technologies in The ShipbuildingDocument2 pagesNew Welding Technologies in The ShipbuildingpothirajkalyanNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Working Principle: Laser Beam WeldingDocument14 pagesWorking Principle: Laser Beam WeldingAkash KumarNo ratings yet
- Fabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Document5 pagesFabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Prince SharmaNo ratings yet
- Q II Module 5 GR 12 Week5Document23 pagesQ II Module 5 GR 12 Week5WilmerNo ratings yet
- Fabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)Document15 pagesFabrication of Multi-Axis Welding Robot With Grinding Machine (Phase 1)bhuvaneshNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocument21 pagesMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNo ratings yet
- 6 Electric WeldingDocument19 pages6 Electric WeldingSujan MajiNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Management Information System (Mis) : 1. Technical ApproachDocument4 pagesManagement Information System (Mis) : 1. Technical ApproachPrashanth BnNo ratings yet
- Prashanth BN Assistant Professor Department Mechanical Engineering Amrita School of EngineeringDocument12 pagesPrashanth BN Assistant Professor Department Mechanical Engineering Amrita School of EngineeringPrashanth BnNo ratings yet
- Coordinate SystemsDocument7 pagesCoordinate SystemsPrashanth BnNo ratings yet
- Prash MVSDocument48 pagesPrash MVSPrashanth BnNo ratings yet
- Sensors and Control ConsiderationsDocument3 pagesSensors and Control ConsiderationsPrashanth BnNo ratings yet
- Robotics IntroductionDocument22 pagesRobotics IntroductionPrashanth BnNo ratings yet
- Industrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringDocument52 pagesIndustrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringPrashanth BnNo ratings yet
- Product Data Management: PDM - The Foundation For PLMDocument21 pagesProduct Data Management: PDM - The Foundation For PLMPrashanth BnNo ratings yet
- Coordinate SystemsDocument7 pagesCoordinate SystemsPrashanth BnNo ratings yet
- Crucible Furnace Some MoreDocument2 pagesCrucible Furnace Some MorePrashanth BnNo ratings yet
- UPCOMING ConferencesDocument8 pagesUPCOMING ConferencesPrashanth BnNo ratings yet
- Development of SurfacesDocument8 pagesDevelopment of SurfacesBhuban LimbuNo ratings yet
- Avinash AppliancesDocument7 pagesAvinash AppliancesPrashanth Bn100% (2)
- CNC Unit-2-57Document10 pagesCNC Unit-2-57svkatkarNo ratings yet
- An Overview of Rapid Prototyping Technologies in ManufacturingDocument23 pagesAn Overview of Rapid Prototyping Technologies in ManufacturingPrashanth BnNo ratings yet
- Human Factors and MotivationDocument80 pagesHuman Factors and MotivationPrashanth BnNo ratings yet
- Rheo StressDocument8 pagesRheo StresspushkalNo ratings yet
- OCR A AS Chemistry 11 Practice Question AnswersDocument6 pagesOCR A AS Chemistry 11 Practice Question AnswersFiaz RahmanNo ratings yet
- RCF ProductsDocument50 pagesRCF ProductsArun Victor Paulraj100% (1)
- (1992) Henze. Characterization of Wastewater For Modelling of Activated Sludge ProcessesDocument15 pages(1992) Henze. Characterization of Wastewater For Modelling of Activated Sludge Processessulihah12100% (1)
- ISP Medium No.7 (Tyrosine Agar)Document2 pagesISP Medium No.7 (Tyrosine Agar)Mitha AriantiNo ratings yet
- Chapter Three:: StoichiometryDocument67 pagesChapter Three:: StoichiometryBiagio CastronovoNo ratings yet
- Struc'l, BLDG - Tech, Utilities AnswerDocument14 pagesStruc'l, BLDG - Tech, Utilities Answermak mpNo ratings yet
- Answers To End-Of-Chapter QuestionsDocument1 pageAnswers To End-Of-Chapter QuestionsAjay LakshmananNo ratings yet
- To Study The Factors On Which The Internal Resistance of A Cell DependsDocument18 pagesTo Study The Factors On Which The Internal Resistance of A Cell DependsWashiul Islam100% (1)
- AN 040 2010 TKN Determination in Water and Waste Water - 300ml STDocument13 pagesAN 040 2010 TKN Determination in Water and Waste Water - 300ml STLaura YanquiNo ratings yet
- Capitulo 4 Del Wankat. SolucionarioDocument21 pagesCapitulo 4 Del Wankat. SolucionarioZadky Rios100% (1)
- Using Sound To Measure Temperature: 2005 Project SummaryDocument1 pageUsing Sound To Measure Temperature: 2005 Project SummaryFifa MatchesNo ratings yet
- Evo Brochure PDFDocument21 pagesEvo Brochure PDFarnoldNo ratings yet
- Gaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. InstructionsDocument9 pagesGaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. Instructionsmath62210No ratings yet
- Gyeduakoto 2013Document7 pagesGyeduakoto 2013Jill DagreatNo ratings yet
- Annexure - J5 B - Tech - (Chemical Engg - )Document23 pagesAnnexure - J5 B - Tech - (Chemical Engg - )KolNo ratings yet
- ELASTOMERSDocument9 pagesELASTOMERSAmbar ShahNo ratings yet
- ASTM-D5837 Furans in Insulating Liquids PDFDocument16 pagesASTM-D5837 Furans in Insulating Liquids PDFjunclarc100% (1)
- Unit 2 - Chemistry - WWW - Rgpvnotes.inDocument14 pagesUnit 2 - Chemistry - WWW - Rgpvnotes.inRajesh KumarNo ratings yet
- Particle Packing TheoryDocument15 pagesParticle Packing Theorysrujan varma kaithojuNo ratings yet
- Industrial Scale of NaohDocument3 pagesIndustrial Scale of NaohRezaQurrotulAinNo ratings yet
- Concrete Jul 09 BRE Digest 330 Alkali Silica Reaction in Concrete The Case For Revision Part IDocument3 pagesConcrete Jul 09 BRE Digest 330 Alkali Silica Reaction in Concrete The Case For Revision Part IHAFEEL100% (1)
- PNGE 333 Basic Reservoir Engineering: Ntroduction To Eservoir NgineeringDocument82 pagesPNGE 333 Basic Reservoir Engineering: Ntroduction To Eservoir NgineeringVAMSI REDDYNo ratings yet
- Chap1 UV-VIS LectureNoteDocument21 pagesChap1 UV-VIS LectureNoteAby JatNo ratings yet
- Chemistry (Inter) Set 1 10Document186 pagesChemistry (Inter) Set 1 10Valerie LaneNo ratings yet
- 49 Mag Fichetech GRATES XCC V6Document2 pages49 Mag Fichetech GRATES XCC V6mohammedNo ratings yet