Download as pdf or txt
You might also like
- Woodcademy Dining Chair Plans PDFDocument28 pagesWoodcademy Dining Chair Plans PDFRaul AmbrosettiNo ratings yet
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- Pulp Density Scale PDFDocument4 pagesPulp Density Scale PDFamukti27No ratings yet
- Automated Fish Counting Using Image ProcessingDocument5 pagesAutomated Fish Counting Using Image Processingkimnga2510No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Top 20 Countries Found To Have The Most CybercrimeDocument5 pagesTop 20 Countries Found To Have The Most CybercrimeAman Dheer KapoorNo ratings yet
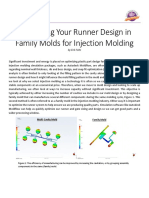
- Optimizing Your Runner Design in Family Molds For Injection MoldingDocument6 pagesOptimizing Your Runner Design in Family Molds For Injection MoldingVersiNo ratings yet
- MAE 3005 LAB 3: Uncertainty in Mass, Volume and DensityDocument7 pagesMAE 3005 LAB 3: Uncertainty in Mass, Volume and DensityBreno OliveiraNo ratings yet
- Tablet ToolingDocument4 pagesTablet ToolingSalman ShaikhNo ratings yet
- Designing A Basic Segmented Bowl Using A No-Math MethodDocument9 pagesDesigning A Basic Segmented Bowl Using A No-Math MethodAnonymous p2cFoXbjDNo ratings yet
- GFNDocument19 pagesGFNAl Amin ZubirNo ratings yet
- Mousebites Whitepaper FinalDocument12 pagesMousebites Whitepaper FinalJoshua FleitellNo ratings yet
- Milling and Size ReductionDocument6 pagesMilling and Size ReductionYasir MahmoodNo ratings yet
- Woodcademy Folding Router Table Plans R2Document45 pagesWoodcademy Folding Router Table Plans R2Yamil PaladinoNo ratings yet
- CH 5 Casting FundamentalsDocument14 pagesCH 5 Casting FundamentalsSumeet SainiNo ratings yet
- 3 IjmeitDocument10 pages3 IjmeitsenaNo ratings yet
- Foundation Tier Biology 1: P.M. TUESDAY, 7 June 2011 45 MinutesDocument14 pagesFoundation Tier Biology 1: P.M. TUESDAY, 7 June 2011 45 MinutessureshthevanNo ratings yet
- Betaizar J Lab01 BasicWorkshopDocument14 pagesBetaizar J Lab01 BasicWorkshopJay BetaizarNo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Ejournal - 2010 - Numerical Simulation On The Effect of Process Parameters For Incremental Sheet FormingDocument5 pagesEjournal - 2010 - Numerical Simulation On The Effect of Process Parameters For Incremental Sheet FormingAchmad SyaifurrizalNo ratings yet
- White Paper English 317 Diego A JuarezDocument7 pagesWhite Paper English 317 Diego A Juarezapi-302914345No ratings yet
- Final ExamDocument6 pagesFinal ExamTej ChoksiNo ratings yet
- Procedimento Implante Dura IIDocument6 pagesProcedimento Implante Dura IIapi-3762376No ratings yet
- Injection Molding ProjectDocument9 pagesInjection Molding ProjectJosh CastleNo ratings yet
- Pharmacutical Engineering, Practical, Lab Mannual..kTDocument111 pagesPharmacutical Engineering, Practical, Lab Mannual..kTMANTHANNo ratings yet
- Starting A ScratchDocument8 pagesStarting A Scratchsubsonique100% (1)
- Proposed TitleDocument60 pagesProposed TitleZaw ThetNo ratings yet
- D S A S G: RY Ieve Nalysis FOR Ands AND RavelsDocument5 pagesD S A S G: RY Ieve Nalysis FOR Ands AND RavelsThivashini RawiNo ratings yet
- Ball Mill ManualDocument7 pagesBall Mill ManualAnonymous EBReO8vNo ratings yet
- Biology: University of Cambridge International Examinations General Certificate of Education Ordinary LevelDocument8 pagesBiology: University of Cambridge International Examinations General Certificate of Education Ordinary Levelmstudy123456No ratings yet
- Refelction Report 5th YearDocument27 pagesRefelction Report 5th YearSamNo ratings yet
- Prosteel TutorialDocument26 pagesProsteel TutorialPawan Kumar100% (1)
- IE 317 Case Study 4: Bsie Ii Group 7Document37 pagesIE 317 Case Study 4: Bsie Ii Group 7Chel Armenton100% (1)
- Experimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRDocument10 pagesExperimental and Simulation Study in Deep Drawing of Circular Cups For Determination of LDRAraveetiCSReddyNo ratings yet
- Exercise - Guangzhou BaiyunDocument9 pagesExercise - Guangzhou BaiyundannyNo ratings yet
- Powder Properties LaboratoryDocument7 pagesPowder Properties Laboratorydew0% (1)
- Call Me Maybe-Final-Report-CompressedDocument35 pagesCall Me Maybe-Final-Report-Compressedapi-362757048No ratings yet
- ME-352 CEP Taha Mahmood - 2017472Document24 pagesME-352 CEP Taha Mahmood - 2017472Muneer AhmedNo ratings yet
- Finite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyDocument6 pagesFinite Element Analysis of Orbital Forming Used in Spindle/Inner Ring AssemblyEldori1988No ratings yet
- Set Screw SizesDocument4 pagesSet Screw SizeslalaeinelaNo ratings yet
- Sem IV PFPP Lab ManualDocument38 pagesSem IV PFPP Lab Manualsmitjpatel71No ratings yet
- Drawing An Approximate Representation of An Involute Spur Gear ToothDocument4 pagesDrawing An Approximate Representation of An Involute Spur Gear Toothramchandra rao deshpandeNo ratings yet
- Bio Lab ReportDocument2 pagesBio Lab Reportapi-256990565No ratings yet
- Physical Science 10th Edition Tillery Solutions ManualDocument13 pagesPhysical Science 10th Edition Tillery Solutions Manualeirianarielo7a6rNo ratings yet
- Group 8Document14 pagesGroup 8api-347889427No ratings yet
- Term Project DocumentDocument6 pagesTerm Project Documentapi-253978194No ratings yet
- Cambridge International General Certificate of Secondary EducationDocument14 pagesCambridge International General Certificate of Secondary EducationFatinAzahraNo ratings yet
- Page 2 QuesDocument8 pagesPage 2 Quesapi-273087157No ratings yet
- 12manual Final Che GodefaDocument45 pages12manual Final Che GodefaSeid AragawNo ratings yet
- 9700 s20 QP 33Document11 pages9700 s20 QP 33Parhi Likhi JahilNo ratings yet
- Autocad (Repaired)Document5 pagesAutocad (Repaired)Arnel SisonNo ratings yet
- Location From ProfileDocument5 pagesLocation From ProfilehlyanheinhNo ratings yet
- Sieve Analysis - An ExperimentDocument7 pagesSieve Analysis - An ExperimentamjadakramNo ratings yet
- Business Statistics Practice Question 3Document4 pagesBusiness Statistics Practice Question 3Mahmudul HasanNo ratings yet
- Build A Simple Pitch GageDocument2 pagesBuild A Simple Pitch GageBoris PetrovicNo ratings yet
- Final Mat Oel RPTDocument14 pagesFinal Mat Oel RPTl236729No ratings yet
- Dish Blank CalculatorDocument2 pagesDish Blank CalculatorRafeek ShaikhNo ratings yet
- Sieve Analysis of Fine & Coarse Aggregates: Cie 309 - Construction Materials Lab Lab Report 3 - Astm C136Document11 pagesSieve Analysis of Fine & Coarse Aggregates: Cie 309 - Construction Materials Lab Lab Report 3 - Astm C136Seyoung MyiouNo ratings yet
- OnAccurasyOfSievingTests BDocument9 pagesOnAccurasyOfSievingTests BPulbiNo ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsNo ratings yet
- NX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)From EverandNX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)No ratings yet
- Shirleylu ResumeDocument1 pageShirleylu Resumeapi-466559975No ratings yet
- Fpga 5 PosterDocument9 pagesFpga 5 Posterapi-466559975No ratings yet
- Fpga 6 PosterDocument9 pagesFpga 6 Posterapi-466559975No ratings yet
- Fpga 7 PosterDocument9 pagesFpga 7 Posterapi-466559975No ratings yet
- Fpga 4 PosterDocument9 pagesFpga 4 Posterapi-466559975No ratings yet
- Poster 1Document10 pagesPoster 1api-466559975No ratings yet
- Poster 2Document9 pagesPoster 2api-466559975No ratings yet
- PosterDocument7 pagesPosterapi-466559975No ratings yet
- Oral Design Review - ReducedDocument9 pagesOral Design Review - Reducedapi-466559975No ratings yet
- Process Optimization For The Base Tooling Design For FishtailDocument1 pageProcess Optimization For The Base Tooling Design For Fishtailapi-466559975No ratings yet
- Lecture Notes-Basic Electrical and Electronics Engineering Notes PDFDocument30 pagesLecture Notes-Basic Electrical and Electronics Engineering Notes PDFMDR PRAPHU100% (1)
- Ema Emits: UndergraduateDocument7 pagesEma Emits: UndergraduateJanineNo ratings yet
- Business Unit Performance Measurement: Mcgraw-Hill/IrwinDocument17 pagesBusiness Unit Performance Measurement: Mcgraw-Hill/Irwinimran_chaudhryNo ratings yet
- PRELIM Fire Technology and Arson InvestigationDocument6 pagesPRELIM Fire Technology and Arson InvestigationIgnacio Burog RazonaNo ratings yet
- Example of Research Paper About Science and TechnologyDocument6 pagesExample of Research Paper About Science and Technologygz8aqe8wNo ratings yet
- Pumba Cap 3 2022Document15 pagesPumba Cap 3 2022adityakamble070103No ratings yet
- Basic Grooming For Men and WomenDocument2 pagesBasic Grooming For Men and WomenJohn Ernest Grana50% (2)
- Compatibilidades Equipos HaierDocument5 pagesCompatibilidades Equipos HaierAndrei AtofaneiNo ratings yet
- Manulife Smart Call Call MenuDocument1 pageManulife Smart Call Call MenuNazreen AmirdeenNo ratings yet
- AECES Night Lights Sound ReservationDocument1 pageAECES Night Lights Sound ReservationVincent Carl CatigayNo ratings yet
- SP22 BseDocument3 pagesSP22 Bsebazm-e- wafaNo ratings yet
- ASBA V State Petition For Transfer FINALDocument13 pagesASBA V State Petition For Transfer FINALKTARNo ratings yet
- NOC Video Walls Solutions - 4!10!2021 Rالبريد1Document2 pagesNOC Video Walls Solutions - 4!10!2021 Rالبريد1Sayed HamedNo ratings yet
- PayfixationoptionsDocument5 pagesPayfixationoptionsGK TiwariNo ratings yet
- Samsung RF27T5501Document164 pagesSamsung RF27T5501Brian MasseyNo ratings yet
- Competency Based LearningDocument9 pagesCompetency Based Learningkarapetyanines08No ratings yet
- Collect and Analyze Troubleshooting DataDocument26 pagesCollect and Analyze Troubleshooting DataNixon MuluhNo ratings yet
- Service Quality, Customer Satisfaction, and Behavioral Intentions in Fast-Food RestaurantsDocument19 pagesService Quality, Customer Satisfaction, and Behavioral Intentions in Fast-Food RestaurantsFelisitas AgnesNo ratings yet
- Institute of Cost and Management Accountants of Pakistan: Employment Application FormDocument2 pagesInstitute of Cost and Management Accountants of Pakistan: Employment Application FormRashidAliNo ratings yet
- Installation Guide Andalay Solar ModulesDocument60 pagesInstallation Guide Andalay Solar ModulesdarkleonzNo ratings yet
- Analysis and Interpretation of Data Research PaperDocument4 pagesAnalysis and Interpretation of Data Research Paperefdkhd4eNo ratings yet
- BCG GE McKinsey MatrixDocument22 pagesBCG GE McKinsey MatrixAthmanath SR KrishnanNo ratings yet
- Buenacosa, Astrid Hatton Case Study # 1: An Island FirestormDocument12 pagesBuenacosa, Astrid Hatton Case Study # 1: An Island FirestormAstrid BuenacosaNo ratings yet
- Temidayo Cybercrime ReportDocument13 pagesTemidayo Cybercrime ReportMAYOWA ADEBAYONo ratings yet
- Hly 5011Document4 pagesHly 5011Mike WallaceNo ratings yet
- Cases Study of Kellogg's Failure in Indian Market FullDocument17 pagesCases Study of Kellogg's Failure in Indian Market FullAjay PillaiNo ratings yet
- Bushing High VoltageDocument3 pagesBushing High VoltageRavi K NNo ratings yet
- Q PapersDocument53 pagesQ PapersTanu RdNo ratings yet
- SLIM Sparse Linear Methods For Top-N Recommender SystemsDocument10 pagesSLIM Sparse Linear Methods For Top-N Recommender SystemsfcrkudxujdemptrdapNo ratings yet