
Final Report Gen-3 Stator Bar
Final Report Gen-3 Stator Bar
You might also like
- 3A90L 4 1.5kW400V PDFDocument6 pages3A90L 4 1.5kW400V PDFMuthukumar SivaramanNo ratings yet
- Roto VerterDocument88 pagesRoto VerterVladislav KalashnikovNo ratings yet
- Test Reports of ICT-2Document6 pagesTest Reports of ICT-2pavanNo ratings yet
- Dry Type Traformer 1mvaDocument4 pagesDry Type Traformer 1mvaidrisNo ratings yet
- Transformer Testing For New 10mva Power Transfomer: Batangas Ii Electric Cooperative (Batelec Ii)Document4 pagesTransformer Testing For New 10mva Power Transfomer: Batangas Ii Electric Cooperative (Batelec Ii)Edmar BataqueNo ratings yet
- Trafo-3 1000KVADocument5 pagesTrafo-3 1000KVAVishal Kumar SinghNo ratings yet
- BATERAI GEL-DEEP CYCLE (MPOWER) (JXH 200-12G) 12V 200ahDocument2 pagesBATERAI GEL-DEEP CYCLE (MPOWER) (JXH 200-12G) 12V 200ahStefanus RobbieNo ratings yet
- Slip - Ring Motor InductionDocument27 pagesSlip - Ring Motor InductionKevin Williamson TampubolonNo ratings yet
- 8.5mva FINIAL Test ReportDocument5 pages8.5mva FINIAL Test ReportRyan JohnNo ratings yet
- Me 157Document65 pagesMe 157Jaycob ClavelNo ratings yet
- 3G1F2043709296B JM JP KP 90LD4 400VY 50Hz 1,5kW 3GZF021009-138Document1 page3G1F2043709296B JM JP KP 90LD4 400VY 50Hz 1,5kW 3GZF021009-138Kidzoy ShopNo ratings yet
- Slip - Ring Motor Induction M. Haykal NSTDocument29 pagesSlip - Ring Motor Induction M. Haykal NSTm.haykalnstNo ratings yet
- 132 HiDocument6 pages132 HiNiteen S. RathodNo ratings yet
- 1 Mva TR TEST REPORTDocument22 pages1 Mva TR TEST REPORTjbs sitamauNo ratings yet
- S5 ManualDocument39 pagesS5 ManualAleena ShajuNo ratings yet
- Adigala 33kv Incom CT S Phase - Core 2Document2 pagesAdigala 33kv Incom CT S Phase - Core 2Bitew AyalewNo ratings yet
- Experiment 1: Transducer Trainer KitDocument22 pagesExperiment 1: Transducer Trainer KitSamarthNo ratings yet
- Load Test On Single Phase Transformer: Shubham Sharma: RA2111003010611: 28.10.21Document11 pagesLoad Test On Single Phase Transformer: Shubham Sharma: RA2111003010611: 28.10.21shubhamNo ratings yet
- Smi 128Document4 pagesSmi 128Amit Kumar KandiNo ratings yet
- Oil BDV VectorDocument3 pagesOil BDV Vectorvevese8616No ratings yet
- Power Transformer Testing ProcessDocument19 pagesPower Transformer Testing ProcessRajj PruthiviNo ratings yet
- Saudi Aramco Pre-Commissioning Form Low Voltage Distribution PanelDocument6 pagesSaudi Aramco Pre-Commissioning Form Low Voltage Distribution PanelFawad NoorNo ratings yet
- Electrical System AnalysisDocument6 pagesElectrical System AnalysisSolarMaxNo ratings yet
- Power Transformer Test 001ADocument7 pagesPower Transformer Test 001ADinesh Kumar100% (1)
- LT RecondDocument44 pagesLT RecondGESCOM kudligiNo ratings yet
- JXH 150-12G DatasheetDocument2 pagesJXH 150-12G DatasheetMhd dany SirNo ratings yet
- M3JP 315MLB 6L 400V 50Hz 132kWDocument1 pageM3JP 315MLB 6L 400V 50Hz 132kWCamillo VaccaNo ratings yet
- Be Summer 2015Document4 pagesBe Summer 2015babaf79912No ratings yet
- Motor OfflineDocument10 pagesMotor OfflineSIRAJ BNo ratings yet
- M3AA 180MLA 8 G 400V 50Hz 11kWDocument1 pageM3AA 180MLA 8 G 400V 50Hz 11kWdiablolcNo ratings yet
- PLTM Pusaka-1 (2 X 4.4 MW) Shift Report: (Gross) (Gross)Document4 pagesPLTM Pusaka-1 (2 X 4.4 MW) Shift Report: (Gross) (Gross)Hunter SiberiaNo ratings yet
- Uss 105Document12 pagesUss 105Soumya BhowmickNo ratings yet
- Load Test of DC Shunt Motor: (Hardware)Document10 pagesLoad Test of DC Shunt Motor: (Hardware)ABHISHEKNo ratings yet
- WALTER KIDDE Aerospace Abbreviated Component Maintenance Manual (Acm)Document7 pagesWALTER KIDDE Aerospace Abbreviated Component Maintenance Manual (Acm)jordiNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Details To The Project: Power System Planning and Management (Project Assignment 2)Document3 pagesDetails To The Project: Power System Planning and Management (Project Assignment 2)dereNo ratings yet
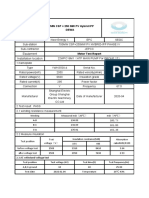
- Test Report of 80-120 MVA TransformerDocument41 pagesTest Report of 80-120 MVA TransformerMonir100% (2)
- Reporte de Muestra de Curvas IVDocument6 pagesReporte de Muestra de Curvas IVBaltasarNo ratings yet
- Be Winter 2016Document3 pagesBe Winter 2016babaf79912No ratings yet
- Ha01-Incomer Unit#10Document7 pagesHa01-Incomer Unit#10Asgher khkattakNo ratings yet
- Bab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanDocument7 pagesBab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanNisrina HuttiNo ratings yet
- Tan Delta Test Report For Power Transformer: Vepl/Ramps/D&RlaDocument4 pagesTan Delta Test Report For Power Transformer: Vepl/Ramps/D&RlaRaj BharathNo ratings yet
- 22WCB16M1 MotorDocument2 pages22WCB16M1 Motorمحمد ابن علیNo ratings yet
- Alternative 1: Off-Grid Solar Photovoltaic Power System: Description Unit Material Cost QTY Unit Price Item NODocument26 pagesAlternative 1: Off-Grid Solar Photovoltaic Power System: Description Unit Material Cost QTY Unit Price Item NOChristy Mae LabajoNo ratings yet
- Polim-H02sdDocument4 pagesPolim-H02sdkatak.chanNo ratings yet
- CLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Document11 pagesCLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Nguyen Viet DungNo ratings yet
- 2.1 Protection Development Branch: Industrial Training ReportDocument11 pages2.1 Protection Development Branch: Industrial Training ReportIsuru Pasan DasanayakeNo ratings yet
- (D04077400G 00) 3Document14 pages(D04077400G 00) 3Sajid AliNo ratings yet
- Apc Materials Properties PDFDocument1 pageApc Materials Properties PDFnamyefNo ratings yet
- PM Anderson 9bus Test SystemDocument1 pagePM Anderson 9bus Test SystemkenishaNo ratings yet
- 3 Reporte de Pruebas IeeeDocument58 pages3 Reporte de Pruebas IeeeZadia CottoNo ratings yet
- Turret CT &tan Delta ReportDocument4 pagesTurret CT &tan Delta ReportSantosh BagadeNo ratings yet
- HRL12500W Feb 2006 PDFDocument2 pagesHRL12500W Feb 2006 PDFenzoNo ratings yet
- Adusei's Power Lab ReportDocument7 pagesAdusei's Power Lab Reportjojo youngNo ratings yet
- Study of DC MotorsDocument20 pagesStudy of DC MotorsLAKSITHNo ratings yet
- M3JM 280SMC 2 - 3GJM281230 - DG - 110kW - 400VD - 50Hz - IE2Document1 pageM3JM 280SMC 2 - 3GJM281230 - DG - 110kW - 400VD - 50Hz - IE2Saber AbdelaalNo ratings yet
- Substation Line 11K Unit Board 6: HeaderDocument6 pagesSubstation Line 11K Unit Board 6: HeaderAlfred SitholeNo ratings yet
- 3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideDocument6 pages3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideYuukinoriNo ratings yet
- 6FM200HXDocument2 pages6FM200HXRoyLoraGallardoNo ratings yet
- Flexible Power Transmission: The HVDC OptionsFrom EverandFlexible Power Transmission: The HVDC OptionsRating: 5 out of 5 stars5/5 (1)
- QST 3050 HDocument6 pagesQST 3050 HWallace FerreiraNo ratings yet
- Oisd STD 137Document45 pagesOisd STD 137sandy_nits100% (3)
- Abs DiagnosticsDocument135 pagesAbs DiagnosticsKyaw Kyaw LinnNo ratings yet
- EET304 - M3 Ktunotes - inDocument47 pagesEET304 - M3 Ktunotes - inAkhilaNo ratings yet
- White Paper - A Comparison of The Characteristics of AC and DC Motors - B7096-2Document13 pagesWhite Paper - A Comparison of The Characteristics of AC and DC Motors - B7096-2tekhakkoNo ratings yet
- Chapter 23 Three-Phase Induction MotorsDocument9 pagesChapter 23 Three-Phase Induction MotorsisitestersNo ratings yet
- EEE3005 Design of Electrical ApparatusDocument2 pagesEEE3005 Design of Electrical ApparatusStella GrantNo ratings yet
- DC Motor Lecture Notes 4Document24 pagesDC Motor Lecture Notes 4Man Ebook100% (1)
- Synchronous Motors MCQ Questions & Answers - Electrical EngineeringDocument4 pagesSynchronous Motors MCQ Questions & Answers - Electrical Engineeringपंकज काळेNo ratings yet
- C200D6 enDocument2 pagesC200D6 enRoozbeh BahmanyarNo ratings yet
- Risk Based Assessment of Subsynchronous Resonance in ACDC SystemsDocument233 pagesRisk Based Assessment of Subsynchronous Resonance in ACDC Systems손호익No ratings yet
- Embroidery Technique Using Programmable Logic Controller: Usman Institute of TechnologyDocument48 pagesEmbroidery Technique Using Programmable Logic Controller: Usman Institute of TechnologyWajahat AliNo ratings yet
- EE-106 UNIT 5 NotesDocument12 pagesEE-106 UNIT 5 Notesece gptplptNo ratings yet
- Special Electric MachinesDocument119 pagesSpecial Electric Machinesjotalopecinco100% (1)
- Welcome: Electrical Machines Testing DepartmentDocument58 pagesWelcome: Electrical Machines Testing DepartmentMani KandanNo ratings yet
- Ijet V2i1p4Document4 pagesIjet V2i1p4International Journal of Engineering and TechniquesNo ratings yet
- BREB All QSNDocument48 pagesBREB All QSNRashid ShababNo ratings yet
- Unit 5.1 Classification and ConstructionDocument16 pagesUnit 5.1 Classification and ConstructionArpit Personal 5100% (1)
- Recent Important Changes in IEEE Motor and Generator PDFDocument12 pagesRecent Important Changes in IEEE Motor and Generator PDFRavinder Sharma100% (1)
- Limitorque - 1203 - L120-190-2000 EnglishDocument61 pagesLimitorque - 1203 - L120-190-2000 EnglishansliNo ratings yet
- Synchronous Reluctance Motor: Design, Optimization and ValidationDocument6 pagesSynchronous Reluctance Motor: Design, Optimization and Validationmr. dossNo ratings yet
- BCI164DDocument8 pagesBCI164D3efooNo ratings yet
- Ggenerator AlternatorDocument4 pagesGgenerator AlternatorShakir FadzliNo ratings yet
- Flux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleDocument20 pagesFlux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleMt GolesNo ratings yet
- 01 - Basics of AlternatorDocument83 pages01 - Basics of Alternatorsadi_eece100% (2)
- Lab Manual Industrial ElectronicsDocument81 pagesLab Manual Industrial ElectronicsPS NNo ratings yet
- Manual: "XM" SeriesDocument48 pagesManual: "XM" SeriesBang OchimNo ratings yet
- WHY WEG - Quality Aspects of Hydro-GeneratorsDocument57 pagesWHY WEG - Quality Aspects of Hydro-GeneratorsSridhar TholasingamNo ratings yet
- Stepper Motor Construction and AnalysisDocument17 pagesStepper Motor Construction and AnalysisHadeedAhmedSher100% (3)























































































Download as docx, pdf, or txt
You might also like
- 3A90L 4 1.5kW400V PDFDocument6 pages3A90L 4 1.5kW400V PDFMuthukumar SivaramanNo ratings yet
- Roto VerterDocument88 pagesRoto VerterVladislav KalashnikovNo ratings yet
- Test Reports of ICT-2Document6 pagesTest Reports of ICT-2pavanNo ratings yet
- Dry Type Traformer 1mvaDocument4 pagesDry Type Traformer 1mvaidrisNo ratings yet
- Transformer Testing For New 10mva Power Transfomer: Batangas Ii Electric Cooperative (Batelec Ii)Document4 pagesTransformer Testing For New 10mva Power Transfomer: Batangas Ii Electric Cooperative (Batelec Ii)Edmar BataqueNo ratings yet
- Trafo-3 1000KVADocument5 pagesTrafo-3 1000KVAVishal Kumar SinghNo ratings yet
- BATERAI GEL-DEEP CYCLE (MPOWER) (JXH 200-12G) 12V 200ahDocument2 pagesBATERAI GEL-DEEP CYCLE (MPOWER) (JXH 200-12G) 12V 200ahStefanus RobbieNo ratings yet
- Slip - Ring Motor InductionDocument27 pagesSlip - Ring Motor InductionKevin Williamson TampubolonNo ratings yet
- 8.5mva FINIAL Test ReportDocument5 pages8.5mva FINIAL Test ReportRyan JohnNo ratings yet
- Me 157Document65 pagesMe 157Jaycob ClavelNo ratings yet
- 3G1F2043709296B JM JP KP 90LD4 400VY 50Hz 1,5kW 3GZF021009-138Document1 page3G1F2043709296B JM JP KP 90LD4 400VY 50Hz 1,5kW 3GZF021009-138Kidzoy ShopNo ratings yet
- Slip - Ring Motor Induction M. Haykal NSTDocument29 pagesSlip - Ring Motor Induction M. Haykal NSTm.haykalnstNo ratings yet
- 132 HiDocument6 pages132 HiNiteen S. RathodNo ratings yet
- 1 Mva TR TEST REPORTDocument22 pages1 Mva TR TEST REPORTjbs sitamauNo ratings yet
- S5 ManualDocument39 pagesS5 ManualAleena ShajuNo ratings yet
- Adigala 33kv Incom CT S Phase - Core 2Document2 pagesAdigala 33kv Incom CT S Phase - Core 2Bitew AyalewNo ratings yet
- Experiment 1: Transducer Trainer KitDocument22 pagesExperiment 1: Transducer Trainer KitSamarthNo ratings yet
- Load Test On Single Phase Transformer: Shubham Sharma: RA2111003010611: 28.10.21Document11 pagesLoad Test On Single Phase Transformer: Shubham Sharma: RA2111003010611: 28.10.21shubhamNo ratings yet
- Smi 128Document4 pagesSmi 128Amit Kumar KandiNo ratings yet
- Oil BDV VectorDocument3 pagesOil BDV Vectorvevese8616No ratings yet
- Power Transformer Testing ProcessDocument19 pagesPower Transformer Testing ProcessRajj PruthiviNo ratings yet
- Saudi Aramco Pre-Commissioning Form Low Voltage Distribution PanelDocument6 pagesSaudi Aramco Pre-Commissioning Form Low Voltage Distribution PanelFawad NoorNo ratings yet
- Electrical System AnalysisDocument6 pagesElectrical System AnalysisSolarMaxNo ratings yet
- Power Transformer Test 001ADocument7 pagesPower Transformer Test 001ADinesh Kumar100% (1)
- LT RecondDocument44 pagesLT RecondGESCOM kudligiNo ratings yet
- JXH 150-12G DatasheetDocument2 pagesJXH 150-12G DatasheetMhd dany SirNo ratings yet
- M3JP 315MLB 6L 400V 50Hz 132kWDocument1 pageM3JP 315MLB 6L 400V 50Hz 132kWCamillo VaccaNo ratings yet
- Be Summer 2015Document4 pagesBe Summer 2015babaf79912No ratings yet
- Motor OfflineDocument10 pagesMotor OfflineSIRAJ BNo ratings yet
- M3AA 180MLA 8 G 400V 50Hz 11kWDocument1 pageM3AA 180MLA 8 G 400V 50Hz 11kWdiablolcNo ratings yet
- PLTM Pusaka-1 (2 X 4.4 MW) Shift Report: (Gross) (Gross)Document4 pagesPLTM Pusaka-1 (2 X 4.4 MW) Shift Report: (Gross) (Gross)Hunter SiberiaNo ratings yet
- Uss 105Document12 pagesUss 105Soumya BhowmickNo ratings yet
- Load Test of DC Shunt Motor: (Hardware)Document10 pagesLoad Test of DC Shunt Motor: (Hardware)ABHISHEKNo ratings yet
- WALTER KIDDE Aerospace Abbreviated Component Maintenance Manual (Acm)Document7 pagesWALTER KIDDE Aerospace Abbreviated Component Maintenance Manual (Acm)jordiNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Details To The Project: Power System Planning and Management (Project Assignment 2)Document3 pagesDetails To The Project: Power System Planning and Management (Project Assignment 2)dereNo ratings yet
- Test Report of 80-120 MVA TransformerDocument41 pagesTest Report of 80-120 MVA TransformerMonir100% (2)
- Reporte de Muestra de Curvas IVDocument6 pagesReporte de Muestra de Curvas IVBaltasarNo ratings yet
- Be Winter 2016Document3 pagesBe Winter 2016babaf79912No ratings yet
- Ha01-Incomer Unit#10Document7 pagesHa01-Incomer Unit#10Asgher khkattakNo ratings yet
- Bab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanDocument7 pagesBab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanNisrina HuttiNo ratings yet
- Tan Delta Test Report For Power Transformer: Vepl/Ramps/D&RlaDocument4 pagesTan Delta Test Report For Power Transformer: Vepl/Ramps/D&RlaRaj BharathNo ratings yet
- 22WCB16M1 MotorDocument2 pages22WCB16M1 Motorمحمد ابن علیNo ratings yet
- Alternative 1: Off-Grid Solar Photovoltaic Power System: Description Unit Material Cost QTY Unit Price Item NODocument26 pagesAlternative 1: Off-Grid Solar Photovoltaic Power System: Description Unit Material Cost QTY Unit Price Item NOChristy Mae LabajoNo ratings yet
- Polim-H02sdDocument4 pagesPolim-H02sdkatak.chanNo ratings yet
- CLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Document11 pagesCLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Nguyen Viet DungNo ratings yet
- 2.1 Protection Development Branch: Industrial Training ReportDocument11 pages2.1 Protection Development Branch: Industrial Training ReportIsuru Pasan DasanayakeNo ratings yet
- (D04077400G 00) 3Document14 pages(D04077400G 00) 3Sajid AliNo ratings yet
- Apc Materials Properties PDFDocument1 pageApc Materials Properties PDFnamyefNo ratings yet
- PM Anderson 9bus Test SystemDocument1 pagePM Anderson 9bus Test SystemkenishaNo ratings yet
- 3 Reporte de Pruebas IeeeDocument58 pages3 Reporte de Pruebas IeeeZadia CottoNo ratings yet
- Turret CT &tan Delta ReportDocument4 pagesTurret CT &tan Delta ReportSantosh BagadeNo ratings yet
- HRL12500W Feb 2006 PDFDocument2 pagesHRL12500W Feb 2006 PDFenzoNo ratings yet
- Adusei's Power Lab ReportDocument7 pagesAdusei's Power Lab Reportjojo youngNo ratings yet
- Study of DC MotorsDocument20 pagesStudy of DC MotorsLAKSITHNo ratings yet
- M3JM 280SMC 2 - 3GJM281230 - DG - 110kW - 400VD - 50Hz - IE2Document1 pageM3JM 280SMC 2 - 3GJM281230 - DG - 110kW - 400VD - 50Hz - IE2Saber AbdelaalNo ratings yet
- Substation Line 11K Unit Board 6: HeaderDocument6 pagesSubstation Line 11K Unit Board 6: HeaderAlfred SitholeNo ratings yet
- 3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideDocument6 pages3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideYuukinoriNo ratings yet
- 6FM200HXDocument2 pages6FM200HXRoyLoraGallardoNo ratings yet
- Flexible Power Transmission: The HVDC OptionsFrom EverandFlexible Power Transmission: The HVDC OptionsRating: 5 out of 5 stars5/5 (1)
- QST 3050 HDocument6 pagesQST 3050 HWallace FerreiraNo ratings yet
- Oisd STD 137Document45 pagesOisd STD 137sandy_nits100% (3)
- Abs DiagnosticsDocument135 pagesAbs DiagnosticsKyaw Kyaw LinnNo ratings yet
- EET304 - M3 Ktunotes - inDocument47 pagesEET304 - M3 Ktunotes - inAkhilaNo ratings yet
- White Paper - A Comparison of The Characteristics of AC and DC Motors - B7096-2Document13 pagesWhite Paper - A Comparison of The Characteristics of AC and DC Motors - B7096-2tekhakkoNo ratings yet
- Chapter 23 Three-Phase Induction MotorsDocument9 pagesChapter 23 Three-Phase Induction MotorsisitestersNo ratings yet
- EEE3005 Design of Electrical ApparatusDocument2 pagesEEE3005 Design of Electrical ApparatusStella GrantNo ratings yet
- DC Motor Lecture Notes 4Document24 pagesDC Motor Lecture Notes 4Man Ebook100% (1)
- Synchronous Motors MCQ Questions & Answers - Electrical EngineeringDocument4 pagesSynchronous Motors MCQ Questions & Answers - Electrical Engineeringपंकज काळेNo ratings yet
- C200D6 enDocument2 pagesC200D6 enRoozbeh BahmanyarNo ratings yet
- Risk Based Assessment of Subsynchronous Resonance in ACDC SystemsDocument233 pagesRisk Based Assessment of Subsynchronous Resonance in ACDC Systems손호익No ratings yet
- Embroidery Technique Using Programmable Logic Controller: Usman Institute of TechnologyDocument48 pagesEmbroidery Technique Using Programmable Logic Controller: Usman Institute of TechnologyWajahat AliNo ratings yet
- EE-106 UNIT 5 NotesDocument12 pagesEE-106 UNIT 5 Notesece gptplptNo ratings yet
- Special Electric MachinesDocument119 pagesSpecial Electric Machinesjotalopecinco100% (1)
- Welcome: Electrical Machines Testing DepartmentDocument58 pagesWelcome: Electrical Machines Testing DepartmentMani KandanNo ratings yet
- Ijet V2i1p4Document4 pagesIjet V2i1p4International Journal of Engineering and TechniquesNo ratings yet
- BREB All QSNDocument48 pagesBREB All QSNRashid ShababNo ratings yet
- Unit 5.1 Classification and ConstructionDocument16 pagesUnit 5.1 Classification and ConstructionArpit Personal 5100% (1)
- Recent Important Changes in IEEE Motor and Generator PDFDocument12 pagesRecent Important Changes in IEEE Motor and Generator PDFRavinder Sharma100% (1)
- Limitorque - 1203 - L120-190-2000 EnglishDocument61 pagesLimitorque - 1203 - L120-190-2000 EnglishansliNo ratings yet
- Synchronous Reluctance Motor: Design, Optimization and ValidationDocument6 pagesSynchronous Reluctance Motor: Design, Optimization and Validationmr. dossNo ratings yet
- BCI164DDocument8 pagesBCI164D3efooNo ratings yet
- Ggenerator AlternatorDocument4 pagesGgenerator AlternatorShakir FadzliNo ratings yet
- Flux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleDocument20 pagesFlux-Barrier Design and Torque Performance Analysis of Synchronous Reluctance Motor With Low Torque RippleMt GolesNo ratings yet
- 01 - Basics of AlternatorDocument83 pages01 - Basics of Alternatorsadi_eece100% (2)
- Lab Manual Industrial ElectronicsDocument81 pagesLab Manual Industrial ElectronicsPS NNo ratings yet
- Manual: "XM" SeriesDocument48 pagesManual: "XM" SeriesBang OchimNo ratings yet
- WHY WEG - Quality Aspects of Hydro-GeneratorsDocument57 pagesWHY WEG - Quality Aspects of Hydro-GeneratorsSridhar TholasingamNo ratings yet
- Stepper Motor Construction and AnalysisDocument17 pagesStepper Motor Construction and AnalysisHadeedAhmedSher100% (3)