
Unit-2 Am
Unit-2 Am
You might also like
- Lesson 30. Thermoplastic and Thermosetting PolymersDocument11 pagesLesson 30. Thermoplastic and Thermosetting PolymersNizar AbrorNo ratings yet
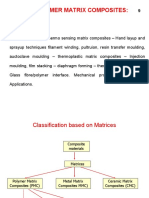
- Polymer Matrix CompositesDocument121 pagesPolymer Matrix CompositesHitesh Shah100% (7)
- Solution Chapter 6Document26 pagesSolution Chapter 6Cara WhiteNo ratings yet
- Nature of Chemical Attacks On Plastic and RubbersDocument7 pagesNature of Chemical Attacks On Plastic and RubberskayodeNo ratings yet
- Polymer Processing (Extrusion) 28.02.2020 PDFDocument35 pagesPolymer Processing (Extrusion) 28.02.2020 PDFEDISON OCHIENGNo ratings yet
- Composite Unit 1Document23 pagesComposite Unit 1Irudhayaraj DavidNo ratings yet
- Concepts of Composites:: Matrix (Used As Binder) With Another Material Are TheDocument25 pagesConcepts of Composites:: Matrix (Used As Binder) With Another Material Are ThePushparaj Vignesh0% (1)
- Thermosetting PolymerDocument10 pagesThermosetting PolymerArghya MondalNo ratings yet
- Thermosetting PolymerDocument10 pagesThermosetting PolymerArghya MondalNo ratings yet
- Introduction To ElastomersDocument18 pagesIntroduction To ElastomersRaghav AcharyaNo ratings yet
- LECTURE 5 Corrosion NoteDocument7 pagesLECTURE 5 Corrosion NoteIlelaboye TomiwaNo ratings yet
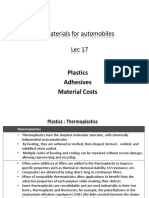
- Materials For Automobiles Lec 17: Plastics Adhesives Material CostsDocument50 pagesMaterials For Automobiles Lec 17: Plastics Adhesives Material CostsFaber AndreiNo ratings yet
- Plastics Processing Technology Lecture 2Document13 pagesPlastics Processing Technology Lecture 2Davis TwinobusingyeNo ratings yet
- Leading High Heat-Resistant PolymersDocument12 pagesLeading High Heat-Resistant PolymerstilakmirleNo ratings yet
- Thermosetting PolymerDocument3 pagesThermosetting PolymermombarreNo ratings yet
- Composite Materials Module 3Document16 pagesComposite Materials Module 3kvk326100% (1)
- Fiber and TextileDocument43 pagesFiber and Textileinfo.akira.ictNo ratings yet
- Types of PlasticsDocument26 pagesTypes of PlasticsPRANJAL KUMARNo ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, Indiadavid josephNo ratings yet
- Types of PlasticsDocument26 pagesTypes of Plasticsmarikadavid572No ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaMahesh RajaNo ratings yet
- Branched Polymers Occur When Groups of Units Branch Off From TheDocument2 pagesBranched Polymers Occur When Groups of Units Branch Off From ThedummyNo ratings yet
- MS Exp. 8 Thermosetting PlasticsDocument3 pagesMS Exp. 8 Thermosetting Plasticsriderrider170No ratings yet
- 03 ThermosetDocument3 pages03 ThermosetabasoudaNo ratings yet
- Lecture EIGHT: Factors Affecting On Glass Transition Temperature, TDocument7 pagesLecture EIGHT: Factors Affecting On Glass Transition Temperature, TSadiq SalamNo ratings yet
- Design and Development of Plastic Parts For Car Interior: Project TitleDocument56 pagesDesign and Development of Plastic Parts For Car Interior: Project TitleJyoti KaleNo ratings yet
- UNIT-IV-Non MetallicDocument112 pagesUNIT-IV-Non MetallicSethu ramNo ratings yet
- PolymersDocument35 pagesPolymersYash Awatade100% (1)
- PolymersDocument35 pagesPolymersYash AwatadeNo ratings yet
- 59a1polymer Matrix Composites PolymerDocument121 pages59a1polymer Matrix Composites PolymerMisgatesNo ratings yet
- Polymer FinalDocument38 pagesPolymer Finalإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- PolymersDocument35 pagesPolymersYash AwatadeNo ratings yet
- Edited - PetroDocument4 pagesEdited - PetroHamzah A. LaftaNo ratings yet
- Prepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurDocument62 pagesPrepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurAnup M UpadhyayaNo ratings yet
- Polymer and Composite Materials Study MaterialsDocument109 pagesPolymer and Composite Materials Study MaterialsSachi DhanandamNo ratings yet
- Thermosetting PolymerDocument24 pagesThermosetting Polymerpraveen100% (1)
- Non Metallic and PolymersDocument15 pagesNon Metallic and PolymersHemant PokhraNo ratings yet
- Assing 1Document10 pagesAssing 1hujaifabinhassanNo ratings yet
- 13 PolimerDocument54 pages13 PolimerJhonsonNo ratings yet
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- Thermoplastic&ThermosetDocument7 pagesThermoplastic&Thermosetrex tanongNo ratings yet
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 pagesJimma Institute of Technology: Product Design Lecture-IIIfayzaNo ratings yet
- M7 CHY1701 Part1 Dr. Krishnendu BiswasDocument25 pagesM7 CHY1701 Part1 Dr. Krishnendu BiswasRaviteja ChallaNo ratings yet
- Thermoplastics and Thermosetting PlasticDocument24 pagesThermoplastics and Thermosetting PlasticKAPIL SINGHNo ratings yet
- Mat Unit 3Document56 pagesMat Unit 3Nisha JaiswalNo ratings yet
- PlasticsDocument50 pagesPlasticsumairNo ratings yet
- Assignment 03 by AlemuDocument11 pagesAssignment 03 by AlemuAlemu MergaNo ratings yet
- M7 - EC - Dr. Krishnendu BiswasDocument42 pagesM7 - EC - Dr. Krishnendu Biswaslalithkumaran LNo ratings yet
- Journal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystDocument20 pagesJournal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystSupriyadi AdhieNo ratings yet
- Ens TecDocument28 pagesEns TecBorja CanalsNo ratings yet
- Advanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsDocument6 pagesAdvanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsIan HsuNo ratings yet
- Reinforced Concrete: Key CharacteristicsDocument13 pagesReinforced Concrete: Key CharacteristicsrisrizNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Polyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesFrom EverandPolyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesNo ratings yet
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
- 12th STD Basic Automobile Engineering EM OptimisedDocument280 pages12th STD Basic Automobile Engineering EM OptimisedSaisurendra VeerlaNo ratings yet
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- Unit-I TO Composite MaterialsDocument40 pagesUnit-I TO Composite MaterialsSaisurendra VeerlaNo ratings yet
- 3 2 CompletedDocument9 pages3 2 CompletedSaisurendra VeerlaNo ratings yet
- Prob11 25Document1 pageProb11 25ozi125_2No ratings yet
- Unit-III-Energy Storage DevicesDocument27 pagesUnit-III-Energy Storage DevicesAppu MadanNo ratings yet
- Basic Mineralogy: Introduction To Mineralogy and Petrology (Second Edition)Document16 pagesBasic Mineralogy: Introduction To Mineralogy and Petrology (Second Edition)DanaNo ratings yet
- Article1380697592 - Ali Et AlDocument6 pagesArticle1380697592 - Ali Et AlDessy Erlyani Mugita SariNo ratings yet
- CERAMic and GlassDocument53 pagesCERAMic and GlassAjyant SuryaNo ratings yet
- Common Mistakes Made by Students in SPM Chemistry Paper 2Document9 pagesCommon Mistakes Made by Students in SPM Chemistry Paper 2leemayjuin100% (1)
- Selection of Recombinant ClonesDocument2 pagesSelection of Recombinant ClonesKV Deepika100% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- RedoxDocument29 pagesRedoxViníciusNo ratings yet
- Problems - Chapter 12 Introduction To Compressible FlowDocument52 pagesProblems - Chapter 12 Introduction To Compressible FlowbrayanNo ratings yet
- Passing Pacakage by KISHOR PRASAD - PDF 2021-22Document29 pagesPassing Pacakage by KISHOR PRASAD - PDF 2021-22Poorni RenuNo ratings yet
- Design Analysis of A Refrigerated Warehouse Using LNG Cold EnergyDocument10 pagesDesign Analysis of A Refrigerated Warehouse Using LNG Cold EnergyJSK1 JSK11No ratings yet
- Limit State DesignDocument85 pagesLimit State Designkeshav1980No ratings yet
- NDT Testing MethodDocument36 pagesNDT Testing Methodyashwant vermaNo ratings yet
- Preparation of SoapDocument6 pagesPreparation of SoapChester James Peñarubia100% (2)
- BIOC 2061 Tutorial 3Document4 pagesBIOC 2061 Tutorial 3Kavita MaharajNo ratings yet
- Experiment 6Document4 pagesExperiment 6Ryan Kenneth BasilioNo ratings yet
- Chemcoat CRDocument3 pagesChemcoat CRICPL-RWPNo ratings yet
- Pattern Types and AllowancesDocument10 pagesPattern Types and AllowancesANIKET ANANDNo ratings yet
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDocument4 pagesInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYNo ratings yet
- IB Chem2 5 Assess T5Document2 pagesIB Chem2 5 Assess T5Trúc HồNo ratings yet
- A Basic Introduction of RheologyDocument20 pagesA Basic Introduction of RheologyLina Mariana Prieto AmadoNo ratings yet
- Physical Chemistry Chapter 1 LectureDocument9 pagesPhysical Chemistry Chapter 1 LectureSarah AlexanderNo ratings yet
- Mac U Lotti 2009Document9 pagesMac U Lotti 2009AnAn BanhGaoNo ratings yet
- COG Broschuere O-Ring 1x1 enDocument52 pagesCOG Broschuere O-Ring 1x1 entehnoNo ratings yet
- Effect of Biofield Treatment On Spectral Properties of Paracetamol Andpiroxicam 2150 3494 100098Document7 pagesEffect of Biofield Treatment On Spectral Properties of Paracetamol Andpiroxicam 2150 3494 100098Ahh JinNo ratings yet
- Test Methods Holiday TestDocument2 pagesTest Methods Holiday TestLudwig Datuk JiangNo ratings yet
- TEPZZ 9 5 - 9 B - T: European Patent SpecificationDocument11 pagesTEPZZ 9 5 - 9 B - T: European Patent SpecificationLê CôngNo ratings yet
- F 959 Washer TensionindicatingDocument2 pagesF 959 Washer Tensionindicatingdjelenko1No ratings yet


























































































Download as docx, pdf, or txt
You might also like
- Lesson 30. Thermoplastic and Thermosetting PolymersDocument11 pagesLesson 30. Thermoplastic and Thermosetting PolymersNizar AbrorNo ratings yet
- Polymer Matrix CompositesDocument121 pagesPolymer Matrix CompositesHitesh Shah100% (7)
- Solution Chapter 6Document26 pagesSolution Chapter 6Cara WhiteNo ratings yet
- Nature of Chemical Attacks On Plastic and RubbersDocument7 pagesNature of Chemical Attacks On Plastic and RubberskayodeNo ratings yet
- Polymer Processing (Extrusion) 28.02.2020 PDFDocument35 pagesPolymer Processing (Extrusion) 28.02.2020 PDFEDISON OCHIENGNo ratings yet
- Composite Unit 1Document23 pagesComposite Unit 1Irudhayaraj DavidNo ratings yet
- Concepts of Composites:: Matrix (Used As Binder) With Another Material Are TheDocument25 pagesConcepts of Composites:: Matrix (Used As Binder) With Another Material Are ThePushparaj Vignesh0% (1)
- Thermosetting PolymerDocument10 pagesThermosetting PolymerArghya MondalNo ratings yet
- Thermosetting PolymerDocument10 pagesThermosetting PolymerArghya MondalNo ratings yet
- Introduction To ElastomersDocument18 pagesIntroduction To ElastomersRaghav AcharyaNo ratings yet
- LECTURE 5 Corrosion NoteDocument7 pagesLECTURE 5 Corrosion NoteIlelaboye TomiwaNo ratings yet
- Materials For Automobiles Lec 17: Plastics Adhesives Material CostsDocument50 pagesMaterials For Automobiles Lec 17: Plastics Adhesives Material CostsFaber AndreiNo ratings yet
- Plastics Processing Technology Lecture 2Document13 pagesPlastics Processing Technology Lecture 2Davis TwinobusingyeNo ratings yet
- Leading High Heat-Resistant PolymersDocument12 pagesLeading High Heat-Resistant PolymerstilakmirleNo ratings yet
- Thermosetting PolymerDocument3 pagesThermosetting PolymermombarreNo ratings yet
- Composite Materials Module 3Document16 pagesComposite Materials Module 3kvk326100% (1)
- Fiber and TextileDocument43 pagesFiber and Textileinfo.akira.ictNo ratings yet
- Types of PlasticsDocument26 pagesTypes of PlasticsPRANJAL KUMARNo ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, Indiadavid josephNo ratings yet
- Types of PlasticsDocument26 pagesTypes of Plasticsmarikadavid572No ratings yet
- Matrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaDocument27 pagesMatrices: Dr. J. Ramkumar Professor Dept of Mechanical & Design Program IIT Kanpur, IndiaMahesh RajaNo ratings yet
- Branched Polymers Occur When Groups of Units Branch Off From TheDocument2 pagesBranched Polymers Occur When Groups of Units Branch Off From ThedummyNo ratings yet
- MS Exp. 8 Thermosetting PlasticsDocument3 pagesMS Exp. 8 Thermosetting Plasticsriderrider170No ratings yet
- 03 ThermosetDocument3 pages03 ThermosetabasoudaNo ratings yet
- Lecture EIGHT: Factors Affecting On Glass Transition Temperature, TDocument7 pagesLecture EIGHT: Factors Affecting On Glass Transition Temperature, TSadiq SalamNo ratings yet
- Design and Development of Plastic Parts For Car Interior: Project TitleDocument56 pagesDesign and Development of Plastic Parts For Car Interior: Project TitleJyoti KaleNo ratings yet
- UNIT-IV-Non MetallicDocument112 pagesUNIT-IV-Non MetallicSethu ramNo ratings yet
- PolymersDocument35 pagesPolymersYash Awatade100% (1)
- PolymersDocument35 pagesPolymersYash AwatadeNo ratings yet
- 59a1polymer Matrix Composites PolymerDocument121 pages59a1polymer Matrix Composites PolymerMisgatesNo ratings yet
- Polymer FinalDocument38 pagesPolymer Finalإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- PolymersDocument35 pagesPolymersYash AwatadeNo ratings yet
- Edited - PetroDocument4 pagesEdited - PetroHamzah A. LaftaNo ratings yet
- Prepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurDocument62 pagesPrepared By:-: Mohammad Siddiq Salim Iii Sem - Ii Yr B-Arch Poornima University, JaipurAnup M UpadhyayaNo ratings yet
- Polymer and Composite Materials Study MaterialsDocument109 pagesPolymer and Composite Materials Study MaterialsSachi DhanandamNo ratings yet
- Thermosetting PolymerDocument24 pagesThermosetting Polymerpraveen100% (1)
- Non Metallic and PolymersDocument15 pagesNon Metallic and PolymersHemant PokhraNo ratings yet
- Assing 1Document10 pagesAssing 1hujaifabinhassanNo ratings yet
- 13 PolimerDocument54 pages13 PolimerJhonsonNo ratings yet
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- Thermoplastic&ThermosetDocument7 pagesThermoplastic&Thermosetrex tanongNo ratings yet
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 pagesJimma Institute of Technology: Product Design Lecture-IIIfayzaNo ratings yet
- M7 CHY1701 Part1 Dr. Krishnendu BiswasDocument25 pagesM7 CHY1701 Part1 Dr. Krishnendu BiswasRaviteja ChallaNo ratings yet
- Thermoplastics and Thermosetting PlasticDocument24 pagesThermoplastics and Thermosetting PlasticKAPIL SINGHNo ratings yet
- Mat Unit 3Document56 pagesMat Unit 3Nisha JaiswalNo ratings yet
- PlasticsDocument50 pagesPlasticsumairNo ratings yet
- Assignment 03 by AlemuDocument11 pagesAssignment 03 by AlemuAlemu MergaNo ratings yet
- M7 - EC - Dr. Krishnendu BiswasDocument42 pagesM7 - EC - Dr. Krishnendu Biswaslalithkumaran LNo ratings yet
- Journal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystDocument20 pagesJournal of Thermoplastic Composite Materials Volume 1 Issue 3 1988 (Doi 10.1177 - 089270578800100305) Chang, I.Y. Lees, J.K. - Recent Development in Thermoplastic Composites - A Review of Matrix SystSupriyadi AdhieNo ratings yet
- Ens TecDocument28 pagesEns TecBorja CanalsNo ratings yet
- Advanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsDocument6 pagesAdvanced Technology in Field Applied Thermoplastics For Corrosion Protection Superior To Thermoset Coating SystemsIan HsuNo ratings yet
- Reinforced Concrete: Key CharacteristicsDocument13 pagesReinforced Concrete: Key CharacteristicsrisrizNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Polyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesFrom EverandPolyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesNo ratings yet
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
- 12th STD Basic Automobile Engineering EM OptimisedDocument280 pages12th STD Basic Automobile Engineering EM OptimisedSaisurendra VeerlaNo ratings yet
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- Unit-I TO Composite MaterialsDocument40 pagesUnit-I TO Composite MaterialsSaisurendra VeerlaNo ratings yet
- 3 2 CompletedDocument9 pages3 2 CompletedSaisurendra VeerlaNo ratings yet
- Prob11 25Document1 pageProb11 25ozi125_2No ratings yet
- Unit-III-Energy Storage DevicesDocument27 pagesUnit-III-Energy Storage DevicesAppu MadanNo ratings yet
- Basic Mineralogy: Introduction To Mineralogy and Petrology (Second Edition)Document16 pagesBasic Mineralogy: Introduction To Mineralogy and Petrology (Second Edition)DanaNo ratings yet
- Article1380697592 - Ali Et AlDocument6 pagesArticle1380697592 - Ali Et AlDessy Erlyani Mugita SariNo ratings yet
- CERAMic and GlassDocument53 pagesCERAMic and GlassAjyant SuryaNo ratings yet
- Common Mistakes Made by Students in SPM Chemistry Paper 2Document9 pagesCommon Mistakes Made by Students in SPM Chemistry Paper 2leemayjuin100% (1)
- Selection of Recombinant ClonesDocument2 pagesSelection of Recombinant ClonesKV Deepika100% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- RedoxDocument29 pagesRedoxViníciusNo ratings yet
- Problems - Chapter 12 Introduction To Compressible FlowDocument52 pagesProblems - Chapter 12 Introduction To Compressible FlowbrayanNo ratings yet
- Passing Pacakage by KISHOR PRASAD - PDF 2021-22Document29 pagesPassing Pacakage by KISHOR PRASAD - PDF 2021-22Poorni RenuNo ratings yet
- Design Analysis of A Refrigerated Warehouse Using LNG Cold EnergyDocument10 pagesDesign Analysis of A Refrigerated Warehouse Using LNG Cold EnergyJSK1 JSK11No ratings yet
- Limit State DesignDocument85 pagesLimit State Designkeshav1980No ratings yet
- NDT Testing MethodDocument36 pagesNDT Testing Methodyashwant vermaNo ratings yet
- Preparation of SoapDocument6 pagesPreparation of SoapChester James Peñarubia100% (2)
- BIOC 2061 Tutorial 3Document4 pagesBIOC 2061 Tutorial 3Kavita MaharajNo ratings yet
- Experiment 6Document4 pagesExperiment 6Ryan Kenneth BasilioNo ratings yet
- Chemcoat CRDocument3 pagesChemcoat CRICPL-RWPNo ratings yet
- Pattern Types and AllowancesDocument10 pagesPattern Types and AllowancesANIKET ANANDNo ratings yet
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDocument4 pagesInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYNo ratings yet
- IB Chem2 5 Assess T5Document2 pagesIB Chem2 5 Assess T5Trúc HồNo ratings yet
- A Basic Introduction of RheologyDocument20 pagesA Basic Introduction of RheologyLina Mariana Prieto AmadoNo ratings yet
- Physical Chemistry Chapter 1 LectureDocument9 pagesPhysical Chemistry Chapter 1 LectureSarah AlexanderNo ratings yet
- Mac U Lotti 2009Document9 pagesMac U Lotti 2009AnAn BanhGaoNo ratings yet
- COG Broschuere O-Ring 1x1 enDocument52 pagesCOG Broschuere O-Ring 1x1 entehnoNo ratings yet
- Effect of Biofield Treatment On Spectral Properties of Paracetamol Andpiroxicam 2150 3494 100098Document7 pagesEffect of Biofield Treatment On Spectral Properties of Paracetamol Andpiroxicam 2150 3494 100098Ahh JinNo ratings yet
- Test Methods Holiday TestDocument2 pagesTest Methods Holiday TestLudwig Datuk JiangNo ratings yet
- TEPZZ 9 5 - 9 B - T: European Patent SpecificationDocument11 pagesTEPZZ 9 5 - 9 B - T: European Patent SpecificationLê CôngNo ratings yet
- F 959 Washer TensionindicatingDocument2 pagesF 959 Washer Tensionindicatingdjelenko1No ratings yet