Professional Documents
Culture Documents
Det Pane Coama PDF
Det Pane Coama PDF
Uploaded by
sephoraengOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Det Pane Coama PDF
Det Pane Coama PDF
Uploaded by
sephoraengCopyright:
Available Formats
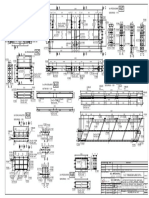
Detaliu A
PLAN +4.85 - detaliu pane coama 1:10 C -C
1:10
DET B P/59 U180*50*3 P/62 U180*50*3
50 Detalii pozitii piese metalice pane coama Buc: 8, Det pozitie P/61
P/62 U180*50*3
C P/61 L50*5 25
50 50 4 Buc: 8, Det pozitie 1071
4 50 50 P/58 PL120*10
DET C
2*M10x25 2*M10x25 1:5
2*M10x25 2*M10x25 2*M10x25 2*M10x25 1:5 2*D12
30 60 30
P/58 PL120*10
P/58 PL120*10
180
180
120
5 P/58 PL120*10 100
P/58 PL120*10
120
120
25
10
10
2*M10x25 20 60 20
10
10
2*M10x25
10
10
P/58 PL120*10
2*D12
90 45 45 90 95 70 95 30 60 30
P/61 L50*5 P/61 L50*5
25
260
P/60 U180*50*3 P/62 U180*50*3 Buc: 16, Det pozitie P/58 120
C
2
1:5
140 1:5 1:5
120
100
4 25 90 25
P/61 L50*5
2*M10x25 4*M10x50 4*M10x50 4*M10x50
4*D12 30 40 30
2*M10x25 2*M10x25
Detaliu B 1071 L50*5
4*M10x50 2*M10x25
P/62 U180*50*3
1:10
120
P/59 U180*50*3
70
P/58 PL120*10
25
25
3
100
5
2*D12
1071 L50*5
A A
2*M10x25 2*M10x25
4*M10x50 2*M10x25 1071 L50*5
4*M10x50 4*M10x50
2*M10x25 4*M10x50
P/59 U180*50*3 Buc: 1, Det pozitie P/59
2
P/62 U180*50*3
52
2*M10x25 A -A
20 2647 3600 2697 20
1:10
2*M10x25 2*M10x25
2*M10x25 2*M10x25 52
+5.75
2*D12 2*D12
2*D12
1 2*M10x25 P/59 U180*50*3
3
77 80
90
90
2*M10x25 2*M10x25
1071 L50*5 8985
40
40
2*M10x25 2*M10x25 1071 L50*5 2*M10x25
77
77
2*D12
22
22
73 10 10 67
73 10 10 67
40
40
52 52
A B C
P/59 U180*50*3 P/62 U180*50*3
GRID 2 2*M10x25
Buc: 1, Det pozitie P/60
Detaliu C 52
1:10
52
P/59 U180*50*3 2*M10x25
P/62 U180*50*3 P/62 U180*50*3
2*M10x25 P/60 U180*50*3
5 20 2647 3600 2697 20
+5.75
4*M10x50 B B
1071 L50*5 2667 3600 2717
1071 L50*5
2*M10x25 2*M10x25 4*M10x50
4*M10x50
+4.85 4*M10x50
2*D12 2*D12
DET A P/60 U180*50*3 P/62 U180*50*3 2*D12
P/60 U180*50*3
14
14
90
90
8985
40
40
B -B
77
77
1:10
22
22
2*D12
+5.75
52 52
2*M10x25
78 80 2*M10x25
2*M10x25
53 40 67
73 10 10 67
10 10
40
Buc: 2, Det pozitie P/62
1071 L50*5
2*M10x25 P/62 U180*50*3 20 2697 3600 2647 20
P/60 U180*50*3 1071 L50*5
+0 52
-0.15
52
-1.00
2*D12 2*D12
2*D12
P/62 U180*50*3
3
-1.60
90
90
8985
40
40
77
77
22
22
2*D12
A B C 52 52
Poz. Sectiune Material Buc. Lungime Arie Masa
1071 L50*5 S235JR 8 100 0.02 0.38
P/58 PL120*10 S235JR 16 140 0.04 1.32
P/59 U180*50*3 S235JR 1 8985 4.96 57.73
P/60 U180*50*3 S355JR 1 8985 4.95 57.66
P/61 L50*5 S235JR 8 120 0.02 0.45
P/62 U180*50*3 S235JR 2 8985 4.96 57.73
Total 20.81 258.57
CONDITII TEHNICE DE EXECUTIE SI MONTAJ PETRU CONFECTIA METALICA
NOTA 3:
a)La uzinarea, receptionarea si montajul confectiei metalice se vor respecta in mod obligatoriu prevederile
din urmatoarele norme de referinta: 1. Dimensiunile profilelor si tablelor se vor verifica in santier pe Pozitie inainte de debitare, sau se NOTA 4:
- STAS 767/0-88-Constructii din otel. Conditii tehnice generale de calitate(pentru categoria de vor adapta la fata locului
executie "C"); 2 Protectia ignifuga se va executa conform scenariu de siguranta la incendiu 1) Gradul de pregatire a suprafetelor este P1, conform tabel 22 al SR EN 1090-2:2008. Toate suprafetele pe care
- C150/99-Instructiuni tehnice privind stabilirea clasei de calitatesi control al imbinarilor sudate din 3. Executantul are obligatia de a lua toate masurile de siguranta si protectia muncii conform norme trebuie aplicate vopsele si produse conexe, trebuie pregatite astfel încât sa îndeplineasca criteriile din EN ISO 8501.
otel(nivelul de acceptare "C" al imbinarilor sudate); SSm , securitatii la incendiu si lucrului la inaltime Pentru elemente facând parte din îmbinari cu suruburi pretensionate, clasa suprafetei de frecare va fi A (conform tabel
4. Executantul are obligatia inainte de a pune in opera proiectul sa verifice eventualele coliziuni cu 18 al SR EN 1090-2:2008); aceasta cerinta se aplica, de asemenea, fururilor prevazute pentru a compensa diferentele
- SR EN 25817/93-Imbinari sudate cu arc electric din otel(nivelul "intermediar" de acceptare a defectelor); provenite din tolerantele de executie. Cerinta cu privire la starea suprafetei este clasa A2 pentru table si platbande,
- C56/85(C XIX)-Normativ pentru verificarea calitatii si receptia lucrarilor de constructii; alte structuri/ elemente adiacente, precum si dimensiunile ( cotele) din proiect).
conform cerintelor din EN 10163-2 si C1 pentru profile, conform cerintelor din EN 10163-2. Nu se accepta
- STAS 10166/1-77-Gradul de curatire a suprafetelor ce se vor suda(min.3); imperfectiuni precum fisurile, exfolierile sau bavuri. Starea suprafetei produselor constituente trebuie sa fie astfel încât
- Caietul de sarcini privind realizarea lucrarilor de confectii metalice(anexat prezentului proiect); Toate operatiunile de montaj se vor face cu instruire speciala privind protectia muncii pentru sa fie îndeplinite cerintele relevante pentru gradul de pregatire cerut.
- la executie si montaj se vor respecta in mod obligatoriu tolerantele de executie ale elementelor metalice, 2) Pentru elementele metalice situate în interiorul cladirii cu un mediu al carei clasa de corozivitate este C1 conform
lucru la inaltime,se vor utiliza centuri de siguranta,balustrazi,platforme. GP-121-13, protectia anticoroziva va fi alcatuita din doua straturi primare (grund) de 40 µm fiecare, cu nuante de
dimensiunile(grosime si lungime)si calitatea cordoanelor de sudura, conform prescriptiilor tehnice
Seful de echipa de montaj va supraveghea indeaproape modul cum se respecta masurile de culoare diferita, pe baza de rașini alchidice, de grosime totala 80 µm, un strat intermediar și unul final de câte 40 µm
specificate mai sus.
siguranta si protectia muncii. fiecare. Straturile primare (2 de grund) și cel intermediar se vor aplica în uzina, pe întreaga suprafata, inclusiv pe
b) Sudurile pieselor metalice in contact neindicate in plan, se vor executa pe conturul comun avand marginile ce vor fi sudate pe santier, cu precizarea ca acestea vor fi curatate la luciu metalic, înainte de executia
grosimea cordonului a=0,7tmin(unde tmin reprezinta grosimea piesei celei mai subtiri). Constructorul poate solicita alternative la procedura de montaj dar se va supune procedurii îmbinarii sudate pe santier, pe suprafata de îmbinare plus o latime de 20...30 mm. Stratul final al protecției anticorozive
obligatorie spre avizarea proiectantului. se va aplica dupa montaj, pe șantier.
Pregatirea suprafetelor pentru vopsire cuprinde:
NOTA 2:
îndepartarea mizeriei prin periere cu peria de sârma, spalare cu apa, stergerea cu cârpe,bumbac,
câlti, uscarea cu aer cald;
1.STRUCTURA METALICA SE INCADREAZA IN CATEGORIA "C" SI CLASA DE IMPORTANTA "III" îndepartarea grasimilor, uleiurilor prin degresare;
IN CONFORMITATE CU H.G. 766/NOIEMBRIE 1992 SI NORMATIV P100-2013. pregatirea sudurilor prin polizare, etc;
2.- AMPLASAMENTUL SE GASESTE IN ZONA SEISMICACARACTERIZATA PRIN ag=0.30g SI îndepartarea micilor defecte de suprafata (porozitati, denivelari) prin acoperire cu sudura si
Tc=1.6 s. LA EXECUTAREA LUCRARILOR SE VOR RESPECTA PREVEDERILE DIN slefuire.
3) Protejarea suprafetelor metalice se face imediat dupa pregatirea suprafetelor si nu trebuie sa depaseasca 3 ore de la
3.- ELEMENTELE METALICE SE INCADREAZA IN CATEGORIA "C" DE EXECUTIE CONFORM "REGULAMENT PRIVIND PROTECTIA SI IGIENA MUNCII IN CONSTRUCTII"
terminarea curatirii fiecarei portiuni de suprafata a elementului care se protejeaza, pentru a nu începe coroziunea
STAS 767/0-88. PUBLICAT IN BULETINUL CONSTRUCTIILOR NR.5-6-7-8/1993 suprafetei. În uzina se executa grunduirea elementelor metalice cu doua straturi de grund. Suprafetele pieselor
4.TOATE SUDURILE VOR AVEA NIVELUL DE CALITATE "C", CONFORM C150-99. SI IN MOD SPECIAL CAPITOLELE 18, 21, 22, 23, 24, 30, 39, 40. care urmeaza sa fie în contact dupa realizarea îmbinarii cu suruburi pretensionate se protejeaza împotriva coroziunii.
5.EXECUTIA LUCRARILOR SI RECEPTIA CALITATIVA A ACESTORA SE VA FACE IN
CONFORMITATE CU NORMATIVUL C 56 - 85.
Detalii confectionare si montaj pane coama
You might also like
- Plan Taiere Pardoseala: 1 Detaliu Rost ContactDocument1 pagePlan Taiere Pardoseala: 1 Detaliu Rost ContactVlad CiubotaruNo ratings yet
- Plansa Stalp UnipolDocument1 pagePlansa Stalp UnipolDani Serban100% (1)
- Extras de Laminate-ModelDocument1 pageExtras de Laminate-ModelVlad GavriliucNo ratings yet
- Greutati SURUBURIDocument66 pagesGreutati SURUBURIDan EniNo ratings yet
- Planilla de AcerosDocument9 pagesPlanilla de AcerosMireya JMNo ratings yet
- RE05 - Sectiuni Armare J-J, L-L, M-M, N-N Si O-ODocument1 pageRE05 - Sectiuni Armare J-J, L-L, M-M, N-N Si O-ONicoleta MihailaNo ratings yet
- GF1 40x100 3 Buc: P.Th. Start Regional ProiectDocument1 pageGF1 40x100 3 Buc: P.Th. Start Regional ProiectPaius AdrianNo ratings yet
- PLAN Invelitoare Layout1Document1 pagePLAN Invelitoare Layout1Cos_sensNo ratings yet
- Extras Laminate Pasarela Si Gard - 1Document2 pagesExtras Laminate Pasarela Si Gard - 1Anca Ciuchi100% (1)
- Plan Cofraj Si Armare Placa-1Document1 pagePlan Cofraj Si Armare Placa-1Luana SărăteanNo ratings yet
- R - 04-Plan Cofraj Planșeu Peste Parter-A3Document1 pageR - 04-Plan Cofraj Planșeu Peste Parter-A3EUGEN DUMITRESCUNo ratings yet
- RSM02 - ANSAMBLURI As1-As7 - R1 - 10.07.2015Document1 pageRSM02 - ANSAMBLURI As1-As7 - R1 - 10.07.2015zgrouproNo ratings yet
- Armare Stalpi 30x30 Dintre Axa 1 Si Axa 3 Armare Stalpi 45x45 Armare Stalpi 40x40 Armare Stalpi 40x50Document1 pageArmare Stalpi 30x30 Dintre Axa 1 Si Axa 3 Armare Stalpi 45x45 Armare Stalpi 40x40 Armare Stalpi 40x50Victor RîndunicaNo ratings yet
- R.004 - Cofraj Si Detalii Armare Fundatii GF - 1 - A3 297x900Document1 pageR.004 - Cofraj Si Detalii Armare Fundatii GF - 1 - A3 297x900BogdanIngNo ratings yet
- A1. Plan Armare StalpDocument1 pageA1. Plan Armare StalphatefreNo ratings yet
- R - 06-Plan Armare Grinzi Peste Parter-633x420Document1 pageR - 06-Plan Armare Grinzi Peste Parter-633x420EUGEN DUMITRESCUNo ratings yet
- 4 Profile Tip Traian-27Document1 page4 Profile Tip Traian-27Burlacu Marian AlinNo ratings yet
- gs7-gs10 14Document1 pagegs7-gs10 14Alina TNo ratings yet
- Plan Fundatii: Proiectant: SC KESLER-EDILDocument1 pagePlan Fundatii: Proiectant: SC KESLER-EDILNeamtuNeamtuNo ratings yet
- I BeamDocument1 pageI Beamasmerom2011No ratings yet
- Dimensionare Si Armare Diafragma DT3: Montant 3Document5 pagesDimensionare Si Armare Diafragma DT3: Montant 3Eliseo JohnsonNo ratings yet
- R46 - Rigla R3Document1 pageR46 - Rigla R3alexandruNo ratings yet
- Mathcad - Fundatii Continue RigideDocument3 pagesMathcad - Fundatii Continue RigideGîlea ȘtefanNo ratings yet
- Cofraj Radier - 2Document1 pageCofraj Radier - 2Lucian BogorodeaNo ratings yet
- R17 - Cadre IDocument1 pageR17 - Cadre IalexandruNo ratings yet
- 1410 113 DL+LL+ MATL. LOAD+SL Z-: Bagging Tower Support - JPLDocument3 pages1410 113 DL+LL+ MATL. LOAD+SL Z-: Bagging Tower Support - JPLAshlin AarthiNo ratings yet
- 3.1.8 Det Metalice - Hala MetalicaDocument1 page3.1.8 Det Metalice - Hala MetalicaCrysty MihalacheNo ratings yet
- Megaprofil - Profile GalvanizateDocument43 pagesMegaprofil - Profile GalvanizateSebastian PopNo ratings yet
- De - r.c8.05.05.00 - Plan Bordaj Goluri PlacaDocument1 pageDe - r.c8.05.05.00 - Plan Bordaj Goluri PlacaMihai DimaNo ratings yet
- r1. Plan SapaturaDocument1 pager1. Plan SapaturaalexandruNo ratings yet
- Calcul SarpantaDocument3 pagesCalcul Sarpantacrmn_matNo ratings yet
- R03-Plan Fundatii HALA1Document1 pageR03-Plan Fundatii HALA1Augustin MacoveiNo ratings yet
- Armare PlaseDocument1 pageArmare PlaseAle TankyzdutzaNo ratings yet
- Plan ParterDocument1 pagePlan ParterLuca-Daniliu VasileNo ratings yet
- R - 08 Plan Cofraj Si Armare Fronton - A3Document1 pageR - 08 Plan Cofraj Si Armare Fronton - A3Adrian IstrateNo ratings yet
- Valori Incarcari: PCF Utila A Aferenta LDocument3 pagesValori Incarcari: PCF Utila A Aferenta Lichim DragosNo ratings yet
- 2.armare Placa 1-Layout1Document1 page2.armare Placa 1-Layout1Cristina CojoceaNo ratings yet
- Xtras Lemn SarpantaDocument4 pagesXtras Lemn SarpantaHussenuNo ratings yet
- Zid de SprijinDocument4 pagesZid de SprijinAnonymous W6WPVDkeNo ratings yet
- Spectru ProiectareDocument27 pagesSpectru ProiectareHoria Ionut MihneaNo ratings yet
- R02 - A2 - Detalii FundatiiDocument1 pageR02 - A2 - Detalii FundatiiSergiu CostinNo ratings yet
- Design of Steel Members For Axial and Bending ISMC 300 Section PropertiesDocument1 pageDesign of Steel Members For Axial and Bending ISMC 300 Section PropertiesAnand.5No ratings yet
- Basic WBS Structure Assignment1 PRST FinalDocument8 pagesBasic WBS Structure Assignment1 PRST FinalGerhard BothaNo ratings yet
- 000 The K-Span Technical ManualDocument90 pages000 The K-Span Technical ManualomermmkaNo ratings yet
- Construction TimelineDocument6 pagesConstruction TimelinemnbNo ratings yet
- Formular Comanda Armatura 1Document6 pagesFormular Comanda Armatura 1Marinoiu MarianNo ratings yet
- RB - 014 - Plan Armare Planseu Cota +24.10 Si Armare Planseu Peste Casa Scarii (+27.35)Document1 pageRB - 014 - Plan Armare Planseu Cota +24.10 Si Armare Planseu Peste Casa Scarii (+27.35)Iulian IstrateNo ratings yet
- Prezentare Sisteme de Usi, Pereti CortinaDocument90 pagesPrezentare Sisteme de Usi, Pereti CortinaDan StroescuNo ratings yet
- Sarpanta LemnDocument4 pagesSarpanta LemnEla TeodorescuNo ratings yet
- General Directorate of Dams and Reservoirs/ Construction of Gomaspan DamDocument3 pagesGeneral Directorate of Dams and Reservoirs/ Construction of Gomaspan Damako DhahirNo ratings yet
- Plan Sarpanta A: Produced by An Autodesk Educational ProductDocument1 pagePlan Sarpanta A: Produced by An Autodesk Educational ProductMarius StoicaNo ratings yet
- Profile Zincate Calcul PaneDocument2 pagesProfile Zincate Calcul PanecazilauNo ratings yet
- Plan Cofraj PlacaDocument1 pagePlan Cofraj PlacaConstructii23No ratings yet
- Pre Dimension AreDocument6 pagesPre Dimension AreNeagu DragosNo ratings yet
- R14 Plan Cofraj, Arm Centuri Mansarda - 14 PDFDocument1 pageR14 Plan Cofraj, Arm Centuri Mansarda - 14 PDFCristi RanjaNo ratings yet
- A Ferma Metalica - Fm1: Detaliu B Detaliu D Detaliu EDocument1 pageA Ferma Metalica - Fm1: Detaliu B Detaliu D Detaliu EGîlea ȘtefanNo ratings yet
- 3.1.6 SECT A-A - Hala MetalicaDocument1 page3.1.6 SECT A-A - Hala MetalicaCrysty MihalacheNo ratings yet
- Final Drive: Art - NR: +172856 For 2-Speed MachinesDocument2 pagesFinal Drive: Art - NR: +172856 For 2-Speed MachinesJorge Luis Sánchez Muñoz100% (1)
- Proiect Consolidarea Structurilor Din Zidarie-Pages-51Document1 pageProiect Consolidarea Structurilor Din Zidarie-Pages-51ralucaNo ratings yet
- HS84218-00-CIV-STN-0006-0000 Rev1 Standard Details For Circular Auxiliary PlatformsDocument1 pageHS84218-00-CIV-STN-0006-0000 Rev1 Standard Details For Circular Auxiliary PlatformsFatih ÜnlüNo ratings yet
- R53 - 8A Plan Armare Superioara Placa Cota +14.40, +26.00Document1 pageR53 - 8A Plan Armare Superioara Placa Cota +14.40, +26.00sephoraengNo ratings yet
- R32 - 8A - Plan Armare Stalpi 2 - 4Document1 pageR32 - 8A - Plan Armare Stalpi 2 - 4sephoraengNo ratings yet
- R55 - 8A Plan Cofraj Placa Cota +17.30Document1 pageR55 - 8A Plan Cofraj Placa Cota +17.30sephoraengNo ratings yet
- 19-024 - EXP-STR - CML Darian - R19-r1Document1 page19-024 - EXP-STR - CML Darian - R19-r1sephoraengNo ratings yet
- R56 - 8A Plan Armare Superioara Placa Cota +17.30, +20.20, +23.10Document1 pageR56 - 8A Plan Armare Superioara Placa Cota +17.30, +20.20, +23.10sephoraengNo ratings yet
- R51 - 8A Plan Armare Inferioara Placa Cota +11.50Document1 pageR51 - 8A Plan Armare Inferioara Placa Cota +11.50sephoraengNo ratings yet
- 19SIL E COMRP R XX 008 - 01 - 02 - ReviewCommentsDocument1 page19SIL E COMRP R XX 008 - 01 - 02 - ReviewCommentssephoraengNo ratings yet
- R54 - 8A Plan Armare Inferioara Placa Cota +14.40, +26.00Document1 pageR54 - 8A Plan Armare Inferioara Placa Cota +14.40, +26.00sephoraengNo ratings yet
- Untitled2 (Recovered)Document8 pagesUntitled2 (Recovered)sephoraengNo ratings yet
- M290 Regular: Connecting The WorldDocument2 pagesM290 Regular: Connecting The WorldsephoraengNo ratings yet
- 19-024 - EXP-STR - CML Darian - R14Document1 page19-024 - EXP-STR - CML Darian - R14sephoraengNo ratings yet
- Benzinarie Chiajna - PTH - Rev 2-R01Document1 pageBenzinarie Chiajna - PTH - Rev 2-R01sephoraengNo ratings yet
- Benzinarie Chiajna - PTH - Rev 2-R05 PDFDocument1 pageBenzinarie Chiajna - PTH - Rev 2-R05 PDFsephoraengNo ratings yet
- Katalg RumaenischDocument27 pagesKatalg RumaenischsephoraengNo ratings yet
- M30 Single Tension Rod F-F Q22219.05 PDFDocument1 pageM30 Single Tension Rod F-F Q22219.05 PDFsephoraengNo ratings yet
- 20150611044114406Document96 pages20150611044114406sephoraengNo ratings yet
- Yala ElectroDocument6 pagesYala ElectrosephoraengNo ratings yet