
P6003CON01L
P6003CON01L
You might also like
- Hensley Specbook 4th 12222017Document689 pagesHensley Specbook 4th 12222017John Gonzalez67% (3)
- Italtractor ITM 267550541-ExcavatorsDocument461 pagesItaltractor ITM 267550541-ExcavatorsЕкатерина Калашникова100% (1)
- X2 Get PDFDocument9 pagesX2 Get PDFhanazahrNo ratings yet
- Get Parts Caterpillar PDFDocument1,398 pagesGet Parts Caterpillar PDFMarco BacianNo ratings yet
- MANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFDocument369 pagesMANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFroberto75% (4)
- John Deere Bucket Tooth CatalogDocument141 pagesJohn Deere Bucket Tooth CatalogM MNo ratings yet
- Manual de Taller Ford Escape 2012.Document5,101 pagesManual de Taller Ford Escape 2012.Jose Miguel Tamara PerezNo ratings yet
- Серия Twistlok complete specification manual PDFDocument38 pagesСерия Twistlok complete specification manual PDFRyan Abubakar Obili PakayaNo ratings yet
- Cast Lip User Manual PDFDocument50 pagesCast Lip User Manual PDFMarcoNo ratings yet
- Productos Hensley KomatsuDocument52 pagesProductos Hensley Komatsujesus50% (2)
- Pecp3001 PDFDocument716 pagesPecp3001 PDFРинат Сагидов100% (2)
- Maleta de Tapones 2767018Document4 pagesMaleta de Tapones 2767018Orlando HuillcaNo ratings yet
- Hydraulic Tools For All ApplicationsDocument12 pagesHydraulic Tools For All ApplicationsABNER ELIAS VILLANUEVA MIRANDA100% (2)
- Assembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Document69 pagesAssembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Carlos Lobo100% (1)
- Wheel Loader Bucket InspectionDocument1 pageWheel Loader Bucket InspectionSixto Guarniz AnticonaNo ratings yet
- 602 Ssab Toolox Machining Rec 6 PDFDocument20 pages602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Welding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationDocument6 pagesWelding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationTaufikWibowoNo ratings yet
- Hensley SpecBook CH04Document46 pagesHensley SpecBook CH04RENE ACEBEYNo ratings yet
- Hensley SpecBook Ch05Document188 pagesHensley SpecBook Ch05RENE ACEBEYNo ratings yet
- Under Carriage PartsDocument4 pagesUnder Carriage PartsKeith McCannNo ratings yet
- Bucket and Blade Protection Low ResDocument36 pagesBucket and Blade Protection Low ResRasoolKhadibi100% (1)
- ESCO NemisysDocument5 pagesESCO NemisysJuan Pablo GonzalezNo ratings yet
- 3 Mget SP MKT Cat6030Document2 pages3 Mget SP MKT Cat6030diszorthNo ratings yet
- AH15849b PC Hydraulic Cylinders With Metal Guard Rings at The PistonDocument12 pagesAH15849b PC Hydraulic Cylinders With Metal Guard Rings at The Pistonfernandoj100% (1)
- Carga SuspensionesDocument17 pagesCarga SuspensionesHeriberto ColqueNo ratings yet
- HensleyAftermarketBladeManual 2009Document520 pagesHensleyAftermarketBladeManual 2009Elmer Lagua Malpaso100% (1)
- (Hensley Product) XS Construction Spec Sheet - June 2010Document29 pages(Hensley Product) XS Construction Spec Sheet - June 2010eigersumarlyNo ratings yet
- ESCO CastlipDocument8 pagesESCO CastlipRiady SulindroNo ratings yet
- Dientes VOLVO 1Document20 pagesDientes VOLVO 1Gustavo0% (1)
- Mining Buckets Catalog ProfessionalDocument23 pagesMining Buckets Catalog ProfessionaljgiraolewisNo ratings yet
- Hitachi EX5600Document2 pagesHitachi EX5600Marco BacianNo ratings yet
- Disassembly and Assembly Procedures For Rollers With Inverted Duo-Cone SealsDocument1 pageDisassembly and Assembly Procedures For Rollers With Inverted Duo-Cone Seals----No ratings yet
- Bucket Teeth AdaptersDocument36 pagesBucket Teeth AdaptersSzilárd S100% (1)
- 6060 Fs Bucket Ar - Shovel: GEBP10090 10-2014Document24 pages6060 Fs Bucket Ar - Shovel: GEBP10090 10-2014Marcel Baque100% (1)
- ITM Mining Sept 2017Document8 pagesITM Mining Sept 2017Mclaren Woro100% (2)
- Berco Products DetailDocument12 pagesBerco Products DetailDilip BhargavaNo ratings yet
- P5078MIN ESCO Hinge Pin LockDocument1 pageP5078MIN ESCO Hinge Pin LockRyan Abubakar Obili PakayaNo ratings yet
- определиние РВД по кат номеруDocument9 pagesопределиние РВД по кат номеруdvmashNo ratings yet
- CAT LM Series GET Brochure All MakesDocument20 pagesCAT LM Series GET Brochure All MakesRyan Abubakar Obili PakayaNo ratings yet
- P7000MIN HMP DigitalDocument45 pagesP7000MIN HMP DigitalOdrzavanje MPEUNo ratings yet
- Specification Chart For Conventional Duo-Cone Seal Groups (0599, 7561)Document8 pagesSpecification Chart For Conventional Duo-Cone Seal Groups (0599, 7561)Andrey GyrychNo ratings yet
- Qdoc - Tips Berco Undercarriage TechnicalDocument16 pagesQdoc - Tips Berco Undercarriage TechnicalLuc DionneNo ratings yet
- Parts Book PDG PC3000-6Document4 pagesParts Book PDG PC3000-6budi100% (1)
- Herraje Hensley Puntas y PortapuntasDocument10 pagesHerraje Hensley Puntas y PortapuntasPaul ChávezNo ratings yet
- Ground Engaging Tools: Magnum Wear PartsDocument42 pagesGround Engaging Tools: Magnum Wear PartsMarco100% (1)
- Weld-On Bucket Heel ShroudsDocument2 pagesWeld-On Bucket Heel ShroudsfernandojNo ratings yet
- Excavator BucketDocument10 pagesExcavator BucketMax SashikhinNo ratings yet
- BRECO ComponentsDocument43 pagesBRECO ComponentsDobrica PetrovicNo ratings yet
- CAT K Series Tooth System PDFDocument4 pagesCAT K Series Tooth System PDFRyan Abubakar Obili PakayaNo ratings yet
- HD785-5 Axle Assy Reman ManualDocument181 pagesHD785-5 Axle Assy Reman ManualJack PranNo ratings yet
- DCF Brochure (Eng)Document8 pagesDCF Brochure (Eng)TDG VNNo ratings yet
- Komatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Document156 pagesKomatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Pablo Andres Cortes Inostroza100% (4)
- MT4400 Central Service SystemDocument5 pagesMT4400 Central Service SystemJohn GrayNo ratings yet
- ExcavDocument840 pagesExcavercanendustri123No ratings yet
- PSK 3001 GET All PDFDocument718 pagesPSK 3001 GET All PDFRyan Abubakar Obili PakayaNo ratings yet
- KS En412 - Ex3600 7 PDFDocument11 pagesKS En412 - Ex3600 7 PDFanon_485665212No ratings yet
- Dipper P&H 2800XPBDocument1 pageDipper P&H 2800XPBBer Seloque HicisteNo ratings yet
- Reference Data: Off-Highway Truck Competitive ComparisonsDocument16 pagesReference Data: Off-Highway Truck Competitive ComparisonsSaid TouhamiNo ratings yet
- EX2600 LD Lip Assembly OfferingDocument1 pageEX2600 LD Lip Assembly Offeringr.brekenNo ratings yet
- Advansys GET ComponentsDocument14 pagesAdvansys GET ComponentsEvandro100% (2)
- Lincoln O and M Manual - EX1200 - FSDocument38 pagesLincoln O and M Manual - EX1200 - FSVinod GuptaNo ratings yet
- S-Series Posilok Installation, Removal MaintenanceDocument12 pagesS-Series Posilok Installation, Removal MaintenanceOdrzavanje MPEUNo ratings yet
- Apostila Desenho Mecanico 1 III ParteDocument12 pagesApostila Desenho Mecanico 1 III ParteVitor Rigueira de GodoyNo ratings yet
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDocument1 pageUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínNo ratings yet
- Special Provision To Specal Specification Marine StructuresDocument47 pagesSpecial Provision To Specal Specification Marine StructuresRodolfoMarínNo ratings yet
- Materials 12 01325 PDFDocument21 pagesMaterials 12 01325 PDFRodolfoMarínNo ratings yet
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Document11 pagesIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínNo ratings yet
- Echnical Pecification: Ersion AnuaryDocument42 pagesEchnical Pecification: Ersion AnuaryRodolfoMarínNo ratings yet
- Pala CAT 6050 Bucket PDFDocument12 pagesPala CAT 6050 Bucket PDFRodolfoMarínNo ratings yet
- International Standard: Metallic Materials - Brinell Hardness TestDocument8 pagesInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaNo ratings yet
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Document114 pages1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínNo ratings yet
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Document10 pagesIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínNo ratings yet
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDocument9 pagesIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDocument4 pagesHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínNo ratings yet
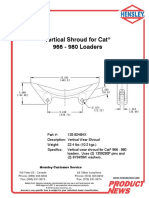
- Vertical Shroud For Cat 966 - 980 LoadersDocument1 pageVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínNo ratings yet
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDocument1 pageVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínNo ratings yet
- Scrap MGT - Optimization SolutionsDocument25 pagesScrap MGT - Optimization SolutionsRodolfoMarínNo ratings yet
- Welcomes: Protecting The World From WearDocument30 pagesWelcomes: Protecting The World From WearRodolfoMarínNo ratings yet
- Tecnicas de SoldaduraDocument96 pagesTecnicas de SoldaduraRodolfoMarínNo ratings yet
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDocument1 pageSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínNo ratings yet
- Owner'S Manual Manual Del Usuario: DelanceyDocument32 pagesOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínNo ratings yet
- Mining Tooth SystemDocument5 pagesMining Tooth SystemRodolfoMarínNo ratings yet
- 290 SeriesDocument4 pages290 SeriesRodolfoMarínNo ratings yet
- 966 & 966GDocument1 page966 & 966GRodolfoMarínNo ratings yet
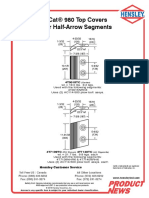
- Cat® 980 Top Covers For Half-Arrow SegmentsDocument1 pageCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínNo ratings yet
- Hensley AdaptersDocument8 pagesHensley AdaptersRodolfoMarínNo ratings yet
- 330 SeriesDocument4 pages330 SeriesRodolfoMarínNo ratings yet
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDocument71 pagesQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínNo ratings yet
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDocument2 pagesASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínNo ratings yet
- MILLER Continue SpecsDocument12 pagesMILLER Continue Specsjorge murilloNo ratings yet
- Fabrication ProcessDocument5 pagesFabrication ProcessKashan Aamir Aamir IshaqNo ratings yet
- Soldadores KemmpiDocument132 pagesSoldadores Kemmpiperico_No ratings yet
- Schweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Document1 pageSchweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Ale Alessandro0% (1)
- Welding Application in ShipbuildingDocument9 pagesWelding Application in ShipbuildingUnaJuricNo ratings yet
- Welding ProcessDocument137 pagesWelding ProcessIlhamNo ratings yet
- Advanced GMAW Process For Pipe Welding Applications PDFDocument48 pagesAdvanced GMAW Process For Pipe Welding Applications PDFmhinojosatNo ratings yet
- IRONMAN240Document48 pagesIRONMAN240migNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- ch01 PDFDocument20 pagesch01 PDFstermNo ratings yet
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellNo ratings yet
- Welding - SkillsUSADocument5 pagesWelding - SkillsUSACory StinnettNo ratings yet
- Aluminium FabricationDocument21 pagesAluminium Fabricationjohn doe100% (1)
- Omar Ghannoum: 6G/3G/4G/6GR Welder/welding ForemanDocument2 pagesOmar Ghannoum: 6G/3G/4G/6GR Welder/welding ForemanKhaled A MarashliNo ratings yet
- Minimum Preheat TemperatureDocument3 pagesMinimum Preheat TemperaturephillipskincaidNo ratings yet
- Handler 140 / 180 and H-10 Gun Owner's ManualDocument52 pagesHandler 140 / 180 and H-10 Gun Owner's ManualHobart Welding ProductsNo ratings yet
- Hastelloy C-2000 AlloyDocument16 pagesHastelloy C-2000 AlloygarejkaNo ratings yet
- 18me45b Metal Casting Welding Model Question Paper 2Document2 pages18me45b Metal Casting Welding Model Question Paper 2Stalan JonathanNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- I Can Do That WPS'S, PQR's and WQ'sDocument93 pagesI Can Do That WPS'S, PQR's and WQ'sKo NSNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- Handbook - Calculations 4 PDFDocument1 pageHandbook - Calculations 4 PDFSmith SivaNo ratings yet
- Welding-1Document7 pagesWelding-1Husen AhmedNo ratings yet
- Automig 70S-61Document1 pageAutomig 70S-61tarun kaushalNo ratings yet
- DIY Building The 5.85m Downart 5 8r BuildDocument10 pagesDIY Building The 5.85m Downart 5 8r Builddemo1967100% (1)
- Presentation1 Miab WeldingDocument18 pagesPresentation1 Miab Weldingperlan123467% (3)
- Vestas-Ldst-Olb 2T-LDocument3 pagesVestas-Ldst-Olb 2T-LDavisTranNo ratings yet
- Asme Section IX Educational SeriesDocument144 pagesAsme Section IX Educational Seriesglazetm100% (6)


















































































































Download as pdf or txt
You might also like
- Hensley Specbook 4th 12222017Document689 pagesHensley Specbook 4th 12222017John Gonzalez67% (3)
- Italtractor ITM 267550541-ExcavatorsDocument461 pagesItaltractor ITM 267550541-ExcavatorsЕкатерина Калашникова100% (1)
- X2 Get PDFDocument9 pagesX2 Get PDFhanazahrNo ratings yet
- Get Parts Caterpillar PDFDocument1,398 pagesGet Parts Caterpillar PDFMarco BacianNo ratings yet
- MANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFDocument369 pagesMANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFroberto75% (4)
- John Deere Bucket Tooth CatalogDocument141 pagesJohn Deere Bucket Tooth CatalogM MNo ratings yet
- Manual de Taller Ford Escape 2012.Document5,101 pagesManual de Taller Ford Escape 2012.Jose Miguel Tamara PerezNo ratings yet
- Серия Twistlok complete specification manual PDFDocument38 pagesСерия Twistlok complete specification manual PDFRyan Abubakar Obili PakayaNo ratings yet
- Cast Lip User Manual PDFDocument50 pagesCast Lip User Manual PDFMarcoNo ratings yet
- Productos Hensley KomatsuDocument52 pagesProductos Hensley Komatsujesus50% (2)
- Pecp3001 PDFDocument716 pagesPecp3001 PDFРинат Сагидов100% (2)
- Maleta de Tapones 2767018Document4 pagesMaleta de Tapones 2767018Orlando HuillcaNo ratings yet
- Hydraulic Tools For All ApplicationsDocument12 pagesHydraulic Tools For All ApplicationsABNER ELIAS VILLANUEVA MIRANDA100% (2)
- Assembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Document69 pagesAssembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Carlos Lobo100% (1)
- Wheel Loader Bucket InspectionDocument1 pageWheel Loader Bucket InspectionSixto Guarniz AnticonaNo ratings yet
- 602 Ssab Toolox Machining Rec 6 PDFDocument20 pages602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Welding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationDocument6 pagesWelding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationTaufikWibowoNo ratings yet
- Hensley SpecBook CH04Document46 pagesHensley SpecBook CH04RENE ACEBEYNo ratings yet
- Hensley SpecBook Ch05Document188 pagesHensley SpecBook Ch05RENE ACEBEYNo ratings yet
- Under Carriage PartsDocument4 pagesUnder Carriage PartsKeith McCannNo ratings yet
- Bucket and Blade Protection Low ResDocument36 pagesBucket and Blade Protection Low ResRasoolKhadibi100% (1)
- ESCO NemisysDocument5 pagesESCO NemisysJuan Pablo GonzalezNo ratings yet
- 3 Mget SP MKT Cat6030Document2 pages3 Mget SP MKT Cat6030diszorthNo ratings yet
- AH15849b PC Hydraulic Cylinders With Metal Guard Rings at The PistonDocument12 pagesAH15849b PC Hydraulic Cylinders With Metal Guard Rings at The Pistonfernandoj100% (1)
- Carga SuspensionesDocument17 pagesCarga SuspensionesHeriberto ColqueNo ratings yet
- HensleyAftermarketBladeManual 2009Document520 pagesHensleyAftermarketBladeManual 2009Elmer Lagua Malpaso100% (1)
- (Hensley Product) XS Construction Spec Sheet - June 2010Document29 pages(Hensley Product) XS Construction Spec Sheet - June 2010eigersumarlyNo ratings yet
- ESCO CastlipDocument8 pagesESCO CastlipRiady SulindroNo ratings yet
- Dientes VOLVO 1Document20 pagesDientes VOLVO 1Gustavo0% (1)
- Mining Buckets Catalog ProfessionalDocument23 pagesMining Buckets Catalog ProfessionaljgiraolewisNo ratings yet
- Hitachi EX5600Document2 pagesHitachi EX5600Marco BacianNo ratings yet
- Disassembly and Assembly Procedures For Rollers With Inverted Duo-Cone SealsDocument1 pageDisassembly and Assembly Procedures For Rollers With Inverted Duo-Cone Seals----No ratings yet
- Bucket Teeth AdaptersDocument36 pagesBucket Teeth AdaptersSzilárd S100% (1)
- 6060 Fs Bucket Ar - Shovel: GEBP10090 10-2014Document24 pages6060 Fs Bucket Ar - Shovel: GEBP10090 10-2014Marcel Baque100% (1)
- ITM Mining Sept 2017Document8 pagesITM Mining Sept 2017Mclaren Woro100% (2)
- Berco Products DetailDocument12 pagesBerco Products DetailDilip BhargavaNo ratings yet
- P5078MIN ESCO Hinge Pin LockDocument1 pageP5078MIN ESCO Hinge Pin LockRyan Abubakar Obili PakayaNo ratings yet
- определиние РВД по кат номеруDocument9 pagesопределиние РВД по кат номеруdvmashNo ratings yet
- CAT LM Series GET Brochure All MakesDocument20 pagesCAT LM Series GET Brochure All MakesRyan Abubakar Obili PakayaNo ratings yet
- P7000MIN HMP DigitalDocument45 pagesP7000MIN HMP DigitalOdrzavanje MPEUNo ratings yet
- Specification Chart For Conventional Duo-Cone Seal Groups (0599, 7561)Document8 pagesSpecification Chart For Conventional Duo-Cone Seal Groups (0599, 7561)Andrey GyrychNo ratings yet
- Qdoc - Tips Berco Undercarriage TechnicalDocument16 pagesQdoc - Tips Berco Undercarriage TechnicalLuc DionneNo ratings yet
- Parts Book PDG PC3000-6Document4 pagesParts Book PDG PC3000-6budi100% (1)
- Herraje Hensley Puntas y PortapuntasDocument10 pagesHerraje Hensley Puntas y PortapuntasPaul ChávezNo ratings yet
- Ground Engaging Tools: Magnum Wear PartsDocument42 pagesGround Engaging Tools: Magnum Wear PartsMarco100% (1)
- Weld-On Bucket Heel ShroudsDocument2 pagesWeld-On Bucket Heel ShroudsfernandojNo ratings yet
- Excavator BucketDocument10 pagesExcavator BucketMax SashikhinNo ratings yet
- BRECO ComponentsDocument43 pagesBRECO ComponentsDobrica PetrovicNo ratings yet
- CAT K Series Tooth System PDFDocument4 pagesCAT K Series Tooth System PDFRyan Abubakar Obili PakayaNo ratings yet
- HD785-5 Axle Assy Reman ManualDocument181 pagesHD785-5 Axle Assy Reman ManualJack PranNo ratings yet
- DCF Brochure (Eng)Document8 pagesDCF Brochure (Eng)TDG VNNo ratings yet
- Komatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Document156 pagesKomatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Pablo Andres Cortes Inostroza100% (4)
- MT4400 Central Service SystemDocument5 pagesMT4400 Central Service SystemJohn GrayNo ratings yet
- ExcavDocument840 pagesExcavercanendustri123No ratings yet
- PSK 3001 GET All PDFDocument718 pagesPSK 3001 GET All PDFRyan Abubakar Obili PakayaNo ratings yet
- KS En412 - Ex3600 7 PDFDocument11 pagesKS En412 - Ex3600 7 PDFanon_485665212No ratings yet
- Dipper P&H 2800XPBDocument1 pageDipper P&H 2800XPBBer Seloque HicisteNo ratings yet
- Reference Data: Off-Highway Truck Competitive ComparisonsDocument16 pagesReference Data: Off-Highway Truck Competitive ComparisonsSaid TouhamiNo ratings yet
- EX2600 LD Lip Assembly OfferingDocument1 pageEX2600 LD Lip Assembly Offeringr.brekenNo ratings yet
- Advansys GET ComponentsDocument14 pagesAdvansys GET ComponentsEvandro100% (2)
- Lincoln O and M Manual - EX1200 - FSDocument38 pagesLincoln O and M Manual - EX1200 - FSVinod GuptaNo ratings yet
- S-Series Posilok Installation, Removal MaintenanceDocument12 pagesS-Series Posilok Installation, Removal MaintenanceOdrzavanje MPEUNo ratings yet
- Apostila Desenho Mecanico 1 III ParteDocument12 pagesApostila Desenho Mecanico 1 III ParteVitor Rigueira de GodoyNo ratings yet
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDocument1 pageUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínNo ratings yet
- Special Provision To Specal Specification Marine StructuresDocument47 pagesSpecial Provision To Specal Specification Marine StructuresRodolfoMarínNo ratings yet
- Materials 12 01325 PDFDocument21 pagesMaterials 12 01325 PDFRodolfoMarínNo ratings yet
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Document11 pagesIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínNo ratings yet
- Echnical Pecification: Ersion AnuaryDocument42 pagesEchnical Pecification: Ersion AnuaryRodolfoMarínNo ratings yet
- Pala CAT 6050 Bucket PDFDocument12 pagesPala CAT 6050 Bucket PDFRodolfoMarínNo ratings yet
- International Standard: Metallic Materials - Brinell Hardness TestDocument8 pagesInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaNo ratings yet
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Document114 pages1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínNo ratings yet
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Document10 pagesIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínNo ratings yet
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDocument9 pagesIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDocument4 pagesHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínNo ratings yet
- Vertical Shroud For Cat 966 - 980 LoadersDocument1 pageVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínNo ratings yet
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDocument1 pageVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínNo ratings yet
- Scrap MGT - Optimization SolutionsDocument25 pagesScrap MGT - Optimization SolutionsRodolfoMarínNo ratings yet
- Welcomes: Protecting The World From WearDocument30 pagesWelcomes: Protecting The World From WearRodolfoMarínNo ratings yet
- Tecnicas de SoldaduraDocument96 pagesTecnicas de SoldaduraRodolfoMarínNo ratings yet
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDocument1 pageSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínNo ratings yet
- Owner'S Manual Manual Del Usuario: DelanceyDocument32 pagesOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínNo ratings yet
- Mining Tooth SystemDocument5 pagesMining Tooth SystemRodolfoMarínNo ratings yet
- 290 SeriesDocument4 pages290 SeriesRodolfoMarínNo ratings yet
- 966 & 966GDocument1 page966 & 966GRodolfoMarínNo ratings yet
- Cat® 980 Top Covers For Half-Arrow SegmentsDocument1 pageCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínNo ratings yet
- Hensley AdaptersDocument8 pagesHensley AdaptersRodolfoMarínNo ratings yet
- 330 SeriesDocument4 pages330 SeriesRodolfoMarínNo ratings yet
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDocument71 pagesQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínNo ratings yet
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDocument2 pagesASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínNo ratings yet
- MILLER Continue SpecsDocument12 pagesMILLER Continue Specsjorge murilloNo ratings yet
- Fabrication ProcessDocument5 pagesFabrication ProcessKashan Aamir Aamir IshaqNo ratings yet
- Soldadores KemmpiDocument132 pagesSoldadores Kemmpiperico_No ratings yet
- Schweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Document1 pageSchweißgeräte STAHLWERK MIG 200 ST IGBT - MIG MAG Schutzgas 60 ED Pro, 492,00Ale Alessandro0% (1)
- Welding Application in ShipbuildingDocument9 pagesWelding Application in ShipbuildingUnaJuricNo ratings yet
- Welding ProcessDocument137 pagesWelding ProcessIlhamNo ratings yet
- Advanced GMAW Process For Pipe Welding Applications PDFDocument48 pagesAdvanced GMAW Process For Pipe Welding Applications PDFmhinojosatNo ratings yet
- IRONMAN240Document48 pagesIRONMAN240migNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- ch01 PDFDocument20 pagesch01 PDFstermNo ratings yet
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellNo ratings yet
- Welding - SkillsUSADocument5 pagesWelding - SkillsUSACory StinnettNo ratings yet
- Aluminium FabricationDocument21 pagesAluminium Fabricationjohn doe100% (1)
- Omar Ghannoum: 6G/3G/4G/6GR Welder/welding ForemanDocument2 pagesOmar Ghannoum: 6G/3G/4G/6GR Welder/welding ForemanKhaled A MarashliNo ratings yet
- Minimum Preheat TemperatureDocument3 pagesMinimum Preheat TemperaturephillipskincaidNo ratings yet
- Handler 140 / 180 and H-10 Gun Owner's ManualDocument52 pagesHandler 140 / 180 and H-10 Gun Owner's ManualHobart Welding ProductsNo ratings yet
- Hastelloy C-2000 AlloyDocument16 pagesHastelloy C-2000 AlloygarejkaNo ratings yet
- 18me45b Metal Casting Welding Model Question Paper 2Document2 pages18me45b Metal Casting Welding Model Question Paper 2Stalan JonathanNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- I Can Do That WPS'S, PQR's and WQ'sDocument93 pagesI Can Do That WPS'S, PQR's and WQ'sKo NSNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- Handbook - Calculations 4 PDFDocument1 pageHandbook - Calculations 4 PDFSmith SivaNo ratings yet
- Welding-1Document7 pagesWelding-1Husen AhmedNo ratings yet
- Automig 70S-61Document1 pageAutomig 70S-61tarun kaushalNo ratings yet
- DIY Building The 5.85m Downart 5 8r BuildDocument10 pagesDIY Building The 5.85m Downart 5 8r Builddemo1967100% (1)
- Presentation1 Miab WeldingDocument18 pagesPresentation1 Miab Weldingperlan123467% (3)
- Vestas-Ldst-Olb 2T-LDocument3 pagesVestas-Ldst-Olb 2T-LDavisTranNo ratings yet
- Asme Section IX Educational SeriesDocument144 pagesAsme Section IX Educational Seriesglazetm100% (6)