
A Numerical Study of Air Preheater Leaka PDF
A Numerical Study of Air Preheater Leaka PDF
You might also like
- 7 3 Idi Repair ManualDocument2 pages7 3 Idi Repair ManualDeniGrams9% (33)
- Solar Turbine ModelDocument58 pagesSolar Turbine Modelarmin heidariNo ratings yet
- EM80 ManualDocument107 pagesEM80 ManualKelvin FaneyteNo ratings yet
- SH 60b t700 Ge 401c Ecu Hmu Fuel ControlDocument1 pageSH 60b t700 Ge 401c Ecu Hmu Fuel ControlFrantišek KovaříkNo ratings yet
- Solidworks Flow Simulation - Solidworks 2015 TrainingDocument287 pagesSolidworks Flow Simulation - Solidworks 2015 TrainingSilas Pereira100% (1)
- Esquema Volvo s40Document5 pagesEsquema Volvo s40enoqueNo ratings yet
- Roteq Capability StatementDocument10 pagesRoteq Capability StatementRoozbeh PNo ratings yet
- Structural Analysis and Design of An Industrial BuildingDocument54 pagesStructural Analysis and Design of An Industrial BuildingChandra Shekar86% (42)
- Hattat A Series - OIB - 2HT1 2003 A1ADocument103 pagesHattat A Series - OIB - 2HT1 2003 A1AMaximiliano HitschfeldNo ratings yet
- Analysis of The Leakage in A Water-Lubricated Twin-Screw Air CompressorDocument9 pagesAnalysis of The Leakage in A Water-Lubricated Twin-Screw Air Compressorctes9841050No ratings yet
- Experimental Study of Oil Cooling Systems For Electric Motors PDFDocument13 pagesExperimental Study of Oil Cooling Systems For Electric Motors PDFwangwangNo ratings yet
- Zeng 2012Document8 pagesZeng 2012Viktor TitahenaNo ratings yet
- Review On Film Cooling of Liquid Rocket Engines: Propulsion and Power ResearchDocument18 pagesReview On Film Cooling of Liquid Rocket Engines: Propulsion and Power ResearchĐinh Quốc TríNo ratings yet
- 1 s2.0 S1359431122011401 MainDocument14 pages1 s2.0 S1359431122011401 MainTanti ArdiyatiNo ratings yet
- Aerothermal Design of A Multi-Stage Axial Flow Gas Turbine With Air CoolingDocument20 pagesAerothermal Design of A Multi-Stage Axial Flow Gas Turbine With Air CoolingaliNo ratings yet
- Eamesetal Thermostatic Valves 2014Document10 pagesEamesetal Thermostatic Valves 2014rickitek gaaso100% (1)
- Quantifying The Impact of Heat in Support Seal Configuration For Aero EnginesDocument19 pagesQuantifying The Impact of Heat in Support Seal Configuration For Aero EnginesPablo De FelipeNo ratings yet
- Applied Thermal Engineering: Zhao Zhang, Daotong Chong, Junjie YanDocument9 pagesApplied Thermal Engineering: Zhao Zhang, Daotong Chong, Junjie YanMahrukh ZAIDINo ratings yet
- 1 s2.0 S1110016815000927 MainDocument8 pages1 s2.0 S1110016815000927 MainOreen OumerNo ratings yet
- Belman Flores2014Document10 pagesBelman Flores2014Yosua WijayaNo ratings yet
- Applied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortDocument9 pagesApplied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortKarla RezendeNo ratings yet
- Water Vaport CompressorDocument16 pagesWater Vaport CompressorBrahimABDNo ratings yet
- Research On The Performance of Water-Injection Twin Screw CompressorDocument8 pagesResearch On The Performance of Water-Injection Twin Screw CompressorFrancis LinNo ratings yet
- International Journal of Heat and Mass Transfer: Vedran Medica-Viola, Branimir Pavkovic, Vedran MrzljakDocument12 pagesInternational Journal of Heat and Mass Transfer: Vedran Medica-Viola, Branimir Pavkovic, Vedran MrzljakVamsi DeepakNo ratings yet
- ASME A-GT-30562 Droplet Thermodynamics PDFDocument16 pagesASME A-GT-30562 Droplet Thermodynamics PDFGuugle BuugleNo ratings yet
- 1 s2.0 S001793101631047X Main PDFDocument11 pages1 s2.0 S001793101631047X Main PDFVlad MarţianNo ratings yet
- Applied Energy: Ning Zhang, Shao-You Yin, Min LiDocument9 pagesApplied Energy: Ning Zhang, Shao-You Yin, Min LiCheco RockNo ratings yet
- Applied Thermal Engineering: Xiwen Deng, Jilin Lei, Jun Wen, Zhigao Wen, Lizhong ShenDocument12 pagesApplied Thermal Engineering: Xiwen Deng, Jilin Lei, Jun Wen, Zhigao Wen, Lizhong Shenmirage_et_rafale9572No ratings yet
- Primer ArticuloDocument15 pagesPrimer ArticuloMario GomezNo ratings yet
- International Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiDocument7 pagesInternational Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiIrene Lara AbadNo ratings yet
- Numerical Analysis of Heat and Energy Recovery Ventilators Performance Based On CFD For Detailed DesignDocument11 pagesNumerical Analysis of Heat and Energy Recovery Ventilators Performance Based On CFD For Detailed DesignHawraa ImadNo ratings yet
- F. de Rossi, A.W. Mauro, M. Musto, G.P. Vanoli: ArticleinfoDocument10 pagesF. de Rossi, A.W. Mauro, M. Musto, G.P. Vanoli: ArticleinfoFrancisco OppsNo ratings yet
- Applied Energy: Tingzhen Ming, Tingrui Gong, Renaud K. de Richter, Cunjin Cai, S.A. SherifDocument16 pagesApplied Energy: Tingzhen Ming, Tingrui Gong, Renaud K. de Richter, Cunjin Cai, S.A. Sherifالاخضري محمد الصغيرNo ratings yet
- Refrigeration Cycle SimulationDocument14 pagesRefrigeration Cycle SimulationEduNo ratings yet
- 2 - Jamil M. at Al - 2023 - Energy-Efficiente IEC Design FrameworkDocument17 pages2 - Jamil M. at Al - 2023 - Energy-Efficiente IEC Design Frameworkdaianedias.ifnmgNo ratings yet
- International Journal of Heat and Mass Transfer: T.S. Dhanasekaran, Ting WangDocument11 pagesInternational Journal of Heat and Mass Transfer: T.S. Dhanasekaran, Ting WangKulaNo ratings yet
- 11 Heat PDFDocument6 pages11 Heat PDFAmoul DhahriNo ratings yet
- Energy Conversion and Management: Demis Pandelidis, Segey AnisimovDocument10 pagesEnergy Conversion and Management: Demis Pandelidis, Segey AnisimovFaby Borja ArévaloNo ratings yet
- Dillip Kumar MohantyDocument11 pagesDillip Kumar MohantyMustapha MellalNo ratings yet
- Heat Exchanger NetworkDocument34 pagesHeat Exchanger NetworkrovshanbabayevNo ratings yet
- A New Model For Thermodynamic Analysis of A Drying Process: I. Dincer, A.Z. SahinDocument8 pagesA New Model For Thermodynamic Analysis of A Drying Process: I. Dincer, A.Z. Sahinzhor El hallaouiNo ratings yet
- Bellos 2017Document20 pagesBellos 2017vanishree nNo ratings yet
- Heat Pipe in HvacDocument11 pagesHeat Pipe in HvacOmkar ChavanNo ratings yet
- Air BlowerDocument7 pagesAir BlowerShiva Yadav100% (1)
- Dirker 2017Document13 pagesDirker 2017matheus kleinNo ratings yet
- Thermal Gradients in Discontinuously Rotated Rotary Regenerative Heat ExchangersDocument8 pagesThermal Gradients in Discontinuously Rotated Rotary Regenerative Heat ExchangersMatheus M. DwinantoNo ratings yet
- Sze 2004Document11 pagesSze 2004velmuruganNo ratings yet
- Energy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. ElhenawyDocument14 pagesEnergy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. Elhenawymahmoud hassanNo ratings yet
- Dynamic Thermoelectric Modelling of Oil-FilledDocument5 pagesDynamic Thermoelectric Modelling of Oil-FilledludokellypNo ratings yet
- Chaudhari 2010Document13 pagesChaudhari 2010VishnuShantanNo ratings yet
- Impact of Air Distribution On Dew Point Evaporative Cooler Thermal PerformanceDocument17 pagesImpact of Air Distribution On Dew Point Evaporative Cooler Thermal PerformanceChoy Kit ShumNo ratings yet
- Wet and Dry Cooling Systems OptimizationDocument11 pagesWet and Dry Cooling Systems OptimizationlightsonsNo ratings yet
- Numerical Model of Direct Evaporative CoolerDocument12 pagesNumerical Model of Direct Evaporative CoolerumairismailNo ratings yet
- Power Cycles GoodDocument13 pagesPower Cycles Goodhamimmuhammedadem0579No ratings yet
- DK2135 ch04Document125 pagesDK2135 ch04HenriqueNo ratings yet
- Applied Thermal Engineering: Xiaokai Xing, Dan Dou, Yutian Li, Changchun WuDocument9 pagesApplied Thermal Engineering: Xiaokai Xing, Dan Dou, Yutian Li, Changchun WuAbraham SilesNo ratings yet
- 2021 - Energy - Jouhara - Experimental and Theoretical Investigation of The Performance of An Air To Water Multi-Pass Heat Pipe-Based Heat ExchangerDocument17 pages2021 - Energy - Jouhara - Experimental and Theoretical Investigation of The Performance of An Air To Water Multi-Pass Heat Pipe-Based Heat ExchangerJoshep SeoNo ratings yet
- Pressure Drop Constraints in Sludge Double-Pipe Heat Exchanger DesignDocument11 pagesPressure Drop Constraints in Sludge Double-Pipe Heat Exchanger Designwatersoul.nNo ratings yet
- Effect of Impinging JetDocument14 pagesEffect of Impinging JetSouravkavinannanNo ratings yet
- Aerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionDocument14 pagesAerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionPooya ShayestehNo ratings yet
- Applied Energy: Weixiong Chen, Chaoyin Shi, Shuangping Zhang, Huiqiang Chen, Daotong Chong, Junjie YanDocument11 pagesApplied Energy: Weixiong Chen, Chaoyin Shi, Shuangping Zhang, Huiqiang Chen, Daotong Chong, Junjie YanAldi RezalNo ratings yet
- Thermodynamic Calculation of A Dual Screw Compressor Based On ExpDocument8 pagesThermodynamic Calculation of A Dual Screw Compressor Based On Expmaaz ahmadNo ratings yet
- Energy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenDocument7 pagesEnergy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenTony K.PNo ratings yet
- Optimization of Labyrinth Seal For Screw Compressor Ht2007-32275Document7 pagesOptimization of Labyrinth Seal For Screw Compressor Ht2007-32275api-3842143No ratings yet
- Effect of Inclination Angles On Heat Transfer Characteristics of A Closed Loop Pulsating Heat Pipe (CLPHP)Document6 pagesEffect of Inclination Angles On Heat Transfer Characteristics of A Closed Loop Pulsating Heat Pipe (CLPHP)nikhil gulhaneNo ratings yet
- Combustion and Flame: Yu Hu, Sriram Bharath Hariharan, Haiying Qi, Michael J. Gollner, Elaine S. OranDocument7 pagesCombustion and Flame: Yu Hu, Sriram Bharath Hariharan, Haiying Qi, Michael J. Gollner, Elaine S. OranSidharth K PillaiNo ratings yet
- 1 s2.0 S1359431120333184 MainDocument15 pages1 s2.0 S1359431120333184 MainMADDI MADHAV.No ratings yet
- Performance Estimates of A Helium-Based Thermoacoustic-Stirling ChillerDocument6 pagesPerformance Estimates of A Helium-Based Thermoacoustic-Stirling ChillerTheen BadhushNo ratings yet
- Function Test Procedure1Document6 pagesFunction Test Procedure1armin heidari100% (1)
- AST Our CatalogDocument5 pagesAST Our Catalogarmin heidariNo ratings yet
- Kamat - Pressure Relief Valve-AssemblyDocument9 pagesKamat - Pressure Relief Valve-Assemblyarmin heidariNo ratings yet
- Actuator & Test Procedure1Document11 pagesActuator & Test Procedure1armin heidariNo ratings yet
- Understanding Lambplan Maternal AsbvsDocument1 pageUnderstanding Lambplan Maternal Asbvsarmin heidariNo ratings yet
- Leader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® ProductsDocument2 pagesLeader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® Productsarmin heidariNo ratings yet
- Production Map: Control Valve Production FlowchartDocument1 pageProduction Map: Control Valve Production Flowchartarmin heidariNo ratings yet
- Cladding & Nace 1Document21 pagesCladding & Nace 1armin heidariNo ratings yet
- Actuators and Actuated Valve Packages: Product DefinitionDocument4 pagesActuators and Actuated Valve Packages: Product Definitionarmin heidariNo ratings yet
- P PIPING - Hydrotest - Procedure PDFDocument12 pagesP PIPING - Hydrotest - Procedure PDFarmin heidariNo ratings yet
- C.S Gate ValveDocument4 pagesC.S Gate Valvearmin heidariNo ratings yet
- 8 Inch Model 380/381 Control Valves: Technical Sales BulletinDocument12 pages8 Inch Model 380/381 Control Valves: Technical Sales Bulletinarmin heidariNo ratings yet
- GRP Pipeline ProjectDocument43 pagesGRP Pipeline Projectarmin heidariNo ratings yet
- Amozesh Gas TurbineDocument114 pagesAmozesh Gas Turbinearmin heidari100% (1)
- CM20160503 40917 61336Document24 pagesCM20160503 40917 61336armin heidariNo ratings yet
- San Diego Lean 6 Sigma Solar Turbines PDFDocument91 pagesSan Diego Lean 6 Sigma Solar Turbines PDFarmin heidariNo ratings yet
- CPQ Design and Maintenance: Managing Organizational Growth With Long-Term FlexibilityDocument28 pagesCPQ Design and Maintenance: Managing Organizational Growth With Long-Term Flexibilityarmin heidari50% (2)
- MEJ Volume 50 Issue 1 Pages 103-112-2Document4 pagesMEJ Volume 50 Issue 1 Pages 103-112-2armin heidariNo ratings yet
- V04 Neu090608 PDFDocument15 pagesV04 Neu090608 PDFarmin heidariNo ratings yet
- DrawingDocument86 pagesDrawingarmin heidariNo ratings yet
- EES Volume 5 Issue 1 Pages 71-83Document13 pagesEES Volume 5 Issue 1 Pages 71-83armin heidariNo ratings yet
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Bendix M-32 - (QR)Document8 pagesBendix M-32 - (QR)Hernando MontenegroNo ratings yet
- Moocoowooodoo 987Document32 pagesMoocoowooodoo 987scribbedd55No ratings yet
- RCD Project AsuncionDocument7 pagesRCD Project AsuncionFrancis AsuncionNo ratings yet
- 103 Structural DynamicsDocument3 pages103 Structural DynamicsAmandeep SinghNo ratings yet
- ACI349-97 - Code Requirements For Nuclear Safety Related Concrete StructuresDocument13 pagesACI349-97 - Code Requirements For Nuclear Safety Related Concrete Structuresmiguel fuentesNo ratings yet
- O & IO-540 Oper Manual 60297-10 PDFDocument118 pagesO & IO-540 Oper Manual 60297-10 PDFCatalin CiocarlanNo ratings yet
- Lecture Notes - Heat and Mass TransferDocument371 pagesLecture Notes - Heat and Mass Transferakzh100% (3)
- Mechanics-Probs4 2017Document5 pagesMechanics-Probs4 2017Diego ForeroNo ratings yet
- Activity No.3 (Blade Section Forces)Document16 pagesActivity No.3 (Blade Section Forces)Jandrew TanNo ratings yet
- 988K-834-836K M01 OpSta EN SLDDocument15 pages988K-834-836K M01 OpSta EN SLDZul HermanNo ratings yet
- 07 Chemical Equilibrium Formula Sheets QuizrrDocument4 pages07 Chemical Equilibrium Formula Sheets Quizrrswastiksinghcare66No ratings yet
- Hydrogen Embrittlement in Power Plant Steels PDFDocument22 pagesHydrogen Embrittlement in Power Plant Steels PDFRolando Nuñez MonrroyNo ratings yet
- International Standard: Hot-Rolled Steel Sheet of Structural QualityDocument6 pagesInternational Standard: Hot-Rolled Steel Sheet of Structural QualityKalpesh0% (1)
- Outline: - Principal Stresses - Mohr's Circle in 3D - Strain Tensor - Principal StrainsDocument14 pagesOutline: - Principal Stresses - Mohr's Circle in 3D - Strain Tensor - Principal StrainsDrMohamed MansourNo ratings yet
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument13 pagesSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289No ratings yet
- SAES-Q-004 Installation Piles Offshore Structures 2004Document22 pagesSAES-Q-004 Installation Piles Offshore Structures 2004ymaseda100% (2)
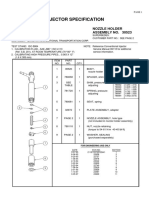
- Injector Specification: Nozzle Holder Assembly No. 30523Document3 pagesInjector Specification: Nozzle Holder Assembly No. 30523David BenavidesNo ratings yet
- 2014 FineCut 4000 6000 EnglDocument6 pages2014 FineCut 4000 6000 Englelvir.mNo ratings yet
- Ch4-Fluid PDFDocument37 pagesCh4-Fluid PDFRavi KantNo ratings yet
- Ductulator - Air Duct CalculatorDocument1 pageDuctulator - Air Duct CalculatorCarlos R. SantiagoNo ratings yet













































































































Download as pdf or txt
You might also like
- 7 3 Idi Repair ManualDocument2 pages7 3 Idi Repair ManualDeniGrams9% (33)
- Solar Turbine ModelDocument58 pagesSolar Turbine Modelarmin heidariNo ratings yet
- EM80 ManualDocument107 pagesEM80 ManualKelvin FaneyteNo ratings yet
- SH 60b t700 Ge 401c Ecu Hmu Fuel ControlDocument1 pageSH 60b t700 Ge 401c Ecu Hmu Fuel ControlFrantišek KovaříkNo ratings yet
- Solidworks Flow Simulation - Solidworks 2015 TrainingDocument287 pagesSolidworks Flow Simulation - Solidworks 2015 TrainingSilas Pereira100% (1)
- Esquema Volvo s40Document5 pagesEsquema Volvo s40enoqueNo ratings yet
- Roteq Capability StatementDocument10 pagesRoteq Capability StatementRoozbeh PNo ratings yet
- Structural Analysis and Design of An Industrial BuildingDocument54 pagesStructural Analysis and Design of An Industrial BuildingChandra Shekar86% (42)
- Hattat A Series - OIB - 2HT1 2003 A1ADocument103 pagesHattat A Series - OIB - 2HT1 2003 A1AMaximiliano HitschfeldNo ratings yet
- Analysis of The Leakage in A Water-Lubricated Twin-Screw Air CompressorDocument9 pagesAnalysis of The Leakage in A Water-Lubricated Twin-Screw Air Compressorctes9841050No ratings yet
- Experimental Study of Oil Cooling Systems For Electric Motors PDFDocument13 pagesExperimental Study of Oil Cooling Systems For Electric Motors PDFwangwangNo ratings yet
- Zeng 2012Document8 pagesZeng 2012Viktor TitahenaNo ratings yet
- Review On Film Cooling of Liquid Rocket Engines: Propulsion and Power ResearchDocument18 pagesReview On Film Cooling of Liquid Rocket Engines: Propulsion and Power ResearchĐinh Quốc TríNo ratings yet
- 1 s2.0 S1359431122011401 MainDocument14 pages1 s2.0 S1359431122011401 MainTanti ArdiyatiNo ratings yet
- Aerothermal Design of A Multi-Stage Axial Flow Gas Turbine With Air CoolingDocument20 pagesAerothermal Design of A Multi-Stage Axial Flow Gas Turbine With Air CoolingaliNo ratings yet
- Eamesetal Thermostatic Valves 2014Document10 pagesEamesetal Thermostatic Valves 2014rickitek gaaso100% (1)
- Quantifying The Impact of Heat in Support Seal Configuration For Aero EnginesDocument19 pagesQuantifying The Impact of Heat in Support Seal Configuration For Aero EnginesPablo De FelipeNo ratings yet
- Applied Thermal Engineering: Zhao Zhang, Daotong Chong, Junjie YanDocument9 pagesApplied Thermal Engineering: Zhao Zhang, Daotong Chong, Junjie YanMahrukh ZAIDINo ratings yet
- 1 s2.0 S1110016815000927 MainDocument8 pages1 s2.0 S1110016815000927 MainOreen OumerNo ratings yet
- Belman Flores2014Document10 pagesBelman Flores2014Yosua WijayaNo ratings yet
- Applied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortDocument9 pagesApplied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortKarla RezendeNo ratings yet
- Water Vaport CompressorDocument16 pagesWater Vaport CompressorBrahimABDNo ratings yet
- Research On The Performance of Water-Injection Twin Screw CompressorDocument8 pagesResearch On The Performance of Water-Injection Twin Screw CompressorFrancis LinNo ratings yet
- International Journal of Heat and Mass Transfer: Vedran Medica-Viola, Branimir Pavkovic, Vedran MrzljakDocument12 pagesInternational Journal of Heat and Mass Transfer: Vedran Medica-Viola, Branimir Pavkovic, Vedran MrzljakVamsi DeepakNo ratings yet
- ASME A-GT-30562 Droplet Thermodynamics PDFDocument16 pagesASME A-GT-30562 Droplet Thermodynamics PDFGuugle BuugleNo ratings yet
- 1 s2.0 S001793101631047X Main PDFDocument11 pages1 s2.0 S001793101631047X Main PDFVlad MarţianNo ratings yet
- Applied Energy: Ning Zhang, Shao-You Yin, Min LiDocument9 pagesApplied Energy: Ning Zhang, Shao-You Yin, Min LiCheco RockNo ratings yet
- Applied Thermal Engineering: Xiwen Deng, Jilin Lei, Jun Wen, Zhigao Wen, Lizhong ShenDocument12 pagesApplied Thermal Engineering: Xiwen Deng, Jilin Lei, Jun Wen, Zhigao Wen, Lizhong Shenmirage_et_rafale9572No ratings yet
- Primer ArticuloDocument15 pagesPrimer ArticuloMario GomezNo ratings yet
- International Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiDocument7 pagesInternational Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiIrene Lara AbadNo ratings yet
- Numerical Analysis of Heat and Energy Recovery Ventilators Performance Based On CFD For Detailed DesignDocument11 pagesNumerical Analysis of Heat and Energy Recovery Ventilators Performance Based On CFD For Detailed DesignHawraa ImadNo ratings yet
- F. de Rossi, A.W. Mauro, M. Musto, G.P. Vanoli: ArticleinfoDocument10 pagesF. de Rossi, A.W. Mauro, M. Musto, G.P. Vanoli: ArticleinfoFrancisco OppsNo ratings yet
- Applied Energy: Tingzhen Ming, Tingrui Gong, Renaud K. de Richter, Cunjin Cai, S.A. SherifDocument16 pagesApplied Energy: Tingzhen Ming, Tingrui Gong, Renaud K. de Richter, Cunjin Cai, S.A. Sherifالاخضري محمد الصغيرNo ratings yet
- Refrigeration Cycle SimulationDocument14 pagesRefrigeration Cycle SimulationEduNo ratings yet
- 2 - Jamil M. at Al - 2023 - Energy-Efficiente IEC Design FrameworkDocument17 pages2 - Jamil M. at Al - 2023 - Energy-Efficiente IEC Design Frameworkdaianedias.ifnmgNo ratings yet
- International Journal of Heat and Mass Transfer: T.S. Dhanasekaran, Ting WangDocument11 pagesInternational Journal of Heat and Mass Transfer: T.S. Dhanasekaran, Ting WangKulaNo ratings yet
- 11 Heat PDFDocument6 pages11 Heat PDFAmoul DhahriNo ratings yet
- Energy Conversion and Management: Demis Pandelidis, Segey AnisimovDocument10 pagesEnergy Conversion and Management: Demis Pandelidis, Segey AnisimovFaby Borja ArévaloNo ratings yet
- Dillip Kumar MohantyDocument11 pagesDillip Kumar MohantyMustapha MellalNo ratings yet
- Heat Exchanger NetworkDocument34 pagesHeat Exchanger NetworkrovshanbabayevNo ratings yet
- A New Model For Thermodynamic Analysis of A Drying Process: I. Dincer, A.Z. SahinDocument8 pagesA New Model For Thermodynamic Analysis of A Drying Process: I. Dincer, A.Z. Sahinzhor El hallaouiNo ratings yet
- Bellos 2017Document20 pagesBellos 2017vanishree nNo ratings yet
- Heat Pipe in HvacDocument11 pagesHeat Pipe in HvacOmkar ChavanNo ratings yet
- Air BlowerDocument7 pagesAir BlowerShiva Yadav100% (1)
- Dirker 2017Document13 pagesDirker 2017matheus kleinNo ratings yet
- Thermal Gradients in Discontinuously Rotated Rotary Regenerative Heat ExchangersDocument8 pagesThermal Gradients in Discontinuously Rotated Rotary Regenerative Heat ExchangersMatheus M. DwinantoNo ratings yet
- Sze 2004Document11 pagesSze 2004velmuruganNo ratings yet
- Energy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. ElhenawyDocument14 pagesEnergy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. Elhenawymahmoud hassanNo ratings yet
- Dynamic Thermoelectric Modelling of Oil-FilledDocument5 pagesDynamic Thermoelectric Modelling of Oil-FilledludokellypNo ratings yet
- Chaudhari 2010Document13 pagesChaudhari 2010VishnuShantanNo ratings yet
- Impact of Air Distribution On Dew Point Evaporative Cooler Thermal PerformanceDocument17 pagesImpact of Air Distribution On Dew Point Evaporative Cooler Thermal PerformanceChoy Kit ShumNo ratings yet
- Wet and Dry Cooling Systems OptimizationDocument11 pagesWet and Dry Cooling Systems OptimizationlightsonsNo ratings yet
- Numerical Model of Direct Evaporative CoolerDocument12 pagesNumerical Model of Direct Evaporative CoolerumairismailNo ratings yet
- Power Cycles GoodDocument13 pagesPower Cycles Goodhamimmuhammedadem0579No ratings yet
- DK2135 ch04Document125 pagesDK2135 ch04HenriqueNo ratings yet
- Applied Thermal Engineering: Xiaokai Xing, Dan Dou, Yutian Li, Changchun WuDocument9 pagesApplied Thermal Engineering: Xiaokai Xing, Dan Dou, Yutian Li, Changchun WuAbraham SilesNo ratings yet
- 2021 - Energy - Jouhara - Experimental and Theoretical Investigation of The Performance of An Air To Water Multi-Pass Heat Pipe-Based Heat ExchangerDocument17 pages2021 - Energy - Jouhara - Experimental and Theoretical Investigation of The Performance of An Air To Water Multi-Pass Heat Pipe-Based Heat ExchangerJoshep SeoNo ratings yet
- Pressure Drop Constraints in Sludge Double-Pipe Heat Exchanger DesignDocument11 pagesPressure Drop Constraints in Sludge Double-Pipe Heat Exchanger Designwatersoul.nNo ratings yet
- Effect of Impinging JetDocument14 pagesEffect of Impinging JetSouravkavinannanNo ratings yet
- Aerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionDocument14 pagesAerodynamic Limits of Gas Turbine Compressor During High Air Offtakes For Minimum Load ExtensionPooya ShayestehNo ratings yet
- Applied Energy: Weixiong Chen, Chaoyin Shi, Shuangping Zhang, Huiqiang Chen, Daotong Chong, Junjie YanDocument11 pagesApplied Energy: Weixiong Chen, Chaoyin Shi, Shuangping Zhang, Huiqiang Chen, Daotong Chong, Junjie YanAldi RezalNo ratings yet
- Thermodynamic Calculation of A Dual Screw Compressor Based On ExpDocument8 pagesThermodynamic Calculation of A Dual Screw Compressor Based On Expmaaz ahmadNo ratings yet
- Energy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenDocument7 pagesEnergy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenTony K.PNo ratings yet
- Optimization of Labyrinth Seal For Screw Compressor Ht2007-32275Document7 pagesOptimization of Labyrinth Seal For Screw Compressor Ht2007-32275api-3842143No ratings yet
- Effect of Inclination Angles On Heat Transfer Characteristics of A Closed Loop Pulsating Heat Pipe (CLPHP)Document6 pagesEffect of Inclination Angles On Heat Transfer Characteristics of A Closed Loop Pulsating Heat Pipe (CLPHP)nikhil gulhaneNo ratings yet
- Combustion and Flame: Yu Hu, Sriram Bharath Hariharan, Haiying Qi, Michael J. Gollner, Elaine S. OranDocument7 pagesCombustion and Flame: Yu Hu, Sriram Bharath Hariharan, Haiying Qi, Michael J. Gollner, Elaine S. OranSidharth K PillaiNo ratings yet
- 1 s2.0 S1359431120333184 MainDocument15 pages1 s2.0 S1359431120333184 MainMADDI MADHAV.No ratings yet
- Performance Estimates of A Helium-Based Thermoacoustic-Stirling ChillerDocument6 pagesPerformance Estimates of A Helium-Based Thermoacoustic-Stirling ChillerTheen BadhushNo ratings yet
- Function Test Procedure1Document6 pagesFunction Test Procedure1armin heidari100% (1)
- AST Our CatalogDocument5 pagesAST Our Catalogarmin heidariNo ratings yet
- Kamat - Pressure Relief Valve-AssemblyDocument9 pagesKamat - Pressure Relief Valve-Assemblyarmin heidariNo ratings yet
- Actuator & Test Procedure1Document11 pagesActuator & Test Procedure1armin heidariNo ratings yet
- Understanding Lambplan Maternal AsbvsDocument1 pageUnderstanding Lambplan Maternal Asbvsarmin heidariNo ratings yet
- Leader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® ProductsDocument2 pagesLeader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® Productsarmin heidariNo ratings yet
- Production Map: Control Valve Production FlowchartDocument1 pageProduction Map: Control Valve Production Flowchartarmin heidariNo ratings yet
- Cladding & Nace 1Document21 pagesCladding & Nace 1armin heidariNo ratings yet
- Actuators and Actuated Valve Packages: Product DefinitionDocument4 pagesActuators and Actuated Valve Packages: Product Definitionarmin heidariNo ratings yet
- P PIPING - Hydrotest - Procedure PDFDocument12 pagesP PIPING - Hydrotest - Procedure PDFarmin heidariNo ratings yet
- C.S Gate ValveDocument4 pagesC.S Gate Valvearmin heidariNo ratings yet
- 8 Inch Model 380/381 Control Valves: Technical Sales BulletinDocument12 pages8 Inch Model 380/381 Control Valves: Technical Sales Bulletinarmin heidariNo ratings yet
- GRP Pipeline ProjectDocument43 pagesGRP Pipeline Projectarmin heidariNo ratings yet
- Amozesh Gas TurbineDocument114 pagesAmozesh Gas Turbinearmin heidari100% (1)
- CM20160503 40917 61336Document24 pagesCM20160503 40917 61336armin heidariNo ratings yet
- San Diego Lean 6 Sigma Solar Turbines PDFDocument91 pagesSan Diego Lean 6 Sigma Solar Turbines PDFarmin heidariNo ratings yet
- CPQ Design and Maintenance: Managing Organizational Growth With Long-Term FlexibilityDocument28 pagesCPQ Design and Maintenance: Managing Organizational Growth With Long-Term Flexibilityarmin heidari50% (2)
- MEJ Volume 50 Issue 1 Pages 103-112-2Document4 pagesMEJ Volume 50 Issue 1 Pages 103-112-2armin heidariNo ratings yet
- V04 Neu090608 PDFDocument15 pagesV04 Neu090608 PDFarmin heidariNo ratings yet
- DrawingDocument86 pagesDrawingarmin heidariNo ratings yet
- EES Volume 5 Issue 1 Pages 71-83Document13 pagesEES Volume 5 Issue 1 Pages 71-83armin heidariNo ratings yet
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Bendix M-32 - (QR)Document8 pagesBendix M-32 - (QR)Hernando MontenegroNo ratings yet
- Moocoowooodoo 987Document32 pagesMoocoowooodoo 987scribbedd55No ratings yet
- RCD Project AsuncionDocument7 pagesRCD Project AsuncionFrancis AsuncionNo ratings yet
- 103 Structural DynamicsDocument3 pages103 Structural DynamicsAmandeep SinghNo ratings yet
- ACI349-97 - Code Requirements For Nuclear Safety Related Concrete StructuresDocument13 pagesACI349-97 - Code Requirements For Nuclear Safety Related Concrete Structuresmiguel fuentesNo ratings yet
- O & IO-540 Oper Manual 60297-10 PDFDocument118 pagesO & IO-540 Oper Manual 60297-10 PDFCatalin CiocarlanNo ratings yet
- Lecture Notes - Heat and Mass TransferDocument371 pagesLecture Notes - Heat and Mass Transferakzh100% (3)
- Mechanics-Probs4 2017Document5 pagesMechanics-Probs4 2017Diego ForeroNo ratings yet
- Activity No.3 (Blade Section Forces)Document16 pagesActivity No.3 (Blade Section Forces)Jandrew TanNo ratings yet
- 988K-834-836K M01 OpSta EN SLDDocument15 pages988K-834-836K M01 OpSta EN SLDZul HermanNo ratings yet
- 07 Chemical Equilibrium Formula Sheets QuizrrDocument4 pages07 Chemical Equilibrium Formula Sheets Quizrrswastiksinghcare66No ratings yet
- Hydrogen Embrittlement in Power Plant Steels PDFDocument22 pagesHydrogen Embrittlement in Power Plant Steels PDFRolando Nuñez MonrroyNo ratings yet
- International Standard: Hot-Rolled Steel Sheet of Structural QualityDocument6 pagesInternational Standard: Hot-Rolled Steel Sheet of Structural QualityKalpesh0% (1)
- Outline: - Principal Stresses - Mohr's Circle in 3D - Strain Tensor - Principal StrainsDocument14 pagesOutline: - Principal Stresses - Mohr's Circle in 3D - Strain Tensor - Principal StrainsDrMohamed MansourNo ratings yet
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument13 pagesSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289No ratings yet
- SAES-Q-004 Installation Piles Offshore Structures 2004Document22 pagesSAES-Q-004 Installation Piles Offshore Structures 2004ymaseda100% (2)
- Injector Specification: Nozzle Holder Assembly No. 30523Document3 pagesInjector Specification: Nozzle Holder Assembly No. 30523David BenavidesNo ratings yet
- 2014 FineCut 4000 6000 EnglDocument6 pages2014 FineCut 4000 6000 Englelvir.mNo ratings yet
- Ch4-Fluid PDFDocument37 pagesCh4-Fluid PDFRavi KantNo ratings yet
- Ductulator - Air Duct CalculatorDocument1 pageDuctulator - Air Duct CalculatorCarlos R. SantiagoNo ratings yet