Download as doc, pdf, or txt
You might also like
- Testing & Commissioning Certificate For SPRKDocument2 pagesTesting & Commissioning Certificate For SPRKgururaj100% (3)
- Olevels Chemistry Notes - Combined ChemistryDocument62 pagesOlevels Chemistry Notes - Combined ChemistryMarcusNg90% (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- MT ProcedureDocument9 pagesMT ProcedureTouil Houssem100% (1)
- Infrared Thermography Testing-Procedure PDFDocument7 pagesInfrared Thermography Testing-Procedure PDFHoang Diep PhanNo ratings yet
- Inspection and Testing Transformer InstallationsDocument37 pagesInspection and Testing Transformer InstallationsJellyn Base100% (1)
- Hardness Testing ProcedureDocument10 pagesHardness Testing ProcedureKuppan SrinivasanNo ratings yet
- SMC MFL ProcedureDocument7 pagesSMC MFL ProcedureKuppan Srinivasan100% (2)
- JKR 4.4 TABC - Air Cooled Package SystemDocument22 pagesJKR 4.4 TABC - Air Cooled Package SystemAniq AimanNo ratings yet
- Physics Sample ProblemsDocument5 pagesPhysics Sample ProblemsEdin Abolencia0% (1)
- Numerical Problem:: A Concrete Gravity Dam Has The Following DimensionsDocument13 pagesNumerical Problem:: A Concrete Gravity Dam Has The Following DimensionsMuhammad Umer Arshad100% (1)
- Qcs Ep MT 01 Rev05 AytbDocument15 pagesQcs Ep MT 01 Rev05 Aytbm_armoutiNo ratings yet
- SOP UT ThicknessDocument12 pagesSOP UT ThicknessPT PUTRA SETIAWAN PRIMANo ratings yet
- Tunnel Work: Material Inspection and Testing Plan (Itp)Document6 pagesTunnel Work: Material Inspection and Testing Plan (Itp)aksinhadce2No ratings yet
- Nde Uesl Ult NDT 0002Document24 pagesNde Uesl Ult NDT 0002George OgbecheNo ratings yet
- KLA-Tencor: Am Foup Model: AF100Document48 pagesKLA-Tencor: Am Foup Model: AF100mhafizanNo ratings yet
- QCS EP UTT 01 Rev02 GeneralDocument8 pagesQCS EP UTT 01 Rev02 Generalm_armoutiNo ratings yet
- TWJO-ITP-EMB-0003 Reva0 ITP For Retaining WallDocument5 pagesTWJO-ITP-EMB-0003 Reva0 ITP For Retaining WallBangkit SamosirNo ratings yet
- GRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Document14 pagesGRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Riyan to100% (1)
- Tjc-Itp-Cwp-040506-L-2090Document6 pagesTjc-Itp-Cwp-040506-L-2090resky marantinanNo ratings yet
- Control and Relay PanelsDocument122 pagesControl and Relay Panelsmfm tendersNo ratings yet
- PTE - OI - 03 - Initial Supply ControlDocument2 pagesPTE - OI - 03 - Initial Supply ControlAbhinav SinghNo ratings yet
- Lazy Wave ModelDocument16 pagesLazy Wave ModelBergson MatiasNo ratings yet
- Magnetic Particle Testing Procedure Song Ngu PDFDocument24 pagesMagnetic Particle Testing Procedure Song Ngu PDFTrung Tinh Ho100% (1)
- T10206-DN05-P0ZEN - 850006 Limestone Unloading System Capacity Test - Rev.ADocument4 pagesT10206-DN05-P0ZEN - 850006 Limestone Unloading System Capacity Test - Rev.AThắng NguyễnNo ratings yet
- 80mm Zigzag MTCDocument1 page80mm Zigzag MTCQAQC ZFNo ratings yet
- Lex p1 C Eac f01 Ms 008 Rev. B TNBJ SideDocument36 pagesLex p1 C Eac f01 Ms 008 Rev. B TNBJ SideDetoned StonedNo ratings yet
- Ns2-Dn02-p1bbt-840001 Commissioning Site Test Procedure For Uat Unit#1Document55 pagesNs2-Dn02-p1bbt-840001 Commissioning Site Test Procedure For Uat Unit#1siaboy97No ratings yet
- Pgral 100 Et e 002 1Document15 pagesPgral 100 Et e 002 1carlos Beltran100% (1)
- Nde ProceduresDocument66 pagesNde Proceduressoumaya yahyaouiNo ratings yet
- Amigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingDocument27 pagesAmigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingHoque AnamulNo ratings yet
- ITP ProcedureDocument8 pagesITP ProcedureariefNo ratings yet
- MT ProcedureDocument22 pagesMT Procedureefmartin21No ratings yet
- MD 04 MT Rssta PD 509Document13 pagesMD 04 MT Rssta PD 509Nguyễn Đặng LâmNo ratings yet
- Pneumatic Mast Assembly: Technical Reference ManualDocument10 pagesPneumatic Mast Assembly: Technical Reference ManualAhmed HussainNo ratings yet
- CAST MT 001, Rev.0 Pressure VesselDocument10 pagesCAST MT 001, Rev.0 Pressure VesselFendi100% (1)
- UT-Flaw1 Detection Procedure R1 - 2Document25 pagesUT-Flaw1 Detection Procedure R1 - 2George OgbecheNo ratings yet
- Magnetic Praticle Inspection ProcedureDocument9 pagesMagnetic Praticle Inspection ProcedureTouil HoussemNo ratings yet
- Petro-Energy E&P Co., Ltd. (Sudan Branch) : Specification For Production & Test SkidDocument8 pagesPetro-Energy E&P Co., Ltd. (Sudan Branch) : Specification For Production & Test SkidAHMED AMIRANo ratings yet
- Electrical Inspection ProcedureDocument21 pagesElectrical Inspection ProcedurebernardNo ratings yet
- IXAR-PECI-OQM-PWHT-05 Rev. 01Document25 pagesIXAR-PECI-OQM-PWHT-05 Rev. 01Venkatarao KondaNo ratings yet
- Areva Teleperm XS, AV42 ModuleDocument61 pagesAreva Teleperm XS, AV42 ModuleAndreyNo ratings yet
- Lighting Transformers: Transportadora de Gas Del PeruDocument8 pagesLighting Transformers: Transportadora de Gas Del PeruDavid CamposNo ratings yet
- Infrared Thermography Testing ProcedureDocument4 pagesInfrared Thermography Testing ProcedureALI BEN AMORNo ratings yet
- STFFD P1 004107 P04 0004 Repairing Procedure CommentDocument9 pagesSTFFD P1 004107 P04 0004 Repairing Procedure CommentRudolph RednoseNo ratings yet
- Insulation WorksDocument2 pagesInsulation WorksBangkit SamosirNo ratings yet
- Certificate of Accreditation: Johnson Laboratory Accreditation, IncDocument2 pagesCertificate of Accreditation: Johnson Laboratory Accreditation, IncJonathan CastelanNo ratings yet
- QCS EP UT-01 Rev06Document21 pagesQCS EP UT-01 Rev06m_armoutiNo ratings yet
- MS 1184 TC 302C 1Document80 pagesMS 1184 TC 302C 1Abanoub HakeemNo ratings yet
- T10206-DN02-P1ZEN - 860012 FGD Capability Test Procedure - Rev 0Document13 pagesT10206-DN02-P1ZEN - 860012 FGD Capability Test Procedure - Rev 0Thắng NguyễnNo ratings yet
- HV Test KitDocument2 pagesHV Test KitKavi ManiNo ratings yet
- 100VV-TD-ITE-HS0001-00 - Lifting - Systems - CertificationsDocument2 pages100VV-TD-ITE-HS0001-00 - Lifting - Systems - CertificationsemiletoumaNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Petrochemical Complex In South Of Vietnam Tổ hợp hóa dầu Miền Nam Việt NamDocument1 pagePetrochemical Complex In South Of Vietnam Tổ hợp hóa dầu Miền Nam Việt NamLê Hồng SơnNo ratings yet
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- Itp HvacDocument4 pagesItp Hvacjacorpuz625No ratings yet
- ITP-Joint Box - FATDocument3 pagesITP-Joint Box - FATPrabhakar SvNo ratings yet
- Paut Procedure - Asme 31.3 Process PipingDocument26 pagesPaut Procedure - Asme 31.3 Process PipingKarthikeyan Ganesan100% (3)
- ITP-Joint Box - FAT PDFDocument3 pagesITP-Joint Box - FAT PDFPrabhakar SvNo ratings yet
- 7 - 01 - H - MANAGEMENT OF QUALITY OF INFORMATION MEANSDocument32 pages7 - 01 - H - MANAGEMENT OF QUALITY OF INFORMATION MEANSAsep SomantriNo ratings yet
- 4.6 TABC - Air Cooled Split Unit SystemDocument17 pages4.6 TABC - Air Cooled Split Unit SystemOsmahadzir OsrinNo ratings yet
- ASME Section V ARTICLE 16 MAGNETIC FLUX LEAKAGE (MFL) EXAMINATION-2021Document4 pagesASME Section V ARTICLE 16 MAGNETIC FLUX LEAKAGE (MFL) EXAMINATION-2021Swarup mishra0% (1)
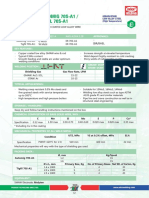
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Document1 pageAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNo ratings yet
- CWC-BookletF1 59Document1 pageCWC-BookletF1 59satnamNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocument1 pageAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNo ratings yet
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Document1 pageAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNo ratings yet
- Tiginox 385: Classification: en Iso 14343-ADocument1 pageTiginox 385: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocument1 pageAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Document1 pageAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNo ratings yet
- Tigfil Cuni: Classification: ApprovalsDocument1 pageTigfil Cuni: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocument1 pageAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNo ratings yet
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Document1 pageAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNo ratings yet
- CWC-BookletF1 15Document1 pageCWC-BookletF1 15satnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- CWC-BookletF1 17Document1 pageCWC-BookletF1 17satnamNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- CWC-BookletF1 12Document1 pageCWC-BookletF1 12satnamNo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- CWC-BookletF1 10Document1 pageCWC-BookletF1 10satnamNo ratings yet
- CWC-BookletF1 3Document1 pageCWC-BookletF1 3satnamNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Document1 pageTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- CWC-BookletF1 5Document1 pageCWC-BookletF1 5satnamNo ratings yet
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- CWC-BookletF1 4Document1 pageCWC-BookletF1 4satnamNo ratings yet
- CWC-BookletF1 2Document1 pageCWC-BookletF1 2satnamNo ratings yet
- Course Fundamental of Mechanics.Document7 pagesCourse Fundamental of Mechanics.abdullahsani0105No ratings yet
- Coulombs LawDocument22 pagesCoulombs LawSam HeartsNo ratings yet
- Electronic Structure Studies of The Spinel CoFe2O4 by X-Ray Photoelectron SpectrosDocument4 pagesElectronic Structure Studies of The Spinel CoFe2O4 by X-Ray Photoelectron SpectrosAlin DrucNo ratings yet
- Current and ResistanceDocument21 pagesCurrent and Resistancebabacan14No ratings yet
- A Centrifugal Pump Converts The Input Power To Kinetic Energy in The Liquid by Accelerating The Liquid by A Revolving DeviceDocument6 pagesA Centrifugal Pump Converts The Input Power To Kinetic Energy in The Liquid by Accelerating The Liquid by A Revolving DeviceAudrey Patrick KallaNo ratings yet
- PFC Boost Converter Design Guide - Infineon - Infineon-ApplicationNote - PFCCCMBoostConverterDesignGuide-An-V02 - 00-EnDocument31 pagesPFC Boost Converter Design Guide - Infineon - Infineon-ApplicationNote - PFCCCMBoostConverterDesignGuide-An-V02 - 00-Enkik020No ratings yet
- Electricity Revision BookletDocument35 pagesElectricity Revision BookletlozzzzzNo ratings yet
- Mellapak 250Document5 pagesMellapak 250saadashfaqNo ratings yet
- Sample 3688Document16 pagesSample 3688Anuj shuklaNo ratings yet
- Electroplating and Corrosion: Unit-4Document50 pagesElectroplating and Corrosion: Unit-4Hadis SyoumNo ratings yet
- Steady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Document5 pagesSteady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Rishav DugarNo ratings yet
- Sheet Metal-Bending Lab PresentationDocument30 pagesSheet Metal-Bending Lab PresentationHakan BilginNo ratings yet
- Unit 2 Nuclear Chemistry and Energy: EngageDocument15 pagesUnit 2 Nuclear Chemistry and Energy: EngageYana100% (1)
- 07 Fenton SimulationDocument52 pages07 Fenton SimulationAndres Pino100% (2)
- Thermal PSV Sizing MercerDocument1 pageThermal PSV Sizing MercerapgoslingNo ratings yet
- Earthing DesignDocument9 pagesEarthing DesignMuditha KarunathilakeNo ratings yet
- Instrukcja PS1 cw4Document22 pagesInstrukcja PS1 cw4verenichdanielfiNo ratings yet
- Natural Gas Dehydration With TEG 1Document20 pagesNatural Gas Dehydration With TEG 1koo_kamel4664100% (1)
- Product Information Sheet CE-1618, Methyl Palmitate/ OleateDocument2 pagesProduct Information Sheet CE-1618, Methyl Palmitate/ OleateYassine LemsyehNo ratings yet
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Document53 pagesSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Janatan ChoiNo ratings yet
- Astronomical ObservationsDocument77 pagesAstronomical ObservationsAngelica Gicom100% (1)
- Assessment # 33 (P - I) Question PaperDocument14 pagesAssessment # 33 (P - I) Question PaperAshwin KoradeNo ratings yet
- Physics 117Document34 pagesPhysics 117Bittu KumarNo ratings yet
- Chapter 7: Magnet & Magnetism: 7.0 Magnetic FieldDocument16 pagesChapter 7: Magnet & Magnetism: 7.0 Magnetic Fieldayunna ayunniNo ratings yet
- Borner Gerhard, (1993), The Early Universe Facts and FictionDocument486 pagesBorner Gerhard, (1993), The Early Universe Facts and FictionJulian MonteroNo ratings yet
- Ashrae Pocket Guide 2005 PDFDocument2 pagesAshrae Pocket Guide 2005 PDFDedi KartiwaNo ratings yet
- Structural Dynamics Assignment No. 2Document10 pagesStructural Dynamics Assignment No. 2Prayush RajbhandariNo ratings yet