
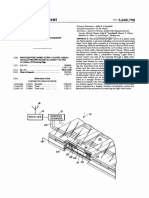
United States Patent (19) : Tributed Therein For Applying Germicidal Ultraviolet Radi
United States Patent (19) : Tributed Therein For Applying Germicidal Ultraviolet Radi
You might also like
- SH367309 Ev1.2aDocument92 pagesSH367309 Ev1.2aThien Dinh86% (7)
- MANUALDocument690 pagesMANUALNaseer Hyden100% (6)
- Problem Sheet - 1: Figure 1. Conduction Band Figure 2. Valance BandDocument2 pagesProblem Sheet - 1: Figure 1. Conduction Band Figure 2. Valance BandM DNo ratings yet
- 1 1 7 A Datasheets CompleteDocument4 pages1 1 7 A Datasheets Completeapi-276948567100% (2)
- Naszeeleb!: N: First EistDocument7 pagesNaszeeleb!: N: First Eistjai2009No ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- Articulo 8Document14 pagesArticulo 8Alexander Pozo Rosero DHNo ratings yet
- United States Patent: (10) Patent N0.: US 7,287,416 B1Document12 pagesUnited States Patent: (10) Patent N0.: US 7,287,416 B1Edith LopezNo ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- Us 4390590Document5 pagesUs 4390590Iypa LatifahNo ratings yet
- Will O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Document7 pagesWill O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Khant Wai YanNo ratings yet
- Usre31018 PDFDocument9 pagesUsre31018 PDFAnonymous hEkOZUhSNo ratings yet
- Us5836356 PDFDocument25 pagesUs5836356 PDFMarco Gonzalez100% (1)
- United States Patent (19) 11 Patent Number: 6,038,858: Mies (45) Date of Patent: Mar. 21, 2000Document14 pagesUnited States Patent (19) 11 Patent Number: 6,038,858: Mies (45) Date of Patent: Mar. 21, 2000jai2009No ratings yet
- United States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989iswantmachooNo ratings yet
- Us 56739391Document7 pagesUs 56739391Mohit PadheeNo ratings yet
- Us 5228327Document32 pagesUs 5228327Aziz FassisNo ratings yet
- United States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Document18 pagesUnited States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Teo ListNo ratings yet
- United States Patent (19Document12 pagesUnited States Patent (19Chetan DadhaniyaNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- Us 5156751Document13 pagesUs 5156751ehuss285No ratings yet
- United States Patent (10) Patent No.: US 6,578,782 B2Document10 pagesUnited States Patent (10) Patent No.: US 6,578,782 B2gabi chisNo ratings yet
- Effés: United States PatentDocument4 pagesEffés: United States PatentsivakumarNo ratings yet
- Pressureless Multi-Lane Dividing ApparatusDocument11 pagesPressureless Multi-Lane Dividing Apparatusalguna54No ratings yet
- Fuente de Alimentación 12 VoltiosDocument8 pagesFuente de Alimentación 12 VoltiosEmer nelsonNo ratings yet
- United States Patent (19) 11 Patent Number: 6,081,744: L00S (45) Date of Patent: Jun. 27, 2000Document17 pagesUnited States Patent (19) 11 Patent Number: 6,081,744: L00S (45) Date of Patent: Jun. 27, 2000danielgoba84No ratings yet
- Sistema para El Control Motores UnipolaresDocument6 pagesSistema para El Control Motores UnipolaresEmernelsonNo ratings yet
- US4858612Document14 pagesUS4858612laureanojeremiasgimenezNo ratings yet
- United States Patent: Apparatus and Method ForDocument7 pagesUnited States Patent: Apparatus and Method ForLuigi TencoNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- 1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineDocument7 pages1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineNguyen Hoang DungNo ratings yet
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Document17 pagesUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinNo ratings yet
- United States PatentDocument17 pagesUnited States PatentYusuf Gürcan ŞahinNo ratings yet
- United States Patent (19) : IchinoseDocument10 pagesUnited States Patent (19) : Ichinosejacobian18No ratings yet
- Cfox) : United States Patent (19) 11 Patent Number: 6,143,644Document8 pagesCfox) : United States Patent (19) 11 Patent Number: 6,143,644RIZA MELİH KÖKSALLINo ratings yet
- US5060765Document12 pagesUS5060765marcglebNo ratings yet
- Us5753799 PDFDocument17 pagesUs5753799 PDFDeepak DeepuNo ratings yet
- United States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDocument11 pagesUnited States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDivya ZuhraNo ratings yet
- Us 6785105Document6 pagesUs 6785105David Gihock NapituNo ratings yet
- US5323724Document11 pagesUS5323724Iuri DudinovNo ratings yet
- Welding Gun Spatter ShieldDocument10 pagesWelding Gun Spatter ShieldddvNo ratings yet
- Dry GasDocument7 pagesDry GasAnonymous QSfDsVxjZNo ratings yet
- 2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingDocument19 pages2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingCường Nguyễn QuốcNo ratings yet
- United States PatentDocument8 pagesUnited States PatentNitin DhawanNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987xyz7890No ratings yet
- United States Patent (19) : (22 Filed: May 23, 1972Document8 pagesUnited States Patent (19) : (22 Filed: May 23, 1972shaikh rehmanNo ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- 交流电源测试装置和方法Document8 pages交流电源测试装置和方法4671 WenNo ratings yet
- United States Patent (19) : Descroix Et A1Document6 pagesUnited States Patent (19) : Descroix Et A1Yanpiero BalladoresNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Jeferson MarcelinoNo ratings yet
- United States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Document16 pagesUnited States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Rumi Kai RekaNo ratings yet
- Method of Decoking of Steam Cracker Unit PDFDocument7 pagesMethod of Decoking of Steam Cracker Unit PDFMoosa NaseerNo ratings yet
- Patent of Quench TankDocument9 pagesPatent of Quench TankAbdulrahman ezzaldeenNo ratings yet
- US8136890Document16 pagesUS8136890Gopi RamuNo ratings yet
- US3765943Document7 pagesUS3765943Yanpiero BalladoresNo ratings yet
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- SR Elite, SR Aiims s60 & LTC Vaidyah Neet Grand Test - 8 Paper Key (07!04!2024)Document8 pagesSR Elite, SR Aiims s60 & LTC Vaidyah Neet Grand Test - 8 Paper Key (07!04!2024)patekariaditi30No ratings yet
- United States Patent: 72 Inventor Ray H. LeeDocument8 pagesUnited States Patent: 72 Inventor Ray H. Leekat78904No ratings yet
- (12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Document53 pages(12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Cường Nguyễn QuốcNo ratings yet
- United States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001Document10 pagesUnited States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001SelvamNo ratings yet
- Batch-Tech-Info - SilversonDocument2 pagesBatch-Tech-Info - Silversonpppppp5No ratings yet
- Del OI ERHARD Nozzle Check Valve DN80 600 enDocument18 pagesDel OI ERHARD Nozzle Check Valve DN80 600 enpppppp5No ratings yet
- Saving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER RDocument1 pageSaving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER Rpppppp5No ratings yet
- Protech Cons ProfileDocument4 pagesProtech Cons Profilepppppp5No ratings yet
- Engineered Wood ProductsDocument21 pagesEngineered Wood Productspppppp5No ratings yet
- SDFDSEFDocument3 pagesSDFDSEFpppppp5No ratings yet
- Eq Air Handling Units: With RecoolerDocument4 pagesEq Air Handling Units: With Recoolerpppppp5No ratings yet
- 07 - Nanofiltration PDFDocument8 pages07 - Nanofiltration PDFpppppp5No ratings yet
- Satake Multi S Mixer s3-s9Document16 pagesSatake Multi S Mixer s3-s9pppppp5No ratings yet
- SR Nonylphenols PDFDocument44 pagesSR Nonylphenols PDFpppppp5No ratings yet
- Recipe Supplied by Nic CatherineDocument1 pageRecipe Supplied by Nic Catherinepppppp5No ratings yet
- (Carbolic Acid) C H OH: PhenolDocument2 pages(Carbolic Acid) C H OH: Phenolpppppp5No ratings yet
- Memory and EmotionDocument4 pagesMemory and Emotionpppppp5No ratings yet
- K-FLOAT ROOF SYSTEM -內浮頂槽 PDFDocument24 pagesK-FLOAT ROOF SYSTEM -內浮頂槽 PDFpppppp5No ratings yet
- Satake Multi S Mixer s3-s9Document16 pagesSatake Multi S Mixer s3-s9pppppp5No ratings yet
- Yorkland Controls Ltd. Environmental SolutionsDocument36 pagesYorkland Controls Ltd. Environmental Solutionspppppp5No ratings yet
- Modern China: From The Proquest History Study CenterDocument18 pagesModern China: From The Proquest History Study Centerpppppp5No ratings yet
- 3skeng DatasheetDocument5 pages3skeng Datasheetpppppp5No ratings yet
- DMTA 10073 01EN - Rev - A Vanta Getting - Started International PDFDocument8 pagesDMTA 10073 01EN - Rev - A Vanta Getting - Started International PDFrimonNo ratings yet
- Eee-Viii-electrical Design Estimation and Costing 10ee81 - SolutionDocument58 pagesEee-Viii-electrical Design Estimation and Costing 10ee81 - SolutionTejas88% (8)
- Z Source Inverter Topologies-A SurveyDocument12 pagesZ Source Inverter Topologies-A SurveyViswanathanBalajiNo ratings yet
- The Micro-Inverter: Francine V. NotteDocument49 pagesThe Micro-Inverter: Francine V. Nottemanish_chaturvedi_6No ratings yet
- Beyer Dt300 HeadphonesDocument2 pagesBeyer Dt300 HeadphonesJames Joyce100% (1)
- Report Activities (Hawassa Textile SC) Week 1: Nov/09-11/2016 Weekdays ActivitiesDocument4 pagesReport Activities (Hawassa Textile SC) Week 1: Nov/09-11/2016 Weekdays ActivitiestesfuNo ratings yet
- 03srn030 03srn019 TRM Atf 2u900jabal AluDocument12 pages03srn030 03srn019 TRM Atf 2u900jabal AluRompecabezasNo ratings yet
- Analog Electronics GATE IES PSU Study Materials PDFDocument17 pagesAnalog Electronics GATE IES PSU Study Materials PDFDharmveer SinghNo ratings yet
- Kx-tg7321fx User GuideDocument60 pagesKx-tg7321fx User GuideHoria GiurgiuNo ratings yet
- Control System in Modern Refrigeration SystemsDocument9 pagesControl System in Modern Refrigeration SystemsVishal Vivek SaikiaNo ratings yet
- Modelling and Control of CCM Boost PFC Using K-Factor MethodDocument1 pageModelling and Control of CCM Boost PFC Using K-Factor Methoddivya k sNo ratings yet
- Feed-Through Terminal Block - UK 2,5 N BK - 0719100: Key Commercial DataDocument22 pagesFeed-Through Terminal Block - UK 2,5 N BK - 0719100: Key Commercial Datasherub wangdiNo ratings yet
- Physics Paper IIIDocument3 pagesPhysics Paper IIItadepalli patanjaliNo ratings yet
- Protection and Control REX640: All-In-One Protection For Any Power Distribution ApplicationDocument2 pagesProtection and Control REX640: All-In-One Protection For Any Power Distribution Applicationricardo BuitronNo ratings yet
- Monthly Report - 2101Document39 pagesMonthly Report - 2101vuduclamNo ratings yet
- Q3 General Physics W456Document6 pagesQ3 General Physics W456Elia Saph MoonNo ratings yet
- E Installation of BatteryDocument16 pagesE Installation of BatteryPrashant KadamNo ratings yet
- EVH 5150 III REAL 3 Channel and Stealth Mod PDFDocument13 pagesEVH 5150 III REAL 3 Channel and Stealth Mod PDFFelix AlmesbergerNo ratings yet
- June 2023 (v3) QP - Paper 6 CAIE Physics IGCSEDocument16 pagesJune 2023 (v3) QP - Paper 6 CAIE Physics IGCSEakyuzdamla1316No ratings yet
- 7214Document12 pages7214Dan EsentherNo ratings yet
- B1 RC18 User GuideDocument20 pagesB1 RC18 User Guideharold_anilloNo ratings yet
- Lecture07 140310Document31 pagesLecture07 140310Ramya SNo ratings yet
- VFDDocument151 pagesVFDMUHAMMAD UZAIR100% (1)
- A Car Parking Guard Circuit Using InfrarDocument12 pagesA Car Parking Guard Circuit Using InfrarAliNo ratings yet
- Tilt Sensors: Tilt Sensor Working PrincipleDocument6 pagesTilt Sensors: Tilt Sensor Working PrincipleGnanam RNo ratings yet
- 1251 DatasheetDocument2 pages1251 DatasheetemilianoNo ratings yet




































































































Download as pdf or txt
You might also like
- SH367309 Ev1.2aDocument92 pagesSH367309 Ev1.2aThien Dinh86% (7)
- MANUALDocument690 pagesMANUALNaseer Hyden100% (6)
- Problem Sheet - 1: Figure 1. Conduction Band Figure 2. Valance BandDocument2 pagesProblem Sheet - 1: Figure 1. Conduction Band Figure 2. Valance BandM DNo ratings yet
- 1 1 7 A Datasheets CompleteDocument4 pages1 1 7 A Datasheets Completeapi-276948567100% (2)
- Naszeeleb!: N: First EistDocument7 pagesNaszeeleb!: N: First Eistjai2009No ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- Articulo 8Document14 pagesArticulo 8Alexander Pozo Rosero DHNo ratings yet
- United States Patent: (10) Patent N0.: US 7,287,416 B1Document12 pagesUnited States Patent: (10) Patent N0.: US 7,287,416 B1Edith LopezNo ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- Us 4390590Document5 pagesUs 4390590Iypa LatifahNo ratings yet
- Will O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Document7 pagesWill O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Khant Wai YanNo ratings yet
- Usre31018 PDFDocument9 pagesUsre31018 PDFAnonymous hEkOZUhSNo ratings yet
- Us5836356 PDFDocument25 pagesUs5836356 PDFMarco Gonzalez100% (1)
- United States Patent (19) 11 Patent Number: 6,038,858: Mies (45) Date of Patent: Mar. 21, 2000Document14 pagesUnited States Patent (19) 11 Patent Number: 6,038,858: Mies (45) Date of Patent: Mar. 21, 2000jai2009No ratings yet
- United States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989iswantmachooNo ratings yet
- Us 56739391Document7 pagesUs 56739391Mohit PadheeNo ratings yet
- Us 5228327Document32 pagesUs 5228327Aziz FassisNo ratings yet
- United States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Document18 pagesUnited States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Teo ListNo ratings yet
- United States Patent (19Document12 pagesUnited States Patent (19Chetan DadhaniyaNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- Us 5156751Document13 pagesUs 5156751ehuss285No ratings yet
- United States Patent (10) Patent No.: US 6,578,782 B2Document10 pagesUnited States Patent (10) Patent No.: US 6,578,782 B2gabi chisNo ratings yet
- Effés: United States PatentDocument4 pagesEffés: United States PatentsivakumarNo ratings yet
- Pressureless Multi-Lane Dividing ApparatusDocument11 pagesPressureless Multi-Lane Dividing Apparatusalguna54No ratings yet
- Fuente de Alimentación 12 VoltiosDocument8 pagesFuente de Alimentación 12 VoltiosEmer nelsonNo ratings yet
- United States Patent (19) 11 Patent Number: 6,081,744: L00S (45) Date of Patent: Jun. 27, 2000Document17 pagesUnited States Patent (19) 11 Patent Number: 6,081,744: L00S (45) Date of Patent: Jun. 27, 2000danielgoba84No ratings yet
- Sistema para El Control Motores UnipolaresDocument6 pagesSistema para El Control Motores UnipolaresEmernelsonNo ratings yet
- US4858612Document14 pagesUS4858612laureanojeremiasgimenezNo ratings yet
- United States Patent: Apparatus and Method ForDocument7 pagesUnited States Patent: Apparatus and Method ForLuigi TencoNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- 1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineDocument7 pages1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineNguyen Hoang DungNo ratings yet
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Document17 pagesUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinNo ratings yet
- United States PatentDocument17 pagesUnited States PatentYusuf Gürcan ŞahinNo ratings yet
- United States Patent (19) : IchinoseDocument10 pagesUnited States Patent (19) : Ichinosejacobian18No ratings yet
- Cfox) : United States Patent (19) 11 Patent Number: 6,143,644Document8 pagesCfox) : United States Patent (19) 11 Patent Number: 6,143,644RIZA MELİH KÖKSALLINo ratings yet
- US5060765Document12 pagesUS5060765marcglebNo ratings yet
- Us5753799 PDFDocument17 pagesUs5753799 PDFDeepak DeepuNo ratings yet
- United States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDocument11 pagesUnited States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDivya ZuhraNo ratings yet
- Us 6785105Document6 pagesUs 6785105David Gihock NapituNo ratings yet
- US5323724Document11 pagesUS5323724Iuri DudinovNo ratings yet
- Welding Gun Spatter ShieldDocument10 pagesWelding Gun Spatter ShieldddvNo ratings yet
- Dry GasDocument7 pagesDry GasAnonymous QSfDsVxjZNo ratings yet
- 2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingDocument19 pages2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingCường Nguyễn QuốcNo ratings yet
- United States PatentDocument8 pagesUnited States PatentNitin DhawanNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987xyz7890No ratings yet
- United States Patent (19) : (22 Filed: May 23, 1972Document8 pagesUnited States Patent (19) : (22 Filed: May 23, 1972shaikh rehmanNo ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- 交流电源测试装置和方法Document8 pages交流电源测试装置和方法4671 WenNo ratings yet
- United States Patent (19) : Descroix Et A1Document6 pagesUnited States Patent (19) : Descroix Et A1Yanpiero BalladoresNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Jeferson MarcelinoNo ratings yet
- United States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Document16 pagesUnited States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Rumi Kai RekaNo ratings yet
- Method of Decoking of Steam Cracker Unit PDFDocument7 pagesMethod of Decoking of Steam Cracker Unit PDFMoosa NaseerNo ratings yet
- Patent of Quench TankDocument9 pagesPatent of Quench TankAbdulrahman ezzaldeenNo ratings yet
- US8136890Document16 pagesUS8136890Gopi RamuNo ratings yet
- US3765943Document7 pagesUS3765943Yanpiero BalladoresNo ratings yet
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- SR Elite, SR Aiims s60 & LTC Vaidyah Neet Grand Test - 8 Paper Key (07!04!2024)Document8 pagesSR Elite, SR Aiims s60 & LTC Vaidyah Neet Grand Test - 8 Paper Key (07!04!2024)patekariaditi30No ratings yet
- United States Patent: 72 Inventor Ray H. LeeDocument8 pagesUnited States Patent: 72 Inventor Ray H. Leekat78904No ratings yet
- (12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Document53 pages(12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Cường Nguyễn QuốcNo ratings yet
- United States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001Document10 pagesUnited States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001SelvamNo ratings yet
- Batch-Tech-Info - SilversonDocument2 pagesBatch-Tech-Info - Silversonpppppp5No ratings yet
- Del OI ERHARD Nozzle Check Valve DN80 600 enDocument18 pagesDel OI ERHARD Nozzle Check Valve DN80 600 enpppppp5No ratings yet
- Saving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER RDocument1 pageSaving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER Rpppppp5No ratings yet
- Protech Cons ProfileDocument4 pagesProtech Cons Profilepppppp5No ratings yet
- Engineered Wood ProductsDocument21 pagesEngineered Wood Productspppppp5No ratings yet
- SDFDSEFDocument3 pagesSDFDSEFpppppp5No ratings yet
- Eq Air Handling Units: With RecoolerDocument4 pagesEq Air Handling Units: With Recoolerpppppp5No ratings yet
- 07 - Nanofiltration PDFDocument8 pages07 - Nanofiltration PDFpppppp5No ratings yet
- Satake Multi S Mixer s3-s9Document16 pagesSatake Multi S Mixer s3-s9pppppp5No ratings yet
- SR Nonylphenols PDFDocument44 pagesSR Nonylphenols PDFpppppp5No ratings yet
- Recipe Supplied by Nic CatherineDocument1 pageRecipe Supplied by Nic Catherinepppppp5No ratings yet
- (Carbolic Acid) C H OH: PhenolDocument2 pages(Carbolic Acid) C H OH: Phenolpppppp5No ratings yet
- Memory and EmotionDocument4 pagesMemory and Emotionpppppp5No ratings yet
- K-FLOAT ROOF SYSTEM -內浮頂槽 PDFDocument24 pagesK-FLOAT ROOF SYSTEM -內浮頂槽 PDFpppppp5No ratings yet
- Satake Multi S Mixer s3-s9Document16 pagesSatake Multi S Mixer s3-s9pppppp5No ratings yet
- Yorkland Controls Ltd. Environmental SolutionsDocument36 pagesYorkland Controls Ltd. Environmental Solutionspppppp5No ratings yet
- Modern China: From The Proquest History Study CenterDocument18 pagesModern China: From The Proquest History Study Centerpppppp5No ratings yet
- 3skeng DatasheetDocument5 pages3skeng Datasheetpppppp5No ratings yet
- DMTA 10073 01EN - Rev - A Vanta Getting - Started International PDFDocument8 pagesDMTA 10073 01EN - Rev - A Vanta Getting - Started International PDFrimonNo ratings yet
- Eee-Viii-electrical Design Estimation and Costing 10ee81 - SolutionDocument58 pagesEee-Viii-electrical Design Estimation and Costing 10ee81 - SolutionTejas88% (8)
- Z Source Inverter Topologies-A SurveyDocument12 pagesZ Source Inverter Topologies-A SurveyViswanathanBalajiNo ratings yet
- The Micro-Inverter: Francine V. NotteDocument49 pagesThe Micro-Inverter: Francine V. Nottemanish_chaturvedi_6No ratings yet
- Beyer Dt300 HeadphonesDocument2 pagesBeyer Dt300 HeadphonesJames Joyce100% (1)
- Report Activities (Hawassa Textile SC) Week 1: Nov/09-11/2016 Weekdays ActivitiesDocument4 pagesReport Activities (Hawassa Textile SC) Week 1: Nov/09-11/2016 Weekdays ActivitiestesfuNo ratings yet
- 03srn030 03srn019 TRM Atf 2u900jabal AluDocument12 pages03srn030 03srn019 TRM Atf 2u900jabal AluRompecabezasNo ratings yet
- Analog Electronics GATE IES PSU Study Materials PDFDocument17 pagesAnalog Electronics GATE IES PSU Study Materials PDFDharmveer SinghNo ratings yet
- Kx-tg7321fx User GuideDocument60 pagesKx-tg7321fx User GuideHoria GiurgiuNo ratings yet
- Control System in Modern Refrigeration SystemsDocument9 pagesControl System in Modern Refrigeration SystemsVishal Vivek SaikiaNo ratings yet
- Modelling and Control of CCM Boost PFC Using K-Factor MethodDocument1 pageModelling and Control of CCM Boost PFC Using K-Factor Methoddivya k sNo ratings yet
- Feed-Through Terminal Block - UK 2,5 N BK - 0719100: Key Commercial DataDocument22 pagesFeed-Through Terminal Block - UK 2,5 N BK - 0719100: Key Commercial Datasherub wangdiNo ratings yet
- Physics Paper IIIDocument3 pagesPhysics Paper IIItadepalli patanjaliNo ratings yet
- Protection and Control REX640: All-In-One Protection For Any Power Distribution ApplicationDocument2 pagesProtection and Control REX640: All-In-One Protection For Any Power Distribution Applicationricardo BuitronNo ratings yet
- Monthly Report - 2101Document39 pagesMonthly Report - 2101vuduclamNo ratings yet
- Q3 General Physics W456Document6 pagesQ3 General Physics W456Elia Saph MoonNo ratings yet
- E Installation of BatteryDocument16 pagesE Installation of BatteryPrashant KadamNo ratings yet
- EVH 5150 III REAL 3 Channel and Stealth Mod PDFDocument13 pagesEVH 5150 III REAL 3 Channel and Stealth Mod PDFFelix AlmesbergerNo ratings yet
- June 2023 (v3) QP - Paper 6 CAIE Physics IGCSEDocument16 pagesJune 2023 (v3) QP - Paper 6 CAIE Physics IGCSEakyuzdamla1316No ratings yet
- 7214Document12 pages7214Dan EsentherNo ratings yet
- B1 RC18 User GuideDocument20 pagesB1 RC18 User Guideharold_anilloNo ratings yet
- Lecture07 140310Document31 pagesLecture07 140310Ramya SNo ratings yet
- VFDDocument151 pagesVFDMUHAMMAD UZAIR100% (1)
- A Car Parking Guard Circuit Using InfrarDocument12 pagesA Car Parking Guard Circuit Using InfrarAliNo ratings yet
- Tilt Sensors: Tilt Sensor Working PrincipleDocument6 pagesTilt Sensors: Tilt Sensor Working PrincipleGnanam RNo ratings yet
- 1251 DatasheetDocument2 pages1251 DatasheetemilianoNo ratings yet