Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- 4200 Wet Sump - Engine OverhaulDocument0 pages4200 Wet Sump - Engine Overhaulaiigee100% (9)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- AerodyDocument7 pagesAerodyJecah Angelu S. SaquianNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Aerody Quizlet 489Document62 pagesAerody Quizlet 489Jecah Angelu S. SaquianNo ratings yet
- Powerplant Quizlet 492Document63 pagesPowerplant Quizlet 492Jecah Angelu S. SaquianNo ratings yet
- Aerodynamics Mock Exams 2017Document4 pagesAerodynamics Mock Exams 2017Jecah Angelu S. SaquianNo ratings yet
- Aerodynamics Mock Exams 2017Document4 pagesAerodynamics Mock Exams 2017Jecah Angelu S. SaquianNo ratings yet
- Aerodynamics Midterm Exam #1Document86 pagesAerodynamics Midterm Exam #1Jecah Angelu S. SaquianNo ratings yet
- Kinetic and Potential Energy WorksheetDocument4 pagesKinetic and Potential Energy WorksheetMIKALA DANTLEY50% (2)
- Aeronautical Engineering Review Course 201 6: Answer Key - Aircraft Structures and DesignDocument4 pagesAeronautical Engineering Review Course 201 6: Answer Key - Aircraft Structures and DesignJecah Angelu S. SaquianNo ratings yet
- Aerody QuizletDocument62 pagesAerody QuizletJecah Angelu S. SaquianNo ratings yet
- 5-Aircraft Fabric Covering TextDocument2 pages5-Aircraft Fabric Covering TextJecah Angelu S. SaquianNo ratings yet
- Ac Design QsDocument5 pagesAc Design QsJecah Angelu S. SaquianNo ratings yet
- Aerody QuestionsDocument8 pagesAerody QuestionsJecah Angelu S. SaquianNo ratings yet
- 3-Wood, Composite, and Transparent Plastic Structures TEXTDocument10 pages3-Wood, Composite, and Transparent Plastic Structures TEXTJecah Angelu S. SaquianNo ratings yet
- Sample AerodynamicsDocument4 pagesSample AerodynamicsJecah Angelu S. SaquianNo ratings yet
- Aerody QuestionsDocument8 pagesAerody QuestionsJecah Angelu S. SaquianNo ratings yet
- OPSS 791 Nov2014Document6 pagesOPSS 791 Nov2014Muhammad UmarNo ratings yet
- Neles Trunnion Ball Valve Series D Datasheet 0Document10 pagesNeles Trunnion Ball Valve Series D Datasheet 03256230788No ratings yet
- 99500-36130-03E DL650 - 03E SERVICE MANUAL 2003. 11. 10 For PS PrintingDocument10 pages99500-36130-03E DL650 - 03E SERVICE MANUAL 2003. 11. 10 For PS PrintingMARISOLNo ratings yet
- Worksheet 4Document3 pagesWorksheet 4Tasneem NaveedNo ratings yet
- Fuzzy Finite Element MethodDocument14 pagesFuzzy Finite Element Methodamitu2bmineNo ratings yet
- M18 Onefhiwf34Document3 pagesM18 Onefhiwf34winduNo ratings yet
- Lecture 1 WeldingDocument4 pagesLecture 1 WeldingSreejith MenonNo ratings yet
- Tubos Huecos Seccion Cuadrada - PROTUBSADocument56 pagesTubos Huecos Seccion Cuadrada - PROTUBSACarlos Di Perna AriniNo ratings yet
- 57BYGH Series: Hybrid Stepper MotorDocument2 pages57BYGH Series: Hybrid Stepper MotorFernando GómezNo ratings yet
- Edm ReportDocument25 pagesEdm ReportPablo Contreras100% (1)
- Saintgits College of Engineering (Autonomous) : (Answer All Questions. Each Question Carries 3 Marks)Document3 pagesSaintgits College of Engineering (Autonomous) : (Answer All Questions. Each Question Carries 3 Marks)JASON CHERIAN MENo ratings yet
- Physics 71Document9 pagesPhysics 71hinata somaNo ratings yet
- O CF Notes AnswersDocument39 pagesO CF Notes AnswersEntertainment GamingNo ratings yet
- Section - III, Pipe SupportsDocument2 pagesSection - III, Pipe SupportspalluraviNo ratings yet
- NEET Physics NotesDocument1,654 pagesNEET Physics NotesNEELMANI100% (1)
- Design of A Wall-Climbing Robot With Passive Suction Cups PDFDocument3 pagesDesign of A Wall-Climbing Robot With Passive Suction Cups PDFsrcembeddedNo ratings yet
- Feedforward ControlDocument73 pagesFeedforward ControlsathyaNo ratings yet
- Mec205 Manufacturing TechnologyDocument6 pagesMec205 Manufacturing TechnologyDeedar SinghNo ratings yet
- MET 350 Hw2-Transfer Function-12WDocument2 pagesMET 350 Hw2-Transfer Function-12Wcrwilliams654No ratings yet
- Ata - 49 - Apu - Garrett - Allied - Signal 131-9aDocument160 pagesAta - 49 - Apu - Garrett - Allied - Signal 131-9aStefan Gergenenov100% (1)
- Heidolph Rotary Evaporators CatalogDocument15 pagesHeidolph Rotary Evaporators CatalogMuhammad AminNo ratings yet
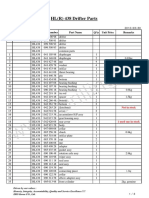
- WWW - Drilling.Kr: HL (R) 438 Drifter PartsDocument3 pagesWWW - Drilling.Kr: HL (R) 438 Drifter PartsRussell HayesNo ratings yet
- Advanced Control Design For Wind Turbines, Part I Control Design, Implementation and Initial Tests - Wright Et Al (NREL 2008) PDFDocument148 pagesAdvanced Control Design For Wind Turbines, Part I Control Design, Implementation and Initial Tests - Wright Et Al (NREL 2008) PDFdpshepherdNo ratings yet
- Condensate and Feed Water CycleDocument14 pagesCondensate and Feed Water CycleRohit KumarNo ratings yet
- Lignocellulosic Bioethanol Production From Banana PseudostemDocument6 pagesLignocellulosic Bioethanol Production From Banana PseudostemVeronica MangundayaoNo ratings yet
- Mining Hose - Hard Wall Range (808) : Excellent Minerals SolutionsDocument2 pagesMining Hose - Hard Wall Range (808) : Excellent Minerals Solutionshiram89No ratings yet
- A Comparative Study of Seismic Strengthening-BracingDocument11 pagesA Comparative Study of Seismic Strengthening-BracingH S Vishwanath ShastryNo ratings yet