Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- TDI Extended Range and Trimix KQDocument29 pagesTDI Extended Range and Trimix KQTiago rNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The in Uence of Residence Time Distribution On Continuous-Flow PolymerizationDocument7 pagesThe in Uence of Residence Time Distribution On Continuous-Flow PolymerizationNorma JenarezNo ratings yet
- Characterization of Milli-And Microflow Reactors: Mixing Efficiency and Residence Time DistributionDocument16 pagesCharacterization of Milli-And Microflow Reactors: Mixing Efficiency and Residence Time DistributionNorma JenarezNo ratings yet
- In Uence of Denitrification Reactor Retention Time Distribution (RTD) On Dissolved Oxygen Control and Nitrogen Removal Ef FiciencyDocument7 pagesIn Uence of Denitrification Reactor Retention Time Distribution (RTD) On Dissolved Oxygen Control and Nitrogen Removal Ef FiciencyNorma JenarezNo ratings yet
- Mren 201700031Document16 pagesMren 201700031Norma JenarezNo ratings yet
- Residence Time Distribution Study of A Living/Controlled Radical Miniemulsion Polymerization System in A Continuous Tubular ReactorDocument12 pagesResidence Time Distribution Study of A Living/Controlled Radical Miniemulsion Polymerization System in A Continuous Tubular ReactorNorma JenarezNo ratings yet
- Modeling of The Residence Time Distribution and Application of The Continuous Two Impinging Streams Reactor in Liquid-Liquid ReactionsDocument6 pagesModeling of The Residence Time Distribution and Application of The Continuous Two Impinging Streams Reactor in Liquid-Liquid ReactionsNorma JenarezNo ratings yet
- Disomma 2012Document7 pagesDisomma 2012Norma JenarezNo ratings yet
- Catalytic Dehydration of Methanol To DimDocument8 pagesCatalytic Dehydration of Methanol To DimNorma JenarezNo ratings yet
- Optimal Design of Intensified Processes For DME SynthesisDocument30 pagesOptimal Design of Intensified Processes For DME SynthesisNorma JenarezNo ratings yet
- Manufacture Yogurt. Optimal Conditions and Kinetics The Prefermentation ProcessDocument19 pagesManufacture Yogurt. Optimal Conditions and Kinetics The Prefermentation ProcessNorma JenarezNo ratings yet
- Das Et Al-2011-International Journal of Chemical Kinetics PDFDocument9 pagesDas Et Al-2011-International Journal of Chemical Kinetics PDFNorma JenarezNo ratings yet
- Survival of Streptococcus Thermophilus and Lactobacillus Bulgaricus in Commercial and Experimental YogurtsDocument6 pagesSurvival of Streptococcus Thermophilus and Lactobacillus Bulgaricus in Commercial and Experimental YogurtsNorma JenarezNo ratings yet
- The Production of Set-Type-Bio-Yoghurt With Commercial Probiotic CultureDocument7 pagesThe Production of Set-Type-Bio-Yoghurt With Commercial Probiotic CultureNorma JenarezNo ratings yet
- Level 3 Unit 1Document32 pagesLevel 3 Unit 1Norma JenarezNo ratings yet
- Flares & VentsDocument29 pagesFlares & VentsSonu Kaka KakaNo ratings yet
- TEG-Dehydration Mass and Energy BalanceDocument137 pagesTEG-Dehydration Mass and Energy BalanceIgnatius Adriel WijayaNo ratings yet
- Soal Latihan UjianDocument49 pagesSoal Latihan UjianBayu AjipNo ratings yet
- Amine Gas TreatingDocument4 pagesAmine Gas TreatingCaesar KinantiNo ratings yet
- Oxygen Nitrogen PlantDocument23 pagesOxygen Nitrogen PlantHENRY100% (2)
- Copeland LubricantsDocument2 pagesCopeland LubricantsDanLorenaNo ratings yet
- Mass BalanceDocument8 pagesMass BalanceShiraz NajatNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Knowledge BaseDocument5 pagesKnowledge BasegirishrajsNo ratings yet
- Cryogenic GrindingDocument22 pagesCryogenic GrindingSyed RizwanNo ratings yet
- 1 s2.0 S0376738897002573 MainDocument23 pages1 s2.0 S0376738897002573 MainJenni ArdiferraNo ratings yet
- OBTENCION DE EthyleneDocument2 pagesOBTENCION DE Ethyleneestefanymoya7No ratings yet
- Cylinder Safety Poster (ID 801089) 042019 B2 500x700mmDocument1 pageCylinder Safety Poster (ID 801089) 042019 B2 500x700mmChris TeohNo ratings yet
- A Guide To FLNGDocument6 pagesA Guide To FLNGRobert WatersNo ratings yet
- Turbo Tutorial 7Document32 pagesTurbo Tutorial 7Chad HuntNo ratings yet
- Center of Mass H2ODocument1 pageCenter of Mass H2Ovjsternh0% (2)
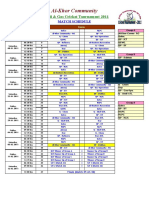
- Al-Khor Community: 8th Oil & Gas Cricket Tournament 2011Document9 pagesAl-Khor Community: 8th Oil & Gas Cricket Tournament 2011swa.deepakNo ratings yet
- Learnnext Q&A: Three Gases (8.00 G of Methane, CH4, 18.0 G of Ethane, C2H6, and An Unknown Amount Of..Document8 pagesLearnnext Q&A: Three Gases (8.00 G of Methane, CH4, 18.0 G of Ethane, C2H6, and An Unknown Amount Of..squidblitzNo ratings yet
- Basic LNG Training: Presented By: Saurabh Girdhar Head, Marine Division. Ganpat UniversityDocument85 pagesBasic LNG Training: Presented By: Saurabh Girdhar Head, Marine Division. Ganpat UniversityVu Duc NguyenNo ratings yet
- Chapter 5: Fuels and Combustion: ProblemsDocument21 pagesChapter 5: Fuels and Combustion: ProblemsJonasNo ratings yet
- Q3. Urea ProductionDocument2 pagesQ3. Urea ProductionTusharNo ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesJitendra UmaraliyaNo ratings yet
- Cylinder Valve Connections DIN BS CGA 1Document3 pagesCylinder Valve Connections DIN BS CGA 1Ed HernandezNo ratings yet
- Gas Cylinder RecordDocument2 pagesGas Cylinder RecordGaurav MaithilNo ratings yet
- Fuel and Combustion in A FurnaceDocument19 pagesFuel and Combustion in A FurnaceKing Cyruz PabloNo ratings yet
- Starting Stopping of ASUDocument4 pagesStarting Stopping of ASUJaydip GainNo ratings yet
- Liquid Nitrogen ProcedureDocument3 pagesLiquid Nitrogen ProcedureSandeep ShettyNo ratings yet
- Process and Technological Aspects of MunDocument15 pagesProcess and Technological Aspects of MunsumitrochakrabortiNo ratings yet
- Modular Air Separation PlantsDocument7 pagesModular Air Separation PlantsMojtabaNo ratings yet