Download as pdf or txt
You might also like
- Mauser M96& m98Document129 pagesMauser M96& m98makinerk100% (1)
- Jan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFDocument358 pagesJan Klingelnberg (Eds.) - Bevel Gear - Fundamentals and Applications-Springer Vieweg (2016) PDFHenry León Henao80% (5)
- Geometric Knit Blankets: 30 Innovative and Fun-to-Knit DesignsFrom EverandGeometric Knit Blankets: 30 Innovative and Fun-to-Knit DesignsRating: 5 out of 5 stars5/5 (2)
- 1NZ-FE Engine Description PDFDocument17 pages1NZ-FE Engine Description PDFjuanNo ratings yet
- Motor Daf-CE-PE-XE-Engine PDFDocument418 pagesMotor Daf-CE-PE-XE-Engine PDFjuan57% (7)
- Heavy Machine Gun CrewmanDocument145 pagesHeavy Machine Gun CrewmanUnited States Militia100% (5)
- Cummins 4B-4BT-4BTA3.9 Engine Parts Catalog, V16 (237945) 1998 ConstructionDocument203 pagesCummins 4B-4BT-4BTA3.9 Engine Parts Catalog, V16 (237945) 1998 Constructionjuan100% (5)
- Page 1 of 21 Designing Parametric Bevel Gears With Catia V5Document21 pagesPage 1 of 21 Designing Parametric Bevel Gears With Catia V53pherNo ratings yet
- Screw and Nut DataDocument5 pagesScrew and Nut Dataviveksubu.95No ratings yet
- Optimization of Simplified Grinding WheeDocument20 pagesOptimization of Simplified Grinding WheeDhandapani VNo ratings yet
- Fy Smcs-1 Q. Bank Sem 1 2023-24Document12 pagesFy Smcs-1 Q. Bank Sem 1 2023-24raju.sharmqNo ratings yet
- Grinding Force and Feed in Grinding The Spring End: Jingen Huang Fuqiang YingDocument3 pagesGrinding Force and Feed in Grinding The Spring End: Jingen Huang Fuqiang YingJohn KNo ratings yet
- Tech D (107-154)Document48 pagesTech D (107-154)Alejandro CouceiroNo ratings yet
- M. Fontaine, A. Devillez, A. Moufki, D. DudzinskiDocument14 pagesM. Fontaine, A. Devillez, A. Moufki, D. DudzinskiOscar RamónNo ratings yet
- CASE1BDocument3 pagesCASE1Bigualdi53No ratings yet
- ME-311 Machine Design - Lecture 5Document17 pagesME-311 Machine Design - Lecture 5Muhammad Zun Nooren BangashNo ratings yet
- NC Maching Efficiency For Marine Propellers Kuo2002Document7 pagesNC Maching Efficiency For Marine Propellers Kuo2002장영훈No ratings yet
- Research On The Cutting Mechanism of Cylindrical Gear Power SkivingDocument10 pagesResearch On The Cutting Mechanism of Cylindrical Gear Power SkivingRZW RNo ratings yet
- Bending Tools RF-A English - OriginalDocument116 pagesBending Tools RF-A English - OriginalGunnie PandherNo ratings yet
- Lecture 2 Screws and FastenersDocument155 pagesLecture 2 Screws and FastenersVASUDEV SINGH SENGARNo ratings yet
- MD(21ME63)NCR-3Document85 pagesMD(21ME63)NCR-3varungowdaks17No ratings yet
- BE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaDocument17 pagesBE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaPrabhakara Rao PeekaNo ratings yet
- Lathe Tooling: Automated Machining Adv. MMPDocument23 pagesLathe Tooling: Automated Machining Adv. MMPShashi YadavNo ratings yet
- TurningDocument10 pagesTurningShanmugam BalasubramaniamNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument36 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet
- Milling 2Document5 pagesMilling 2stolen mechieducNo ratings yet
- D Ch-4 LatheDocument81 pagesD Ch-4 LatheNimish JoshiNo ratings yet
- Disk Tool For Machining A Conical Screw Surface: N. A. Chemborisov, V. B. Stupko, and D. N. LarionovDocument3 pagesDisk Tool For Machining A Conical Screw Surface: N. A. Chemborisov, V. B. Stupko, and D. N. LarionovMoqaNo ratings yet
- Catia V5 - Tutorial-Worm PDFDocument6 pagesCatia V5 - Tutorial-Worm PDFNguyen Van LyNo ratings yet
- LatheDocument55 pagesLatheYuvraaj SinghNo ratings yet
- Insert Shape ... : R S C T DDocument11 pagesInsert Shape ... : R S C T DskidamdnevnoNo ratings yet
- Ch-4 LatheDocument98 pagesCh-4 LathePARESHNo ratings yet
- Bystronic ToolsDocument88 pagesBystronic Toolsandre100% (1)
- Field Guide To Optical FabricationDocument4 pagesField Guide To Optical FabricationlantordoNo ratings yet
- Type 37Fsb: Balanced Fully Split SealDocument6 pagesType 37Fsb: Balanced Fully Split SealKantakuzinNo ratings yet
- ME338 - Lecture 4 - Shaping-TurningDocument11 pagesME338 - Lecture 4 - Shaping-TurningVarun PathakNo ratings yet
- 3.0 RIVETED JOINTS - Eccentric LoadingDocument9 pages3.0 RIVETED JOINTS - Eccentric Loadingbutukiprop68372No ratings yet
- Tension Member: 5.1 Types of Tension MembersDocument6 pagesTension Member: 5.1 Types of Tension MembersbaizubirajiNo ratings yet
- Ch-4 LatheDocument103 pagesCh-4 LatheSachin SinghNo ratings yet
- Content PDF 1Document15 pagesContent PDF 1jesbmnNo ratings yet
- Fitter ObjectiveDocument7 pagesFitter Objectiveசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- 112 - Dwi Rizky Rosilila - UNIT3 - EssayDocument11 pages112 - Dwi Rizky Rosilila - UNIT3 - EssayDwi Rizky RosililaNo ratings yet
- Screw Threads & Gear MeasurementsDocument49 pagesScrew Threads & Gear MeasurementsManvendra Pratap Singh BishtNo ratings yet
- 11 Threadings UpdDocument33 pages11 Threadings UpdMarco RicardNo ratings yet
- Openergo: A Self-Build Rowing Machine For More Details Go ToDocument7 pagesOpenergo: A Self-Build Rowing Machine For More Details Go ToRaffaele RizziNo ratings yet
- Power - Screw (Compatibility Mode)Document37 pagesPower - Screw (Compatibility Mode)Satyajit RoyNo ratings yet
- Tenova TAKRAF Apron Feeders: Optimal Solutions For Mining, Materials Handling and ProcessingDocument6 pagesTenova TAKRAF Apron Feeders: Optimal Solutions For Mining, Materials Handling and ProcessingJorge Prado DiazNo ratings yet
- Lecture-04-Mechanics of Metal CuttingDocument33 pagesLecture-04-Mechanics of Metal CuttingAkoto BlessNo ratings yet
- Linear GuideDocument1,539 pagesLinear Guidered_shobo_85No ratings yet
- Apron Feeders GermanyDocument6 pagesApron Feeders Germanyricha-BNo ratings yet
- Shaft Design LongDocument5 pagesShaft Design LongAmeeh TorionNo ratings yet
- Design of Joints (Cotter + Knuckle) PDFDocument80 pagesDesign of Joints (Cotter + Knuckle) PDFDhruv PancholiNo ratings yet
- Vijcane Veze MiltenovicDocument38 pagesVijcane Veze MiltenovicSmolovic SrdjanNo ratings yet
- Week 3-4 CouplingDocument32 pagesWeek 3-4 CouplingMuhammad Mudassar IlyasNo ratings yet
- Lathe Unit IIDocument52 pagesLathe Unit IISajailslhuti JilluNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Manual KrsDocument203 pagesManual Krsjuan100% (1)
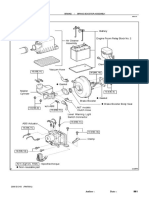
- Brake Booster Assembly ComponentsDocument1 pageBrake Booster Assembly ComponentsjuanNo ratings yet
- Kobelco Sk210-6e Sk210lc-6e Sk210nlc-6e Excavator Parts ManualDocument738 pagesKobelco Sk210-6e Sk210lc-6e Sk210nlc-6e Excavator Parts Manualjuan100% (1)
- Kobelco Sk70sr-1e Excavator Parts ManualDocument956 pagesKobelco Sk70sr-1e Excavator Parts Manualjuan100% (1)
- Removal: Torx Screw Screw CaseDocument2 pagesRemoval: Torx Screw Screw CasejuanNo ratings yet
- Brake Booster Assembly On Vehicule InspectionDocument1 pageBrake Booster Assembly On Vehicule InspectionjuanNo ratings yet
- Fiat Allis Scraper Model 161 Parts Manual Pca 4.020Document291 pagesFiat Allis Scraper Model 161 Parts Manual Pca 4.020juanNo ratings yet
- Tilt Steering Column ReassemblyDocument2 pagesTilt Steering Column ReassemblyjuanNo ratings yet
- Tilt Steering Column ComponentsDocument2 pagesTilt Steering Column ComponentsjuanNo ratings yet
- Tilt Steering Column InspectionDocument1 pageTilt Steering Column InspectionjuanNo ratings yet
- Axial Piston Pump Bosch Rexroth A10VG PDFDocument60 pagesAxial Piston Pump Bosch Rexroth A10VG PDFjuan100% (11)
- Troubleshooting: Problem Symptoms TableDocument1 pageTroubleshooting: Problem Symptoms TablejuanNo ratings yet
- Toyota Engine 4E FE 5E FE PDFDocument128 pagesToyota Engine 4E FE 5E FE PDFOscar David AntezanaNo ratings yet
- Location: Engine Room Relay Block D Dome FuseDocument1 pageLocation: Engine Room Relay Block D Dome FusejuanNo ratings yet
- Audio System DescrptionDocument3 pagesAudio System DescrptionjuanNo ratings yet
- 1NZ-FE Engine Control System PDFDocument12 pages1NZ-FE Engine Control System PDFjuan50% (2)
- Hyundai Dash 9 Posi Nega Sytem PDFDocument70 pagesHyundai Dash 9 Posi Nega Sytem PDFjuan100% (2)
- Laporan Magang Minggu Ke 2Document2 pagesLaporan Magang Minggu Ke 2Moh Ikmal AssidiqNo ratings yet
- Manual Chucks DURO-T: Wedge Bar Principle, With Jaw SafeguardDocument12 pagesManual Chucks DURO-T: Wedge Bar Principle, With Jaw SafeguardIlya FuksmanNo ratings yet
- On Single Point Tool Geometry: Indian Institute of Technology DelhiDocument16 pagesOn Single Point Tool Geometry: Indian Institute of Technology DelhiDhananjay PatwariNo ratings yet
- 2773 - York YSCA 08 M PDFDocument40 pages2773 - York YSCA 08 M PDFEssam GazeyNo ratings yet
- FlowOrientation CaliforniaValvesDocument2 pagesFlowOrientation CaliforniaValvesangelica.moraNo ratings yet
- Automatic Transmission Problems and SolutionsDocument3 pagesAutomatic Transmission Problems and SolutionsMakuetewo EmmanuelNo ratings yet
- Transmission Hydraulic Controls: Removal and InstallationDocument2 pagesTransmission Hydraulic Controls: Removal and Installationait mimouneNo ratings yet
- Retrieval Tool: Operation and Maintenance ManualDocument21 pagesRetrieval Tool: Operation and Maintenance ManualM. ade Dwi MaesandiNo ratings yet
- Exam PPT Year1 2017 - PAPER 1Document5 pagesExam PPT Year1 2017 - PAPER 1Bell MarxNo ratings yet
- Ab Brass IveDocument4 pagesAb Brass IvejengandxbNo ratings yet
- Sai Ram RecordDocument68 pagesSai Ram RecordJoyNo ratings yet
- FittingDocument9 pagesFittingLokender SinghNo ratings yet
- List of Permissible Controlled and Prohibited Items 8 June 2020Document15 pagesList of Permissible Controlled and Prohibited Items 8 June 2020PetrovNo ratings yet
- Fleck 3150 Downflow: Service ManualDocument40 pagesFleck 3150 Downflow: Service ManualLund2016No ratings yet
- Machine GuardingDocument54 pagesMachine GuardingAbderrahmane LarbiNo ratings yet
- Codigos de Falla Sd2500Document22 pagesCodigos de Falla Sd2500Pedro AvilanNo ratings yet
- Chapter 7 Shaper Operation-1Document22 pagesChapter 7 Shaper Operation-1علاءإدريسNo ratings yet
- Panasonic VRF AHU Catalog 190626 Lo-ResDocument11 pagesPanasonic VRF AHU Catalog 190626 Lo-ResAri NugrohoNo ratings yet
- ALIEN Starter Set Card FrontsDocument59 pagesALIEN Starter Set Card FrontsSte Mackenzie-Hawkins100% (1)
- AR15 Parts AssemblyDocument10 pagesAR15 Parts Assemblykolas hernandez100% (1)
- TT-350G SeriesDocument9 pagesTT-350G SeriescoronaqcNo ratings yet
- Ac 04Document1 pageAc 04Ajit ShettyNo ratings yet
- Design of Machine ElementsDocument104 pagesDesign of Machine ElementsMuhammed Ali ASNo ratings yet
- Science: Quarter 3 - Module 3: Simple MachinesDocument17 pagesScience: Quarter 3 - Module 3: Simple MachinesAlma Cecilia Quiao0% (1)
- Q Paper TOM-I MSE-2 (B)Document1 pageQ Paper TOM-I MSE-2 (B)Surjit Kumar GandhiNo ratings yet
- The Thermostatic Expansion ValveDocument2 pagesThe Thermostatic Expansion ValveMark Anthony Sibayan100% (1)
- Equivalent Length of Pipe Bends, Valves, and FiltersDocument1 pageEquivalent Length of Pipe Bends, Valves, and FiltersEdu CordonNo ratings yet
- Sisu Drive Gear Mp330dg Maintenance ManualDocument23 pagesSisu Drive Gear Mp330dg Maintenance Manualjose hilberto Chero reynosoNo ratings yet