Download as pdf or txt
You might also like
- Grade 8.8 Bolt Loading Capacities TableDocument2 pagesGrade 8.8 Bolt Loading Capacities TableVijai Shankar SinghNo ratings yet
- Lenovo Y720-15IKB LCFC DY510 - DY511 NM-B163 Rev 1.0 Схема PDFDocument75 pagesLenovo Y720-15IKB LCFC DY510 - DY511 NM-B163 Rev 1.0 Схема PDFoscar0% (1)
- Baird Mounting Systems KaBand Sate 89D2B3E149561 PDFDocument50 pagesBaird Mounting Systems KaBand Sate 89D2B3E149561 PDFOmar AlcantaraNo ratings yet
- Technology Development For Hardfacing ofDocument2 pagesTechnology Development For Hardfacing ofabraham silva hernandezNo ratings yet
- SMT Recommendations For SMT Assembly by MicronDocument4 pagesSMT Recommendations For SMT Assembly by Micronsmtdrkd100% (1)
- Metal Cutting QuestionsDocument65 pagesMetal Cutting QuestionsPratik DhandeNo ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Bolted Flange Thickness CalculationDocument6 pagesBolted Flange Thickness Calculationshazan0% (1)
- Weld Length - CheckDocument8 pagesWeld Length - CheckrishiNo ratings yet
- MFG Eng IIDocument163 pagesMFG Eng IIwabdushukurNo ratings yet
- Cubitron II: Precision-Shaped Grain (PSG) Turns The Concept of Gear Grinding Upside DownDocument7 pagesCubitron II: Precision-Shaped Grain (PSG) Turns The Concept of Gear Grinding Upside DowngrazianogirottoNo ratings yet
- Beam CheckDocument8 pagesBeam CheckDigambar JadhavNo ratings yet
- Brosur PT KJ 2020-1Document21 pagesBrosur PT KJ 2020-1fikri raissanugrahaNo ratings yet
- Mechanical Properties of Laminated Rubber Bearings For Three-Dimensional Seismic IsolationDocument8 pagesMechanical Properties of Laminated Rubber Bearings For Three-Dimensional Seismic IsolationOzan BeyNo ratings yet
- YAN01 Tube BendingDocument7 pagesYAN01 Tube BendingAlejandroNo ratings yet
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- CKB TDSDocument2 pagesCKB TDSmonik manuelNo ratings yet
- Me 305 - 04Document20 pagesMe 305 - 04me210003069No ratings yet
- Ultimaker PC: Technical Data SheetDocument3 pagesUltimaker PC: Technical Data SheetFelipe TeixeiraNo ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Module-1, L-6 & 7Document15 pagesModule-1, L-6 & 7Nishu KumariNo ratings yet
- High-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsDocument9 pagesHigh-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsarvinupNo ratings yet
- L17 ForgingDocument60 pagesL17 ForgingDivyansh YadavNo ratings yet
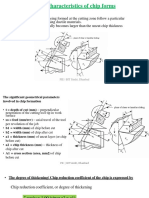
- Mechanism of Chip FormationDocument12 pagesMechanism of Chip Formation21UME003 TUSHAR DEBNo ratings yet
- Operation Building Design CalculationDocument86 pagesOperation Building Design Calculationthirupathi mookaiahNo ratings yet
- Tds Appli Trans 2108enDocument11 pagesTds Appli Trans 2108enmooninjaNo ratings yet
- STD INQ 1142 MCDGroup Rev 1Document4 pagesSTD INQ 1142 MCDGroup Rev 1sukma.mputraNo ratings yet
- Shin CombinedDocument29 pagesShin CombinedAce Ace100% (1)
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Bored Pile BBS (8m) - Jan 30, 2019Document2 pagesBored Pile BBS (8m) - Jan 30, 2019Jimmy PimentelNo ratings yet
- DSI UK DYWI Drill Hollow Bar ENG PDFDocument16 pagesDSI UK DYWI Drill Hollow Bar ENG PDFFrans van der MerweNo ratings yet
- An Ultimate Guide to ΜBGA (Micro Ball Grid Array)Document8 pagesAn Ultimate Guide to ΜBGA (Micro Ball Grid Array)jackNo ratings yet
- Turnbuckle Jaw + JawDocument1 pageTurnbuckle Jaw + JawjoosuasinagaNo ratings yet
- 7 Use of Chip Breaker in MachiningDocument16 pages7 Use of Chip Breaker in MachiningPRASAD326100% (1)
- 2.2 Gravure Printing: 2.2.1 ProcessDocument39 pages2.2 Gravure Printing: 2.2.1 ProcessDang Thi Ngoc LieuNo ratings yet
- Solution For Surface: Years YearsDocument8 pagesSolution For Surface: Years YearsbharatNo ratings yet
- 3 Preparation, Thermal Cutting & BendingDocument8 pages3 Preparation, Thermal Cutting & Bendingrohit574No ratings yet
- webinar-92-fan-out-bga-pitch-035-cbt-enDocument25 pageswebinar-92-fan-out-bga-pitch-035-cbt-enR0m3o_2015No ratings yet
- CONNECTION: UB305X165X40BS5950 - Base Plate: AdminDocument3 pagesCONNECTION: UB305X165X40BS5950 - Base Plate: AdminPNo ratings yet
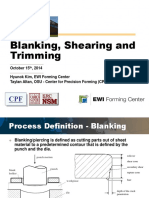
- TOPIC 7 Blanking Sheating and TrimmingDocument19 pagesTOPIC 7 Blanking Sheating and TrimmingmouliNo ratings yet
- Technical Data HPDE GeomembraneDocument1 pageTechnical Data HPDE Geomembranemariodiogo75No ratings yet
- Product Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Document1 pageProduct Specifications:: Bhitrackpage ("Bit","Bit Stylesheet") %Joe CruzNo ratings yet
- Solution Mid Sem SP2023 PE216Document4 pagesSolution Mid Sem SP2023 PE216Ayush RajNo ratings yet
- 3b-Metal FORGINGDocument16 pages3b-Metal FORGINGIzzat Ikram100% (1)
- Mawer Freescale - SMTAI 2011 Paper - FinalDocument8 pagesMawer Freescale - SMTAI 2011 Paper - FinalOthman SallehNo ratings yet
- Mutli-Faceted Approach Minimize Printed Circuit Board Warpage Board Assembly Process SmtaDocument9 pagesMutli-Faceted Approach Minimize Printed Circuit Board Warpage Board Assembly Process SmtamrbustaNo ratings yet
- 10.1016@b978 0 12 813518 1.00003 5Document17 pages10.1016@b978 0 12 813518 1.00003 5Manas Ranjan SahuNo ratings yet
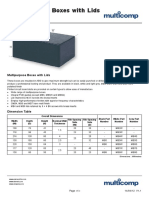
- Multipurpose Boxes With LidsDocument3 pagesMultipurpose Boxes With Lidssava cristianNo ratings yet
- CH2 Machining PDFDocument129 pagesCH2 Machining PDFIzzah 'AtirahNo ratings yet
- Beam To Column Flange Single Sided Bolted Moment End Plate Connection - Sample Calculation (AS 4100 - 1998)Document6 pagesBeam To Column Flange Single Sided Bolted Moment End Plate Connection - Sample Calculation (AS 4100 - 1998)Tiam MarapeNo ratings yet
- Ultimaker Nylon: Technical Data SheetDocument3 pagesUltimaker Nylon: Technical Data SheetFelipe TeixeiraNo ratings yet
- Subject: Method Statement For The Constructio NOF Chimney RaftDocument10 pagesSubject: Method Statement For The Constructio NOF Chimney RaftSandip PaulNo ratings yet
- Railway Major Bridge Quality Control DetailsDocument11 pagesRailway Major Bridge Quality Control Detailsasraful.adalderNo ratings yet
- How To Control Bow and Twist in PCBDocument16 pagesHow To Control Bow and Twist in PCBjackNo ratings yet
- Beam To Beam Bolted Moment End Plate Connection - Sample Calculation (As 4100)Document4 pagesBeam To Beam Bolted Moment End Plate Connection - Sample Calculation (As 4100)Tiam MarapeNo ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- BGA Rework Station ZM-DGC900Document31 pagesBGA Rework Station ZM-DGC900bryanyamiNo ratings yet
- 0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingDocument9 pages0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingAkhtar AnsariNo ratings yet
- 02 - DS Agile Architecture Presentation - Rev G PDFDocument18 pages02 - DS Agile Architecture Presentation - Rev G PDFALDCNUNNANo ratings yet
- 1762 Ob8 PDFDocument16 pages1762 Ob8 PDFRodríguez EdwardNo ratings yet
- Accelerated Clash Coordination and MEP Modeling With Dynamo PlayerDocument47 pagesAccelerated Clash Coordination and MEP Modeling With Dynamo PlayerAlejandra JerezNo ratings yet
- PHPTAL Manual: PHP Template Attribute LanguageDocument23 pagesPHPTAL Manual: PHP Template Attribute Languageqwertyew100% (1)
- Exploiting Context-Aware Capabilities Over The Internet of Things For Industry 4.0 ApplicationsDocument8 pagesExploiting Context-Aware Capabilities Over The Internet of Things For Industry 4.0 ApplicationslazarNo ratings yet
- MPMC University Question Papaers PDFDocument15 pagesMPMC University Question Papaers PDFRajasekar PichaimuthuNo ratings yet
- SHD-260LS Combustible Toxic GasDocument25 pagesSHD-260LS Combustible Toxic Gasryan azzaamNo ratings yet
- Senjata Dan KendaraanDocument6 pagesSenjata Dan KendaraanLawamena_yogaNo ratings yet
- Suspended SlabDocument2 pagesSuspended SlabaikalessNo ratings yet
- Vegapuls SR 68 Manual - EngDocument92 pagesVegapuls SR 68 Manual - EngLý Chính ĐạoNo ratings yet
- Ahnay Series: Bi-66-580 To Bi-66-600Document2 pagesAhnay Series: Bi-66-580 To Bi-66-600Eureka SolarNo ratings yet
- Seccionador AB - 1494UDocument4 pagesSeccionador AB - 1494UJosé Antonio Mayol Del VecchioNo ratings yet
- Connection Issue 2.0: Yes NoDocument1 pageConnection Issue 2.0: Yes NoShivam MishraNo ratings yet
- Heater & Air Conditioning Control System: SectionDocument164 pagesHeater & Air Conditioning Control System: SectionPablo CoronelNo ratings yet
- Maxwell Brochure PDFDocument2 pagesMaxwell Brochure PDFERNESTONo ratings yet
- T e C H N o L o G I e S: VIPULA Technologies WWW - Vipula.inDocument75 pagesT e C H N o L o G I e S: VIPULA Technologies WWW - Vipula.inKrishna Chaitanya PullaNo ratings yet
- Cisco ATA 191 Analog Telephone Adapter Administration Guide For Cisco Unified Communications ManagerDocument72 pagesCisco ATA 191 Analog Telephone Adapter Administration Guide For Cisco Unified Communications ManagerMarkNo ratings yet
- CH 4-Querying Gis DataDocument28 pagesCH 4-Querying Gis DataAbdallah MohammedNo ratings yet
- NICE3000 EN81-20 BR en Singles Web V0.1Document12 pagesNICE3000 EN81-20 BR en Singles Web V0.1mohammed shamsherNo ratings yet
- VISION For Information TechnologyDocument22 pagesVISION For Information TechnologyahmalahmehNo ratings yet
- Department of Computer Science and Engineering: A Mini Project ReportDocument32 pagesDepartment of Computer Science and Engineering: A Mini Project ReportBhanuranjan S BNo ratings yet
- Lab Report EC201 INTRODUCTION OF PROGRAMMINGDocument10 pagesLab Report EC201 INTRODUCTION OF PROGRAMMINGFakrul Fajeri100% (1)
- Stay FitDocument11 pagesStay Fitsavio pullkotilNo ratings yet
- Ignition & Starting System PresentationDocument2 pagesIgnition & Starting System PresentationPédro GONZALEZNo ratings yet
- IXPs Part 2Document84 pagesIXPs Part 2pohsengNo ratings yet
- Lesson 2: 2.1. Safety Precautions in Plumbing Works and Plumbing InstrumentsDocument2 pagesLesson 2: 2.1. Safety Precautions in Plumbing Works and Plumbing InstrumentsYandi TVNo ratings yet
- Installing Your Total Refresh GuaranteeDocument2 pagesInstalling Your Total Refresh GuaranteecaptaindriftNo ratings yet
- 03 - Fuzzy Tutorial 2 - SalaryDocument1 page03 - Fuzzy Tutorial 2 - SalaryYUSRIZAL AIZALNo ratings yet