Download as pdf or txt
You might also like
- General Chemistry 2 Online: Reaction Order and Rate LawsDocument14 pagesGeneral Chemistry 2 Online: Reaction Order and Rate LawsirfanNo ratings yet
- Batch Reactor Exp.Document21 pagesBatch Reactor Exp.Laila Al-shafieNo ratings yet
- RRKM TheoryDocument4 pagesRRKM TheoryjainankitmumNo ratings yet
- Kinetics (Filled)Document36 pagesKinetics (Filled)MarikNo ratings yet
- Mod 4 Revision Guide 1 Reaction Kinetics AQA A2 ChemistryDocument5 pagesMod 4 Revision Guide 1 Reaction Kinetics AQA A2 Chemistryviyas07No ratings yet
- Sucrose Inversion Experiment - DraftDocument7 pagesSucrose Inversion Experiment - DraftRos Vincent AlvarezNo ratings yet
- Chemical Reactions 93851 - 17 ADocument20 pagesChemical Reactions 93851 - 17 Aakarcz6731No ratings yet
- Reactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezDocument23 pagesReactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezKevin ThomasNo ratings yet
- Chemical Reactions 93851 - 17a PDFDocument19 pagesChemical Reactions 93851 - 17a PDFAltif AboodNo ratings yet
- Chapter 3 Problem StatementsDocument6 pagesChapter 3 Problem StatementsOlivia PowerNo ratings yet
- Wert Er Terp 1984Document10 pagesWert Er Terp 1984Bayu SamudraNo ratings yet
- Dynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsDocument11 pagesDynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsJean Pierre León BravoNo ratings yet
- Conversion FouglrDocument21 pagesConversion Fouglrحسام العسلNo ratings yet
- Reaction Kinetice and Reactor DESIGN (CH-322) : by H. Scott Fogler Fourth EditionDocument140 pagesReaction Kinetice and Reactor DESIGN (CH-322) : by H. Scott Fogler Fourth EditionTEZ ANALYSIS AND STORIESNo ratings yet
- The Behaviour of Porous Catalyst Particles in View of Internal Mass and Heat Diffusion EffectsDocument8 pagesThe Behaviour of Porous Catalyst Particles in View of Internal Mass and Heat Diffusion EffectsJosé Manuel CarreónNo ratings yet
- Chapter Two Concepts of Kinetics and Reaction RateDocument18 pagesChapter Two Concepts of Kinetics and Reaction Rateنزار الدهاميNo ratings yet
- Experimental Methods in Catalytic KineticsDocument13 pagesExperimental Methods in Catalytic Kineticsmarcos carrilloNo ratings yet
- Numerical Aspect of Equation of State in Flash CalculationsDocument11 pagesNumerical Aspect of Equation of State in Flash CalculationsHalima OunisNo ratings yet
- Catalyst Deactivation ModelDocument8 pagesCatalyst Deactivation ModelJesse Haney IIINo ratings yet
- Hydrocracking ModelDocument6 pagesHydrocracking Modelantzlck100% (1)
- Cheng 323 Chap 4Document82 pagesCheng 323 Chap 4Faisal Mumtaz100% (2)
- Membrane Reactors For Catalytic Series and Series-Parallel ReactionsDocument10 pagesMembrane Reactors For Catalytic Series and Series-Parallel ReactionsrukwavuNo ratings yet
- 0009 2509 (79) 85106 4Document12 pages0009 2509 (79) 85106 4MoisésSenaNo ratings yet
- B7a6 PDFDocument6 pagesB7a6 PDFVishal GoswamiNo ratings yet
- Fixed Bed Reactor DesignDocument15 pagesFixed Bed Reactor DesignLuthandoNo ratings yet
- Estudio Cinético 4Document11 pagesEstudio Cinético 4Daniel NaviaNo ratings yet
- Fast and Robust Algorithm For Compositional Modeling: Part I-Stability Analysis TestingDocument12 pagesFast and Robust Algorithm For Compositional Modeling: Part I-Stability Analysis TestingUrmi AkterNo ratings yet
- Liu2013 - Batch ReactorDocument36 pagesLiu2013 - Batch ReactorNino PumaNo ratings yet
- BT2353 NolDocument69 pagesBT2353 NolHari Priya0% (1)
- Canadian Journal of Chemical EngineeringDocument9 pagesCanadian Journal of Chemical EngineeringElbahi DjaalabNo ratings yet
- Lucca Et Al-2008-Macromolecular Symposia PDFDocument7 pagesLucca Et Al-2008-Macromolecular Symposia PDFAhmadNo ratings yet
- Nonideal Flow in Reactos PDFDocument26 pagesNonideal Flow in Reactos PDFCarlos Andres Peña GuzmanNo ratings yet
- Catalytic Rates & Pressure Drop in PFR Reactors: HYSYS 3.0 by Robert P. Hesketh Spring 2003Document30 pagesCatalytic Rates & Pressure Drop in PFR Reactors: HYSYS 3.0 by Robert P. Hesketh Spring 2003Michael NgNo ratings yet
- Interview Questions On Chemical Reaction EngineeringDocument2 pagesInterview Questions On Chemical Reaction Engineeringujghvfkj100% (2)
- Non-Ideal Reactors: Deviations From Ideal Reactor BehaviorDocument8 pagesNon-Ideal Reactors: Deviations From Ideal Reactor BehaviorrawadNo ratings yet
- A Heuristic Approach For The Economic Optimization of A Series of CSTR's Performing Michaelis-Menten ReactionsDocument5 pagesA Heuristic Approach For The Economic Optimization of A Series of CSTR's Performing Michaelis-Menten Reactionsראול אפונטהNo ratings yet
- FullDocument33 pagesFullEja RotiKeju100% (2)
- Aquino Lab06Document25 pagesAquino Lab06Ai RahNo ratings yet
- Lab 05Document29 pagesLab 05zzrot1No ratings yet
- Kinetics of Coupled Reversible ReactionsDocument3 pagesKinetics of Coupled Reversible ReactionsRoman BeránekNo ratings yet
- Reacciones HeptanoDocument15 pagesReacciones HeptanoAlvaro Morcillo PiñeroNo ratings yet
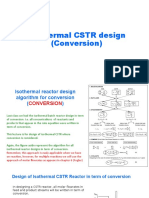
- Lecture 8 Isothermal CSTR Design (Conversion)Document11 pagesLecture 8 Isothermal CSTR Design (Conversion)Mhmad E. HerzallahNo ratings yet
- 10 1 1 1017 6199 PDFDocument21 pages10 1 1 1017 6199 PDFCelrose FernandezNo ratings yet
- CSTR FinalDocument36 pagesCSTR FinalMuhammad Yar KhanNo ratings yet
- 410 CSTRDocument2 pages410 CSTRnewtonNo ratings yet
- Reaction Kinetics Studies in A Batch Reactor: NtroductionDocument15 pagesReaction Kinetics Studies in A Batch Reactor: NtroductionYasmin KayeNo ratings yet
- Plug Flow Reactor NotesDocument4 pagesPlug Flow Reactor Notesahmad pidotNo ratings yet
- A New Double Porosity Reservoir Model For Oil/Water Flow ProblemsDocument7 pagesA New Double Porosity Reservoir Model For Oil/Water Flow ProblemsRonaldo RumbekwanNo ratings yet
- Reactors1 9Document4 pagesReactors1 9Mourad kharbachNo ratings yet
- CRE - II Unit 2 First PartDocument16 pagesCRE - II Unit 2 First PartTomble BravoNo ratings yet
- Chemical Reactor Design Chemical Reactor Design: Y W L Youn-Woo LeeDocument84 pagesChemical Reactor Design Chemical Reactor Design: Y W L Youn-Woo LeeRiken PatelNo ratings yet
- A Study On Naphtha Catalytic Reforming RDocument7 pagesA Study On Naphtha Catalytic Reforming RmakiNo ratings yet
- CSTR Experiment ManualDocument5 pagesCSTR Experiment ManualEvan DulayNo ratings yet
- A Chemical Reaction Engineering LaboratoDocument6 pagesA Chemical Reaction Engineering LaboratoVote for meNo ratings yet
- Cre QuestionDocument2 pagesCre QuestionChinu Routa100% (1)
- The Modeling of Chemical Reactors Chapter 7Document17 pagesThe Modeling of Chemical Reactors Chapter 7ManoakiNo ratings yet
- Comsol Nonisothermal Plug Flow ReactorDocument14 pagesComsol Nonisothermal Plug Flow ReactorArjun TomerNo ratings yet
- Batch Reactor: Optical High Precision Components by Hellma in The European Columbus Space LaboratoryDocument16 pagesBatch Reactor: Optical High Precision Components by Hellma in The European Columbus Space Laboratoryangelie_gubatanNo ratings yet
- MinimizedDocument22 pagesMinimizedNinad ChaudharyNo ratings yet
- Tinkler & Metzner 1961 PDFDocument6 pagesTinkler & Metzner 1961 PDFrosendo rojas barraganNo ratings yet
- Reactor Selection: Cross-Sectional Diagram of Continuous Flow Stirred-Tank ReactorDocument2 pagesReactor Selection: Cross-Sectional Diagram of Continuous Flow Stirred-Tank ReactorNorzul AfifuddinNo ratings yet
- Compositional SimulationDocument61 pagesCompositional SimulationCorey McKeonNo ratings yet
- Exponential Sums and Differential Equations. (AM-124), Volume 124From EverandExponential Sums and Differential Equations. (AM-124), Volume 124No ratings yet
- + Karena Q 0, Maka 0, SehinggaDocument1 page+ Karena Q 0, Maka 0, Sehinggaadilla nitaaNo ratings yet
- TyDocument8 pagesTyadilla nitaaNo ratings yet
- Isothermal Reactor DesignDocument38 pagesIsothermal Reactor Designadilla nitaaNo ratings yet
- HimmelblauDocument17 pagesHimmelblauadilla nitaaNo ratings yet
- HimmelblauDocument17 pagesHimmelblauadilla nitaaNo ratings yet
- Chem27 Chap15 Lecture 2021Document72 pagesChem27 Chap15 Lecture 2021Babeejay2No ratings yet
- CHM 152 Final Exam Review 1 Spring 2012 NEW KEYDocument4 pagesCHM 152 Final Exam Review 1 Spring 2012 NEW KEYCaguioa Mark Anthony G.No ratings yet
- Objective Type QuestionsDocument73 pagesObjective Type QuestionsBhupendra soniNo ratings yet
- Minimum Learning Material CBSE ChemistryDocument50 pagesMinimum Learning Material CBSE ChemistryAntur RakhaNo ratings yet
- Aic 12556Document11 pagesAic 12556fajarNo ratings yet
- Che 416 L4 PDFDocument16 pagesChe 416 L4 PDFgayathriNo ratings yet
- Chemical KineticsDocument31 pagesChemical KineticsAnonymous LnQ4lBXiPjNo ratings yet
- The Rate Equation KnockhardyDocument67 pagesThe Rate Equation KnockhardyStaniaNo ratings yet
- 12 Chemistry Chapter 4 Assignment 1 PDFDocument2 pages12 Chemistry Chapter 4 Assignment 1 PDFneerajNo ratings yet
- Dimethyl Sulfate StudyDocument8 pagesDimethyl Sulfate StudyMohitha Reddy CNo ratings yet
- F.Y. B. Pharmacy Human Anatomy and Physiology - I: Time: 3 Hours) (Max. Marks: 75 Instructions To The CandidatesDocument56 pagesF.Y. B. Pharmacy Human Anatomy and Physiology - I: Time: 3 Hours) (Max. Marks: 75 Instructions To The CandidatesKaif KhanNo ratings yet
- CHE 2303 Chemical KineticsDocument19 pagesCHE 2303 Chemical KineticsomoljavanNo ratings yet
- Kinetics Self TestDocument2 pagesKinetics Self TestEkta_ParabNo ratings yet
- Synthesis of Iron Nanoparticles Using Peel ExtractDocument8 pagesSynthesis of Iron Nanoparticles Using Peel ExtractVũ Phi YếnNo ratings yet
- Answer: A: General Chemistry Exam Practice Questions - CH 14Document10 pagesAnswer: A: General Chemistry Exam Practice Questions - CH 14فاطمة كليبNo ratings yet
- AP ChemistryDocument24 pagesAP Chemistrykshen2001100% (1)
- Chapter 7 Kinetics StudentsDocument137 pagesChapter 7 Kinetics Studentsnur hashimahNo ratings yet
- Chapter Wise CBSE-Board Sample Paper-Chemical Kinetics - KEYDocument9 pagesChapter Wise CBSE-Board Sample Paper-Chemical Kinetics - KEYSudharsanNo ratings yet
- Chemical Reaction Engineering (CHE-306) RCS (Makeup)Document2 pagesChemical Reaction Engineering (CHE-306) RCS (Makeup)Ishan RatnakarNo ratings yet
- Kinetics of Wet Oxidation of Formic Acid and Acetic AcidDocument6 pagesKinetics of Wet Oxidation of Formic Acid and Acetic AcidVerónica ArévaloNo ratings yet
- 10 PDFDocument23 pages10 PDFTysir SarhanNo ratings yet
- Science 12Document23 pagesScience 12MTCDP FILESNo ratings yet
- Unit 5 - Kinetics Free Response PracticeDocument4 pagesUnit 5 - Kinetics Free Response Practiceridhimaspam0No ratings yet
- Ed085p206 PDFDocument2 pagesEd085p206 PDFKuanr SorenNo ratings yet
- Chemical KineticsDocument4 pagesChemical KineticsSheila Camille OrdoñaNo ratings yet