Download as docx, pdf, or txt
You might also like
- Case Problem 1 Wagner Fabricating CompanyDocument3 pagesCase Problem 1 Wagner Fabricating CompanySomething ChicNo ratings yet
- Cost QB PDFDocument300 pagesCost QB PDFHuzaifa Muhammad75% (4)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Inventory ModelsDocument9 pagesInventory ModelshavillaNo ratings yet
- DocxDocument5 pagesDocxSelinnur GöklerNo ratings yet
- Implementing An Improved Inventory Control System in ADocument24 pagesImplementing An Improved Inventory Control System in APramesh AnuragiNo ratings yet
- A. In-House Manufacturing: Case 4Document3 pagesA. In-House Manufacturing: Case 4PRAVEEN SNo ratings yet
- Case 8Document3 pagesCase 8PRAVEEN SNo ratings yet
- Cost SheetDocument20 pagesCost SheetKeshviNo ratings yet
- Cost and Management Accounting 01 - Class NotesDocument114 pagesCost and Management Accounting 01 - Class NotessaurabhNo ratings yet
- Application of Differential CalculusDocument22 pagesApplication of Differential Calculusmahbub007No ratings yet
- HW 6 KeyDocument5 pagesHW 6 KeyRosinda ArendainNo ratings yet
- ADMS 2510 Week 13 SolutionsDocument20 pagesADMS 2510 Week 13 Solutionsadms examzNo ratings yet
- PT FM ADocument4 pagesPT FM ANabil NizamNo ratings yet
- F5 Asignment 1Document5 pagesF5 Asignment 1Minhaj AlbeezNo ratings yet
- EOQ HomeworkDocument4 pagesEOQ HomeworkCésar Vázquez ArzateNo ratings yet
- Theory of Cost of Production6Document91 pagesTheory of Cost of Production6Bhathika GimhanNo ratings yet
- Dakota Office Products Assignment - Suraj Kumar - 2023B2PGPMX026Document2 pagesDakota Office Products Assignment - Suraj Kumar - 2023B2PGPMX026Suraj KumarNo ratings yet
- Adapsolch 1920Document11 pagesAdapsolch 1920Michelle LogtenbergNo ratings yet
- Amani Herzallah CostingDocument11 pagesAmani Herzallah CostingYasser OmarNo ratings yet
- Acctg523-B1-Practice Midterm-W2022-SolutionDocument8 pagesAcctg523-B1-Practice Midterm-W2022-Solutionmakan94883No ratings yet
- Answer Key Relevant CostingDocument6 pagesAnswer Key Relevant CostingMc Bryan BarlizoNo ratings yet
- Inventory ModelsDocument38 pagesInventory ModelsAngela MenesesNo ratings yet
- Answer Key:: Do It Yourself (Enabling Activity 1)Document6 pagesAnswer Key:: Do It Yourself (Enabling Activity 1)Joseph PamaongNo ratings yet
- Long Run and Short Run (Final)Document39 pagesLong Run and Short Run (Final)subanerjee18No ratings yet
- Inventory ControlDocument17 pagesInventory ControlL'ingénieur Mohamed AlsaghierNo ratings yet
- Jawab Latihan Sesi 8Document2 pagesJawab Latihan Sesi 8Feni AlvitaNo ratings yet
- Final Practice SolutionsDocument15 pagesFinal Practice SolutionsMatthewLiuNo ratings yet
- English 34Document3 pagesEnglish 34Aerin AenNo ratings yet
- Activity Based CostingDocument3 pagesActivity Based Costingsumit kumarNo ratings yet
- Cosmetics Palette Manufacture ReportDocument14 pagesCosmetics Palette Manufacture ReportH WallaceNo ratings yet
- 1 Eoq PDFDocument12 pages1 Eoq PDFLyber Pereira100% (1)
- Chapter 4 - Costs of Production - AllDocument29 pagesChapter 4 - Costs of Production - AllNetsanet MeleseNo ratings yet
- Chapter 10 Answer PDFDocument13 pagesChapter 10 Answer PDFshaneNo ratings yet
- Assignment On 09009 Management AccountingDocument11 pagesAssignment On 09009 Management AccountingAnlia JosephNo ratings yet
- 09 Differential Cost Analysis KEYDocument5 pages09 Differential Cost Analysis KEYShiela Mae OperioNo ratings yet
- Costs (30 09 20)Document48 pagesCosts (30 09 20)Vamshidhar ReddyNo ratings yet
- Inventario Qd. Inglés.Document28 pagesInventario Qd. Inglés.Edgar VelozNo ratings yet
- Activity Based CostingproblemsDocument6 pagesActivity Based CostingproblemsDebarpan HaldarNo ratings yet
- Acct602 Managerial AccountingDocument8 pagesAcct602 Managerial AccountingHaroon KhurshidNo ratings yet
- Revision - Process Job Costing & OverheadDocument3 pagesRevision - Process Job Costing & OverheadXiiao WenNo ratings yet
- Im04 KB FXDocument18 pagesIm04 KB FXAbuBakarSiddiqueNo ratings yet
- AFM112 Assignment 2Document5 pagesAFM112 Assignment 2Lana RoelandtsNo ratings yet
- Cash Flow Estimation Models: Estimating Relationships and ProblemsDocument30 pagesCash Flow Estimation Models: Estimating Relationships and ProblemsSenthil RNo ratings yet
- Chapter 4 Target Cost Life Cycle Nov 2020Document38 pagesChapter 4 Target Cost Life Cycle Nov 2020Hồng MinhNo ratings yet
- Exercises of Inventory ManagementDocument7 pagesExercises of Inventory ManagementĐức NguyễnNo ratings yet
- Marginal and Absorption CostingDocument10 pagesMarginal and Absorption CostingSandip GhoshNo ratings yet
- 3 Cost and RevenueDocument48 pages3 Cost and Revenuepriyanshu.ryp01No ratings yet
- University of Finance and MarketingDocument8 pagesUniversity of Finance and MarketingQuế Phương NguyễnNo ratings yet
- Ilovepdf Merged-2 CopieDocument414 pagesIlovepdf Merged-2 CopieHiba BEN KACEMNo ratings yet
- Basic EOQ Model: Trial and Error MethodDocument7 pagesBasic EOQ Model: Trial and Error MethodROCKYNo ratings yet
- Management Accounting Edward 3Document9 pagesManagement Accounting Edward 3agyein26No ratings yet
- Cornerstone Exercises Cornerstone Exercise 17.1Document30 pagesCornerstone Exercises Cornerstone Exercise 17.1Nirwana PuriNo ratings yet
- Quantity Discount Model (Example)Document13 pagesQuantity Discount Model (Example)shirleyna saraNo ratings yet
- Cost and Revenue AnalysisDocument27 pagesCost and Revenue AnalysisVarun Khanna100% (1)
- Activity Based Costing Spring 2023 With ThoeryDocument12 pagesActivity Based Costing Spring 2023 With ThoeryHafsah AnwarNo ratings yet
- Case Study RTI Make or BuyDocument35 pagesCase Study RTI Make or Buyjoahn.rocreo1234No ratings yet
- Tutorial QuestionsDocument7 pagesTutorial Questionsrobinkaby06No ratings yet
- June 2013 Inventory ManagementDocument68 pagesJune 2013 Inventory ManagementShasank JalanNo ratings yet
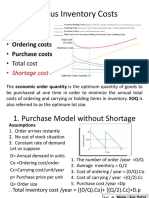
- Various Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostDocument28 pagesVarious Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostAditya Dashputre100% (2)
- Ch28 ShowDocument32 pagesCh28 ShowMahmoud AbdullahNo ratings yet
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- BataDocument3 pagesBataPRAVEEN SNo ratings yet
- Buhler India CaseDocument15 pagesBuhler India CasePRAVEEN S0% (1)
- Case 8Document3 pagesCase 8PRAVEEN SNo ratings yet
- A. In-House Manufacturing: Case 4Document3 pagesA. In-House Manufacturing: Case 4PRAVEEN SNo ratings yet
- Inventory Management System Sample ThesisDocument7 pagesInventory Management System Sample Thesisnicolegetherscharleston100% (1)
- MGT Chap 6Document5 pagesMGT Chap 6tomNo ratings yet
- Working Capital ManagementDocument59 pagesWorking Capital ManagementjuanferchoNo ratings yet
- Or Lectures 2011 - Part 2Document191 pagesOr Lectures 2011 - Part 2Ahmed RamadanNo ratings yet
- Operations: The Production of Goods and Services The: Productivity Output InputDocument63 pagesOperations: The Production of Goods and Services The: Productivity Output InputSamantha TrellaNo ratings yet
- Chapter 16Document25 pagesChapter 16Wedaje AlemayehuNo ratings yet
- Inventory ManagementDocument76 pagesInventory ManagementAnshul NataniNo ratings yet
- Short AnswerDocument27 pagesShort Answerk60.2114113163No ratings yet
- CA Inter Crash Course Cost Management From DKC Plus by CA Dani KhandelwalDocument102 pagesCA Inter Crash Course Cost Management From DKC Plus by CA Dani Khandelwalagarwalkeshav2004No ratings yet
- POM Solved AnswersDocument14 pagesPOM Solved AnswersBhavvyam BhatnagarNo ratings yet
- OPIM101 - Spring 2013 - Recitation 4 PDFDocument20 pagesOPIM101 - Spring 2013 - Recitation 4 PDFjoe91bmwNo ratings yet
- Deterministic and Probabilistic Models IDocument6 pagesDeterministic and Probabilistic Models IprashanthNo ratings yet
- MS Determining The Efficiency of Fuzzy Logic EOQ Inventory Model With Varying Demand in Comparison With Lagrangian and Kuhn-Tucker Method Through Sensitivity AnalysisDocument13 pagesMS Determining The Efficiency of Fuzzy Logic EOQ Inventory Model With Varying Demand in Comparison With Lagrangian and Kuhn-Tucker Method Through Sensitivity AnalysisDepartment of Mathematics KMCNo ratings yet
- Working Capital ManagementDocument58 pagesWorking Capital ManagementRonald MojadoNo ratings yet
- Business Logistics 11Document34 pagesBusiness Logistics 11Eng RaniaNo ratings yet
- Material ManagementDocument20 pagesMaterial Managementgkataria110100% (1)
- ACCA - Paper F2 Topic-Wise ACCA - Paper F2 Topic-Wise: X - Clusive! - Clusive!Document17 pagesACCA - Paper F2 Topic-Wise ACCA - Paper F2 Topic-Wise: X - Clusive! - Clusive!Kamisiro RizeNo ratings yet
- FIN 302 Tutorial 3Document3 pagesFIN 302 Tutorial 3Tekego TlakaleNo ratings yet
- Ch28 Test Bank 4-5-10Document14 pagesCh28 Test Bank 4-5-10KarenNo ratings yet
- Control StockDocument8 pagesControl StockDilrukshi WanasingheNo ratings yet
- 2015-Exit Exam Model HWU1Document29 pages2015-Exit Exam Model HWU1Merid DerejeNo ratings yet
- Category: (B) X 2,400 Units Y 1,800 Units X 4,800Document3 pagesCategory: (B) X 2,400 Units Y 1,800 Units X 4,800Abhijit HoroNo ratings yet
- Quantity Discount Model (Example)Document13 pagesQuantity Discount Model (Example)shirleyna saraNo ratings yet
- Ch15 - Inventory Systems For Independent DemandDocument27 pagesCh15 - Inventory Systems For Independent DemandYuli PurwatiNo ratings yet
- Materials Cost ControlDocument13 pagesMaterials Cost ControlAnil PargainNo ratings yet
- Operations ManagementDocument50 pagesOperations ManagementpolohachikoNo ratings yet
- EOQ Calculation and Optimizing The Packaging Department For Dura-TilesDocument20 pagesEOQ Calculation and Optimizing The Packaging Department For Dura-TilesMehmet Emre İnciNo ratings yet
- Chapter 11 (MRP) 1Document39 pagesChapter 11 (MRP) 1VeilNo ratings yet