Download as pdf or txt
You might also like
- Laminated CompressDocument42 pagesLaminated CompressMACHINE-30 ISTENNo ratings yet
- Astm D3418-15Document7 pagesAstm D3418-15sebastian ramirezNo ratings yet
- Delta-PT EN PDFDocument8 pagesDelta-PT EN PDFvinidesoNo ratings yet
- WWW Online Iso Calculator Com Online Bolt Torque CalculatorDocument6 pagesWWW Online Iso Calculator Com Online Bolt Torque CalculatormashudiNo ratings yet
- CT375 Technical Document (100216)Document20 pagesCT375 Technical Document (100216)Vitor JVA MáquinasNo ratings yet
- Physical: .100" × .100" Latch/Ejector, Straight and Right Angle D3000 SeriesDocument5 pagesPhysical: .100" × .100" Latch/Ejector, Straight and Right Angle D3000 SeriessatyaNo ratings yet
- Dynadet-C3-25ms TDS 2019-04-04 en UKDocument2 pagesDynadet-C3-25ms TDS 2019-04-04 en UKpepeNo ratings yet
- Buffer Tank DesignDocument1 pageBuffer Tank DesignSuresh Damu BhadNo ratings yet
- G-FIRE Figure 716 Flexible Reducing Coupling - TFP1830 - 08 - 2022Document5 pagesG-FIRE Figure 716 Flexible Reducing Coupling - TFP1830 - 08 - 2022Leila DinizNo ratings yet
- G-FIRE Figure 705 Grooved Flexible Coupling 1 Inch To 12 Inch (DN25 To DN300) - TFP1840 - 08 - 2022Document5 pagesG-FIRE Figure 705 Grooved Flexible Coupling 1 Inch To 12 Inch (DN25 To DN300) - TFP1840 - 08 - 2022Leila DinizNo ratings yet
- ستيل ستركشرDocument73 pagesستيل ستركشرAws SamaNo ratings yet
- Strenx 700MC D e 2017-04-20Document2 pagesStrenx 700MC D e 2017-04-20Amandeep SinghNo ratings yet
- Bolt Torque CalculatorDocument3 pagesBolt Torque CalculatorRicardo CostaNo ratings yet
- 18-Acoples Elastomericos LovejoyDocument70 pages18-Acoples Elastomericos LovejoyERIKSON EGUSQUIZANo ratings yet
- Data Sheet - Polyfelt® Alidrain AD130 (300 603-td-10-18) PDFDocument1 pageData Sheet - Polyfelt® Alidrain AD130 (300 603-td-10-18) PDFErnie ErnieNo ratings yet
- GM5340PRK enUS ASTMDocument2 pagesGM5340PRK enUS ASTMDuongthithuydungNo ratings yet
- Yemchio Transparente PDFDocument1 pageYemchio Transparente PDFSantiago López AlarcónNo ratings yet
- Yemchio Transparente PDFDocument1 pageYemchio Transparente PDFSantiago López AlarcónNo ratings yet
- CG 210NA-enUS-ASTMDocument1 pageCG 210NA-enUS-ASTMCristian Tomas Del Solar EspoueysNo ratings yet
- 1123 TENDO EC Starter Kit 144di Web enDocument3 pages1123 TENDO EC Starter Kit 144di Web enmylittleangelcherruNo ratings yet
- 12628108.GORE SMT EMI Gasket Supersoft Data SheetDocument2 pages12628108.GORE SMT EMI Gasket Supersoft Data SheetCADTDDNo ratings yet
- RT-duroid 6202 Laminate Data SheetDocument2 pagesRT-duroid 6202 Laminate Data SheetAditya Bonnerjee 21BEC0384No ratings yet
- Curved Jaw TypeDocument18 pagesCurved Jaw Typeadjime3No ratings yet
- 2015 DTCoreDocument4 pages2015 DTCoreJoe LinNo ratings yet
- Data Sheet 2008 Strenx#174 700MC D E 2017-04-20 PDFDocument2 pagesData Sheet 2008 Strenx#174 700MC D E 2017-04-20 PDFangelokyoNo ratings yet
- No. 8 - Chain & Chain SlingsDocument11 pagesNo. 8 - Chain & Chain SlingsAhmed AtefNo ratings yet
- Du BushDocument39 pagesDu BushDevang RathodNo ratings yet
- Compact Seal: DUOPAC Rubber Fabric Reinforced Compact Seals Type DPS and DPCDocument6 pagesCompact Seal: DUOPAC Rubber Fabric Reinforced Compact Seals Type DPS and DPCg.annibaliNo ratings yet
- Power Generation Products: PactlamDocument1 pagePower Generation Products: PactlamNGOC HUYNHNo ratings yet
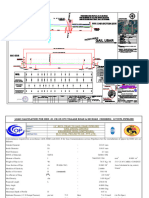
- CDP 4923Document2 pagesCDP 4923Juan LondonoNo ratings yet
- Ho So San Pham CODDocument14 pagesHo So San Pham CODwebhareggebru06No ratings yet
- Strenx 700 Brochure Square ENDocument6 pagesStrenx 700 Brochure Square ENEjang GutNo ratings yet
- Design of Screw Jack Report FinalDocument10 pagesDesign of Screw Jack Report Finaladitya kshirsagarNo ratings yet
- Katalog Umformtechnik 293628 (2011) - EN-GBDocument84 pagesKatalog Umformtechnik 293628 (2011) - EN-GBDaivison CamposNo ratings yet
- Rain Sheds Rightangle Boots Straight BootsDocument2 pagesRain Sheds Rightangle Boots Straight BootsEhab Abd-allaNo ratings yet
- DPS DPCDocument8 pagesDPS DPCMARCO ANTONIO100% (1)
- He150 Enus AstmDocument1 pageHe150 Enus AstmDiegoAlvarezHuguezNo ratings yet
- Hes D3211-99a Mechnical Properties of Steel Bolts and ScreDocument12 pagesHes D3211-99a Mechnical Properties of Steel Bolts and ScrePreetam KumarNo ratings yet
- TI FURADUR DBK 323 enDocument5 pagesTI FURADUR DBK 323 endris.elmouteaNo ratings yet
- Tech Data - PF Alidrain AD230 - 250Document1 pageTech Data - PF Alidrain AD230 - 250BinSayeed100% (1)
- Domex 355 MC: High Strength Cold Forming SteelDocument2 pagesDomex 355 MC: High Strength Cold Forming SteelKhantoNo ratings yet
- Oil Free Bushings - Technical InformationDocument1 pageOil Free Bushings - Technical InformationStedzavayNo ratings yet
- Spek Alat Potong TubingDocument2 pagesSpek Alat Potong TubingAS dNo ratings yet
- EU Data Sheet Chainflex CF880Document7 pagesEU Data Sheet Chainflex CF880gaconlonton410No ratings yet
- EU Data Sheet Chainflex CF890Document8 pagesEU Data Sheet Chainflex CF890gaconlonton410No ratings yet
- 41 Ate 45Document6 pages41 Ate 45denisNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- TDS Tremco CPG APAC TREMguard LLM 2023Document2 pagesTDS Tremco CPG APAC TREMguard LLM 2023CHEONG WEI HAONo ratings yet
- Sikadur 42 LeDocument5 pagesSikadur 42 LekhudhayerNo ratings yet
- RT Duroid 5870 5880 Data SheetDocument2 pagesRT Duroid 5870 5880 Data SheetAnonymous zBSE9MNo ratings yet
- NookLocknut Tuercas SeguridadDocument12 pagesNookLocknut Tuercas SeguridadJasierNo ratings yet
- v756373001xb - Mds Sludge Decant TankDocument50 pagesv756373001xb - Mds Sludge Decant TankInamullah KhanNo ratings yet
- Ejot - Delta PT DsDocument2 pagesEjot - Delta PT DsLucas VeronaNo ratings yet
- Duracon M25-44Document5 pagesDuracon M25-44AVLight AutomotivesNo ratings yet
- Superior Aesthetic Design: Powerful 620W MotorDocument2 pagesSuperior Aesthetic Design: Powerful 620W MotorIka Novianty MANo ratings yet
- PN2021 enUS ASTMDocument1 pagePN2021 enUS ASTMChu Nguyễn Anh QuânNo ratings yet
- HDD-LC-0001 Rev 0Document24 pagesHDD-LC-0001 Rev 0SAUGAT DUTTANo ratings yet
- TDS Conbextra EP160 Saudi ArabiaDocument4 pagesTDS Conbextra EP160 Saudi ArabiajasonNo ratings yet
- Deltapt ToleranslarDocument18 pagesDeltapt ToleranslarGökhan AnliNo ratings yet
- SBRS-DZDocument1 pageSBRS-DZAlejandro FonsecaNo ratings yet
- Vingroup Mobility Business Update - FDocument24 pagesVingroup Mobility Business Update - FWK SinnNo ratings yet
- Where There's Oil, Where There's Water, There's XylanDocument6 pagesWhere There's Oil, Where There's Water, There's XylanWK SinnNo ratings yet
- ATOTECH Information On REACH Cobalt Salts RestrictionDocument3 pagesATOTECH Information On REACH Cobalt Salts RestrictionWK SinnNo ratings yet
- Anodic ProtectionDocument6 pagesAnodic ProtectionrrrogggerrrNo ratings yet
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 pagesATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Electroplated Aluminum: The Effective, Money-Saving Alternative To Ion Vapor Deposition (IVD)Document2 pagesElectroplated Aluminum: The Effective, Money-Saving Alternative To Ion Vapor Deposition (IVD)WK SinnNo ratings yet
- Helicoil Tangfree GB 0150Document10 pagesHelicoil Tangfree GB 0150WK SinnNo ratings yet
- Products GuideDocument12 pagesProducts GuideWK SinnNo ratings yet
- Surface Finishing Solutions Using High-Purity AluminumDocument6 pagesSurface Finishing Solutions Using High-Purity AluminumWK SinnNo ratings yet
- KVT Plasticcomposites en 12-2013 WebDocument16 pagesKVT Plasticcomposites en 12-2013 WebWK SinnNo ratings yet
- KVT Plasticcomposites en 12-2013 WebDocument16 pagesKVT Plasticcomposites en 12-2013 WebWK SinnNo ratings yet
- Tangless Inserts: Easy To Install Metric Size Precision InsertsDocument2 pagesTangless Inserts: Easy To Install Metric Size Precision InsertsWK SinnNo ratings yet
- Tangless 8pp en (Recoil Insert)Document8 pagesTangless 8pp en (Recoil Insert)WK SinnNo ratings yet
- KVT Drahtgewindeeinsaetze en 05-2015 Web-CatalogDocument24 pagesKVT Drahtgewindeeinsaetze en 05-2015 Web-CatalogWK SinnNo ratings yet
- PEM Micro Tack Pin: How It WorksDocument2 pagesPEM Micro Tack Pin: How It WorksWK SinnNo ratings yet
- Aerospace Products Brochure PDFDocument15 pagesAerospace Products Brochure PDFWK SinnNo ratings yet
- Ecostnc LubricDocument4 pagesEcostnc LubricWK SinnNo ratings yet
- KVT Southco en 05-2015 Web-CatalogDocument16 pagesKVT Southco en 05-2015 Web-CatalogWK SinnNo ratings yet
- Alcoa CamlocDocument81 pagesAlcoa CamlocWK SinnNo ratings yet
- Ecosyn - Plast: The Screw For ThermoplasticsDocument6 pagesEcosyn - Plast: The Screw For ThermoplasticsWK SinnNo ratings yet
- Engineered Parts: Your Design - Our CompetenceDocument10 pagesEngineered Parts: Your Design - Our CompetenceWK SinnNo ratings yet
- Test LaboratoryDocument20 pagesTest LaboratoryWK SinnNo ratings yet
- Ecosyn PlastDocument6 pagesEcosyn PlastWK SinnNo ratings yet
- Big HeadDocument32 pagesBig HeadWK SinnNo ratings yet
- Corporate Brochure PDFDocument18 pagesCorporate Brochure PDFWK SinnNo ratings yet
- Engineering Software Research Center SANSPRO V.5.20Document4 pagesEngineering Software Research Center SANSPRO V.5.20Nathan M7No ratings yet
- Monolithic Membrane 6125: PremiumDocument8 pagesMonolithic Membrane 6125: PremiumSam YoonNo ratings yet
- FP 6Document1 pageFP 6edwinNo ratings yet
- Denso Paste S105Document2 pagesDenso Paste S105sattar12345No ratings yet
- Department of Education: Ananias Laico Memorial Elementary School Poblacion, MagdalenaDocument3 pagesDepartment of Education: Ananias Laico Memorial Elementary School Poblacion, MagdalenaLoida De Leon GallaneraNo ratings yet
- Calcul Hilti AncoreDocument15 pagesCalcul Hilti AncoreCibotaru MihaiNo ratings yet
- Volume Ii: Specifications (Exterior Painting) : Issue: FINAL, 14th FEB 2013Document4 pagesVolume Ii: Specifications (Exterior Painting) : Issue: FINAL, 14th FEB 2013Ahmad SaadeldinNo ratings yet
- Plumbex Visit Report-2023Document11 pagesPlumbex Visit Report-2023MANJUNATh ENo ratings yet
- Esay Pact Rele, ContactoresDocument84 pagesEsay Pact Rele, ContactoresMarlene RuizNo ratings yet
- Rainwater GoodsDocument100 pagesRainwater GoodsAFW111No ratings yet
- Tunnel Formworks PresentationDocument55 pagesTunnel Formworks PresentationBenedetto La FauciNo ratings yet
- Design of BeamDocument17 pagesDesign of Beamravikiran226100% (2)
- Nimiya Rose JoshuvaDocument9 pagesNimiya Rose JoshuvaVishnu P SudhakaranNo ratings yet
- Toilet unit-BVM School-QuoteDocument4 pagesToilet unit-BVM School-QuoteAmazon Special offerNo ratings yet
- Mageba Products at A GlanceDocument16 pagesMageba Products at A GlanceLance Alexander WeidemanNo ratings yet
- X22CrMoV 12-1Document2 pagesX22CrMoV 12-1Prasad RvsNo ratings yet
- Introduction of StaircaseDocument9 pagesIntroduction of StaircaseRuzengulalebih ZEta's-ListikNo ratings yet
- General Overview Boilers and FlowDocument22 pagesGeneral Overview Boilers and FlowLiam MoylanNo ratings yet
- Burj Al Arab: Cofferdam & RiggingDocument12 pagesBurj Al Arab: Cofferdam & RiggingazharahmadnazriNo ratings yet
- Chen 801-T4Document22 pagesChen 801-T4hussainiNo ratings yet
- Cylinders 2007-04 Lo PDFDocument14 pagesCylinders 2007-04 Lo PDFXaviNo ratings yet
- FIBERSTRONG Product Information FRPDocument80 pagesFIBERSTRONG Product Information FRPAhmed Abd El RahmanNo ratings yet
- BRC1E61 ManualDocument56 pagesBRC1E61 Manualbookslover1No ratings yet
- Hyperstatic Effects PDFDocument13 pagesHyperstatic Effects PDFAnonymous 0tT3SeNo ratings yet
- List of Symbol Definitions: ARCH 331 Symbols Su2014abnDocument17 pagesList of Symbol Definitions: ARCH 331 Symbols Su2014abnong0625No ratings yet
- Grlweap Driven PilesDocument28 pagesGrlweap Driven PilesBolarinwa80% (5)
- HOSHIZAKI KM1200 SWE All Models PDFDocument141 pagesHOSHIZAKI KM1200 SWE All Models PDFjorge castilloNo ratings yet
- 2 Stage Ammonia Refrigeration System For 2 Sisters Food Group Designed and Built by C&L RefrigerationDocument2 pages2 Stage Ammonia Refrigeration System For 2 Sisters Food Group Designed and Built by C&L RefrigerationzhyhhNo ratings yet
- Form 10.3. Installation Checklist Aerobic Treatment UnitDocument4 pagesForm 10.3. Installation Checklist Aerobic Treatment UnitSaravanan RasayaNo ratings yet