Download as pdf or txt
You might also like
- Electroplated Engineering Nickel Coatings: Standard Specification ForDocument7 pagesElectroplated Engineering Nickel Coatings: Standard Specification ForDiego Rangel100% (2)
- P. C. Koelet, T. B. Gray - Industrial Refrigeration - Principles, Design and Applications (1992, Macmillan Education UK)Document447 pagesP. C. Koelet, T. B. Gray - Industrial Refrigeration - Principles, Design and Applications (1992, Macmillan Education UK)Robert Socha HernandezNo ratings yet
- Cellulose PPT 1Document13 pagesCellulose PPT 1SahilNo ratings yet
- Certificado de Calidad Tubo Acero Sch-80 4Document1 pageCertificado de Calidad Tubo Acero Sch-80 4Jesus CondoriNo ratings yet
- Mill Test Certificate En10204-3.1: Carbon Steel Astm A105 Forged Fittings B16.11Document1 pageMill Test Certificate En10204-3.1: Carbon Steel Astm A105 Forged Fittings B16.11Jesus Condori100% (1)
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- HendrixACS - 2. Application & Design PDFDocument40 pagesHendrixACS - 2. Application & Design PDFJaime Orlando SantamariaNo ratings yet
- Alstom ContactorsDocument8 pagesAlstom Contactorshassan karimiNo ratings yet
- 6013Document2 pages6013Hadi BarakNo ratings yet
- Easyarc E7016P BAG 3Document2 pagesEasyarc E7016P BAG 3Andri AjaNo ratings yet
- BCH Shakti StartersDocument8 pagesBCH Shakti Startersvinith kumarNo ratings yet
- Hci634w 312Document9 pagesHci634w 312GUZMAN05No ratings yet
- Invalco Product GuideDocument24 pagesInvalco Product GuideyeisonNo ratings yet
- Inverter Arc Welding Machines: SS15-0691 Drew MarineDocument1 pageInverter Arc Welding Machines: SS15-0691 Drew MarineMuhammad IkramullahNo ratings yet
- Agn046 BDocument8 pagesAgn046 BAnbuNo ratings yet
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Document14 pagesAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonNo ratings yet
- The Australian Welding Guide PDFDocument220 pagesThe Australian Welding Guide PDFThành Nguyễn Xuân100% (1)
- Manual Book SafetranDocument28 pagesManual Book SafetranNayoga MandaNo ratings yet
- Taco 0013 79850 - PROD - FILEDocument1 pageTaco 0013 79850 - PROD - FILEDarrell MaffeiNo ratings yet
- Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 OHTDocument18 pagesWeld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 OHTcarlosNo ratings yet
- Electric Motor Diagnostics Defect Frequencies and Data ColleDocument51 pagesElectric Motor Diagnostics Defect Frequencies and Data ColleSubrata Dubey50% (2)
- Leroy Somer LSA 40-4Document12 pagesLeroy Somer LSA 40-4lanspainNo ratings yet
- Hoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsDocument2 pagesHoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsJuanNo ratings yet
- Schneider ATV320 ATV32 IS Adaptor 90Document4 pagesSchneider ATV320 ATV32 IS Adaptor 90dNo ratings yet
- General Service Solenoid Valves: ConstructionDocument3 pagesGeneral Service Solenoid Valves: ConstructionAditya B. RyantoNo ratings yet
- IRF9630, RF1S9630SM: 6.5A, 200V, 0.800 Ohm, P-Channel Power Mosfets FeaturesDocument7 pagesIRF9630, RF1S9630SM: 6.5A, 200V, 0.800 Ohm, P-Channel Power Mosfets FeaturesAbel RodriguezNo ratings yet
- STAMFORD Range S0 S1Document12 pagesSTAMFORD Range S0 S1hafid CJSPNo ratings yet
- Smoothcor 120T5 K4 (E120T5 K4C)Document1 pageSmoothcor 120T5 K4 (E120T5 K4C)brunizzaNo ratings yet
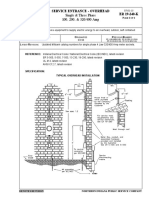
- Service Entrance - Overhead ER 19-240-K: Single & Three Phase 100, 200, & 320/400 AmpDocument6 pagesService Entrance - Overhead ER 19-240-K: Single & Three Phase 100, 200, & 320/400 AmpRyan ƁoŋŋęrNo ratings yet
- 3-C AL 5kV 115 NLEPR 133 Percent PVC MV-105.specDocument2 pages3-C AL 5kV 115 NLEPR 133 Percent PVC MV-105.specFrancisco Zanin FernandesNo ratings yet
- Supertex Inc.: SR086 Adjustable Off-Line Inductorless Switching RegulatorDocument8 pagesSupertex Inc.: SR086 Adjustable Off-Line Inductorless Switching RegulatorSerg SergNo ratings yet
- Polycab IS 9968-1 CatalogDocument27 pagesPolycab IS 9968-1 CatalogSanthosh V RNo ratings yet
- Röhr MMA TIG WSME 200 WSME 250 Welder Instruction Manual MinDocument45 pagesRöhr MMA TIG WSME 200 WSME 250 Welder Instruction Manual Minaajj ajsgNo ratings yet
- 22 08 09 Nord 18556010Document5 pages22 08 09 Nord 18556010Sebastián Felipe Argüello LópezNo ratings yet
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Document2 pagesHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNo ratings yet
- Everlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderDocument21 pagesEverlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderJayakrishnaNo ratings yet
- Mps & Itt - Spiral SteelDocument23 pagesMps & Itt - Spiral SteelSiswo YuwonoNo ratings yet
- Inverter Ac / DC Onduleur Ac / DC Tig / Mma WSME-200Document17 pagesInverter Ac / DC Onduleur Ac / DC Tig / Mma WSME-200Arthur SnveNo ratings yet
- ESABNA-Welders Guide BookDocument32 pagesESABNA-Welders Guide BookCarlos Bermejo Alvarez100% (1)
- IRF640Document7 pagesIRF640Moises de Oliveira BastosNo ratings yet
- 20 - How To Calculate Wire & Fuse Sizes For Electric MotorsDocument2 pages20 - How To Calculate Wire & Fuse Sizes For Electric MotorsLNo ratings yet
- IRF630, RF1S630SM: 9A, 200V, 0.400 Ohm, N-Channel Power Mosfets FeaturesDocument8 pagesIRF630, RF1S630SM: 9A, 200V, 0.400 Ohm, N-Channel Power Mosfets FeaturesulisesNo ratings yet
- Irf 630Document7 pagesIrf 630ban4444No ratings yet
- Users Guide Manual WelderDocument8 pagesUsers Guide Manual WelderALFREDO TEXACANo ratings yet
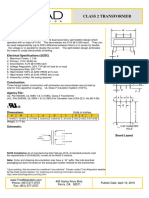
- Class 2 Transformer: DescriptionDocument2 pagesClass 2 Transformer: DescriptionVasilyNo ratings yet
- Solenoids OperatorsR2Document2 pagesSolenoids OperatorsR2jinaya5599No ratings yet
- Basic Guide of Arc Welding ElectrodesDocument25 pagesBasic Guide of Arc Welding ElectrodesrajuNo ratings yet
- EATON FAZ Mini CB - Busbar - ManualDocument2 pagesEATON FAZ Mini CB - Busbar - ManualchonrNo ratings yet
- SS15A2manual CATALOGODocument9 pagesSS15A2manual CATALOGOJose Antonio Gonzales MejiaNo ratings yet
- 30 kVA - PI144GDocument8 pages30 kVA - PI144GMaxlabNo ratings yet
- Installation and Maintenance Manual Softstarters PS S 18/30 300/515Document16 pagesInstallation and Maintenance Manual Softstarters PS S 18/30 300/515Rier AteNo ratings yet
- Vs-40Mt160P.Pbf, Vs-70Mt160P.Pbf, Vs-100Mt160P.Pbf: Vishay SemiconductorsDocument10 pagesVs-40Mt160P.Pbf, Vs-70Mt160P.Pbf, Vs-100Mt160P.Pbf: Vishay SemiconductorssotaquitoNo ratings yet
- 3 Slickline CapabilitiesDocument14 pages3 Slickline CapabilitiesHedi ChhidiNo ratings yet
- Hci634y 312Document9 pagesHci634y 312Nos GoteNo ratings yet
- User Manual: NICE - 350DT NICE - 500DTDocument13 pagesUser Manual: NICE - 350DT NICE - 500DTGerry Dan ChanliongcoNo ratings yet
- You Asked. Listened.: S0 & S1 RangeDocument12 pagesYou Asked. Listened.: S0 & S1 RangePutri Nur Ayu AmaliaNo ratings yet
- IRF9640, RF1S9640SM: 11A, 200V, 0.500 Ohm, P-Channel Power Mosfets FeaturesDocument7 pagesIRF9640, RF1S9640SM: 11A, 200V, 0.500 Ohm, P-Channel Power Mosfets Featuresabduallah muhammadNo ratings yet
- Electric Chain Hoist (Single Brake) : Pull-Rotor Motor Brake Load SheaveDocument5 pagesElectric Chain Hoist (Single Brake) : Pull-Rotor Motor Brake Load SheavemhafizanNo ratings yet
- Basler Electric Voltage Regulator 1256-990 Rev FDocument35 pagesBasler Electric Voltage Regulator 1256-990 Rev FPCSNo ratings yet
- Weldamatic 250sDocument26 pagesWeldamatic 250sIan GrimshawNo ratings yet
- Basler Electric Instrution ManualDocument34 pagesBasler Electric Instrution ManualIgor ErcegNo ratings yet
- Aotai Welding Catalogue 2023Document140 pagesAotai Welding Catalogue 2023Noki AfandiNo ratings yet
- Low Voltage Alternators - 4 Pole LSA 42.3: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZDocument12 pagesLow Voltage Alternators - 4 Pole LSA 42.3: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZhafid CJSPNo ratings yet
- Joslyn ClarkDocument9 pagesJoslyn ClarkRaul Aaron ScoutNo ratings yet
- Certificado EsparragosDocument8 pagesCertificado EsparragosJesus CondoriNo ratings yet
- Certificado de Calidad Codo Acero SCH-40 4X90Document1 pageCertificado de Calidad Codo Acero SCH-40 4X90Jesus CondoriNo ratings yet
- Certificado de Calidad Cople NPS PL Bce. GiacominiDocument1 pageCertificado de Calidad Cople NPS PL Bce. GiacominiJesus CondoriNo ratings yet
- Certificado de Calidad Caps SCH-40Document1 pageCertificado de Calidad Caps SCH-40Jesus CondoriNo ratings yet
- Certificados de Calidad Niple SCH-80Document1 pageCertificados de Calidad Niple SCH-80Jesus CondoriNo ratings yet
- Asme Sec V 2017Document1 pageAsme Sec V 2017Jesus CondoriNo ratings yet
- Steam Calculators - Steam Turbine CalculatorDocument2 pagesSteam Calculators - Steam Turbine Calculatormontymilky100% (2)
- G&C Monolithic RefractoriesDocument8 pagesG&C Monolithic Refractoriesbharathk_37No ratings yet
- The Determination of A Solubility Product ConstantDocument6 pagesThe Determination of A Solubility Product Constantapi-551058017No ratings yet
- Reversible Reactions:) Is Exceptionally High, Then ThisDocument5 pagesReversible Reactions:) Is Exceptionally High, Then ThisUsman Shaukat - 70642/TCHR/BGJTNo ratings yet
- BMC Composite Material: (Bulk Moulding Compound)Document52 pagesBMC Composite Material: (Bulk Moulding Compound)Agyeman EmmanuelNo ratings yet
- Cellulose InsulationDocument2 pagesCellulose InsulationRifqi Dwi PrabowoNo ratings yet
- Blackened and Antiqued Hard..Document6 pagesBlackened and Antiqued Hard..Robin Hughes100% (2)
- Nitrogen Gas Generator: Nitrosource N2-20P - N2-80PDocument32 pagesNitrogen Gas Generator: Nitrosource N2-20P - N2-80PTaha OpedNo ratings yet
- Isolation and Characterization of Piperine From The Fruits of Black Pepper (Piper Nigrum)Document6 pagesIsolation and Characterization of Piperine From The Fruits of Black Pepper (Piper Nigrum)Rodelaide SianturiNo ratings yet
- Dickey - Halley Future of Field Installations UTC PowerDocument18 pagesDickey - Halley Future of Field Installations UTC PowerHasan NoahNo ratings yet
- Kcse Agriculture Notes: Topic 6: Soil Fertility I (Organic Manures)Document13 pagesKcse Agriculture Notes: Topic 6: Soil Fertility I (Organic Manures)Lubnaa JanNo ratings yet
- Splice DesignDocument13 pagesSplice Designtitir bagchiNo ratings yet
- FST306 Laboratory Report 2Document8 pagesFST306 Laboratory Report 2Nisa AzamNo ratings yet
- As 2724.5-1987 Ambient Air - Particulate Matter Determination of Impinged Matter Expressed As Directional DirDocument5 pagesAs 2724.5-1987 Ambient Air - Particulate Matter Determination of Impinged Matter Expressed As Directional DirSAI Global - APACNo ratings yet
- A Comparison of Different DNA Extraction Methods For Slugs (Mollusca: Pulmonata)Document5 pagesA Comparison of Different DNA Extraction Methods For Slugs (Mollusca: Pulmonata)xicoalexandreNo ratings yet
- JNPPR 2012 2 4 512 516Document5 pagesJNPPR 2012 2 4 512 516Dinh DungNo ratings yet
- Thermal Power PlantDocument13 pagesThermal Power PlantSanat KumarNo ratings yet
- Production of Browns Gas Using Hydroxy GeneratorDocument3 pagesProduction of Browns Gas Using Hydroxy GeneratorBoyan StoyanovNo ratings yet
- ECA Efficient Batch Record Design ReviewDocument4 pagesECA Efficient Batch Record Design ReviewMina Maher MikhailNo ratings yet
- Project Ahmedabab MewDocument62 pagesProject Ahmedabab MewumeshkkjkkjkNo ratings yet
- JEE Main Chemistry Model Paper 3Document6 pagesJEE Main Chemistry Model Paper 3PremKumarKalikiri100% (1)
- Aluminium en AW 5754Document4 pagesAluminium en AW 5754doshi78No ratings yet
- Paragon Fabricators Brochure PDFDocument8 pagesParagon Fabricators Brochure PDFSajal KulshresthaNo ratings yet
- Drilling Muds - Design, Optimisation and Maintenance: Presenter: Sheik RahmanDocument2 pagesDrilling Muds - Design, Optimisation and Maintenance: Presenter: Sheik RahmanDian Sikumbang0% (1)
- Periodic TableDocument35 pagesPeriodic Tablesanket sinhaNo ratings yet
- Fuel Supply and CarburetorsDocument74 pagesFuel Supply and CarburetorsmdkhayumNo ratings yet
- Olen 2015 Locala SB IxDocument2 pagesOlen 2015 Locala SB IxAnonymous PL3wzykNo ratings yet