Download as pdf or txt
You might also like
- API 571 Study GuideDocument8 pagesAPI 571 Study Guidenikafiq100% (5)
- API 570 Final Practice ExamDocument23 pagesAPI 570 Final Practice ExamAndiappan PillaiNo ratings yet
- API 576 Practice Exam QuestionsDocument10 pagesAPI 576 Practice Exam QuestionsMahmoud El Nakeeb100% (1)
- API 510 Open Book Q&ADocument138 pagesAPI 510 Open Book Q&AMohammed Shakil25% (4)
- API 570 Quiz - Recertification 2016 SeptDocument8 pagesAPI 570 Quiz - Recertification 2016 Septadma1No ratings yet
- Closed Book Practice QuestionsDocument10 pagesClosed Book Practice Questionsdgelvez100% (3)
- API 570 Final Exam Open Book Questions 24Document11 pagesAPI 570 Final Exam Open Book Questions 24Ravindra S. Jivani100% (5)
- EFMA Ammonia Pipeline Guidance 2008Document50 pagesEFMA Ammonia Pipeline Guidance 2008Robert Smallwood100% (1)
- Api 576 Study QuestionsDocument9 pagesApi 576 Study Questionseragorn100% (1)
- API 510 Closed ExamDocument20 pagesAPI 510 Closed Examariyamanjula2914100% (9)
- API 653 Tank Inspection Code - 04 PDFDocument70 pagesAPI 653 Tank Inspection Code - 04 PDFvignesh100% (1)
- API 570 - Close Book Mockup Exam FinalDocument19 pagesAPI 570 - Close Book Mockup Exam Finaljasminnee80% (10)
- API 570 Exam June 1Document24 pagesAPI 570 Exam June 1Sudarshan79% (14)
- API 572 Study GuideDocument22 pagesAPI 572 Study GuidedarestaniNo ratings yet
- Mahiwagang AlasDocument867 pagesMahiwagang AlasGeorgino GastardoNo ratings yet
- Fisher EZ Control Valve-Instruction ManualDocument36 pagesFisher EZ Control Valve-Instruction ManualPark SataveeNo ratings yet
- Mirigama Industrial TownshipDocument70 pagesMirigama Industrial Townshipariyamanjula2914100% (1)
- API 510 Closed ExamDocument20 pagesAPI 510 Closed Examariyamanjula2914100% (9)
- Logistic CorridorDocument71 pagesLogistic Corridorariyamanjula2914100% (1)
- Fundamentals of Relief Systems (Reindl & Jekel 2008)Document7 pagesFundamentals of Relief Systems (Reindl & Jekel 2008)MTOLNo ratings yet
- Nfpa 20: Installation of Stationary Pumps For Fire ProtectionDocument32 pagesNfpa 20: Installation of Stationary Pumps For Fire ProtectionCobra_00775% (4)
- Tuthill - C Series Service ManualDocument22 pagesTuthill - C Series Service ManualbenkaouhaNo ratings yet
- API 576 QuestionsDocument1 pageAPI 576 QuestionsGanesh PatilNo ratings yet
- API 572 Study Guide: Practice QuestionsDocument10 pagesAPI 572 Study Guide: Practice QuestionsRizwan Nazir100% (1)
- API 572 Practise QuestionDocument58 pagesAPI 572 Practise Questionbelonk_182100% (6)
- MSTS Mark's API 510 STUDY GUIDE.Document30 pagesMSTS Mark's API 510 STUDY GUIDE.Hares SlalNo ratings yet
- Examination Question 510Document12 pagesExamination Question 510ohengjkt100% (1)
- 510 Closed Exam B, Rev8Document20 pages510 Closed Exam B, Rev8yrdna nawaiteosNo ratings yet
- BAY - API 510 Practice Exam #5 CB Questions PDFDocument18 pagesBAY - API 510 Practice Exam #5 CB Questions PDFAshish Patel100% (2)
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- Api571 QuestionsDocument23 pagesApi571 QuestionsPadmanabhan Nataraj100% (8)
- API 570 Closed Book 6 Exam QuestionsDocument21 pagesAPI 570 Closed Book 6 Exam QuestionsFares ÆazizNo ratings yet
- API 570 Questions 06Document22 pagesAPI 570 Questions 06Ravindra S. Jivani75% (4)
- API 510 Exam Q.bank-V VVV ImportantDocument138 pagesAPI 510 Exam Q.bank-V VVV ImportantJeganeswaranNo ratings yet
- API 510 572 576 Questions AnswersDocument33 pagesAPI 510 572 576 Questions Answersnikafiq100% (7)
- API 510 Course Puspatri Apr 09Document185 pagesAPI 510 Course Puspatri Apr 09ahmedelhajNo ratings yet
- 510 Final CBDocument14 pages510 Final CBcsrajesh100% (1)
- Closed Book Api 572-A (55-65) - 2Document11 pagesClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- API 570 Final Test 2Document30 pagesAPI 570 Final Test 2hardikpandya20100% (6)
- API 570 Practise Exam QuestionsDocument7 pagesAPI 570 Practise Exam Questionsjasmineamma100% (1)
- API 510 QuestionsDocument8 pagesAPI 510 QuestionsTAYYAB FAROOQ100% (2)
- 15 API 570 - Open Book Mockup Exam FinalDocument12 pages15 API 570 - Open Book Mockup Exam FinalMichael Albuquerque100% (1)
- 510 Closed Exam A Rev 9Document24 pages510 Closed Exam A Rev 9tommy3021No ratings yet
- Daily Points To Recall (Day 8) : Page 1 of 3Document3 pagesDaily Points To Recall (Day 8) : Page 1 of 3chowhkNo ratings yet
- API 510 Practise Question Nov 07 Rev1Document200 pagesAPI 510 Practise Question Nov 07 Rev1TRAN THONG SINH100% (3)
- Pages From API 570 All Closed BookDocument18 pagesPages From API 570 All Closed Bookkumar50% (2)
- Api 570 Quiz-2Document34 pagesApi 570 Quiz-2jacquesmayol0% (1)
- API 510 Study QuestionsDocument49 pagesAPI 510 Study QuestionsMichael Clapham50% (4)
- API 570 Responsibilities 2019Document4 pagesAPI 570 Responsibilities 2019Sohn JmithNo ratings yet
- 002 API 510 Course Puspatri Apr 09Document185 pages002 API 510 Course Puspatri Apr 09ahmadlie100% (5)
- API 570 Day 5 Book (1 To 130)Document137 pagesAPI 570 Day 5 Book (1 To 130)melvinNo ratings yet
- Api 510 Preparatory Bench Mark Quiz: AppropriateDocument120 pagesApi 510 Preparatory Bench Mark Quiz: AppropriateCss Sfaxien100% (1)
- API 653 MSTS Preeparation Feb09Document5 pagesAPI 653 MSTS Preeparation Feb09Anuradha SivakumarNo ratings yet
- Api 576 Q 1Document10 pagesApi 576 Q 1abdoNo ratings yet
- Api 576 Q 2Document6 pagesApi 576 Q 2abdoNo ratings yet
- Engine Opt C1 C17 1Document43 pagesEngine Opt C1 C17 1LENIEL ROY OCANNo ratings yet
- Steel Erection Crane InspectionDocument3 pagesSteel Erection Crane InspectionSyaiful BahriNo ratings yet
- 1100 Startup and Troubleshooting: Chevron Corporation 1100-1 January 1991Document30 pages1100 Startup and Troubleshooting: Chevron Corporation 1100-1 January 1991Honesto BautistaNo ratings yet
- Sizing and Selection Procedure of Pressure Relieving Devices - R0Document47 pagesSizing and Selection Procedure of Pressure Relieving Devices - R0balajikrishnan100% (1)
- Muller CoDocument12 pagesMuller CoRamSalunkheNo ratings yet
- EGV ManualDocument15 pagesEGV ManualT.MuthuvijayapandiNo ratings yet
- Engine Reviewer Oic 2015Document64 pagesEngine Reviewer Oic 2015Freddie Ven P Cortan100% (5)
- Atr En04Document31 pagesAtr En04aliNo ratings yet
- 0004 Lesson API RP-576Document65 pages0004 Lesson API RP-576tayyab aliNo ratings yet
- C47 Series IOMDocument8 pagesC47 Series IOMKannan KrisNo ratings yet
- Fisher EZ Easy-E Control Valve PDFDocument40 pagesFisher EZ Easy-E Control Valve PDFARMANDONo ratings yet
- Lesson 21 RP-576 New2Document64 pagesLesson 21 RP-576 New2gopu100% (1)
- Sans 342 2016 1 003Document21 pagesSans 342 2016 1 003ariyamanjula2914No ratings yet
- Viva Energy Unleaded 91-95-98Document2 pagesViva Energy Unleaded 91-95-98ariyamanjula2914No ratings yet
- Shell Unleaded 95Document1 pageShell Unleaded 95ariyamanjula2914No ratings yet
- Celex 32014L0077 en TXTDocument2 pagesCelex 32014L0077 en TXTariyamanjula2914No ratings yet
- Section 5 Quality Assurance and Inspection of WeldsDocument55 pagesSection 5 Quality Assurance and Inspection of Weldsariyamanjula2914No ratings yet
- MSDS Avgas 100LLDocument11 pagesMSDS Avgas 100LLariyamanjula2914No ratings yet
- Celex 52021DC0550 en TXTDocument15 pagesCelex 52021DC0550 en TXTariyamanjula2914No ratings yet
- Section 6 Advanced NDT TechniquesDocument48 pagesSection 6 Advanced NDT Techniquesariyamanjula2914100% (1)
- Section 4 Selection of Materials Used in RefineriesDocument39 pagesSection 4 Selection of Materials Used in Refineriesariyamanjula2914100% (2)
- Section 1 Inspection and NDTDocument84 pagesSection 1 Inspection and NDTariyamanjula2914100% (1)
- Check List - Self Assessment.: Cinec Maritime CampusDocument4 pagesCheck List - Self Assessment.: Cinec Maritime Campusariyamanjula2914No ratings yet
- Section 2 Onstream and Shutdown InspectionDocument135 pagesSection 2 Onstream and Shutdown Inspectionariyamanjula2914100% (1)
- Section 3 Corrosion in RefineriesDocument109 pagesSection 3 Corrosion in Refineriesariyamanjula2914100% (1)
- 577 ExerciseDocument40 pages577 Exerciseariyamanjula2914100% (1)
- "5S" Competition: 1. 5S Leadership of The CeoDocument1 page"5S" Competition: 1. 5S Leadership of The Ceoariyamanjula2914No ratings yet
- Projects Identification DocumentDocument284 pagesProjects Identification Documentariyamanjula2914100% (1)
- Master Plan V2.2 PDFDocument195 pagesMaster Plan V2.2 PDFariyamanjula2914100% (1)
- Iroquois and Tennessee Gas TransmissionDocument595 pagesIroquois and Tennessee Gas Transmissionariyamanjula2914No ratings yet
- Forest City Banduraliya 1Document56 pagesForest City Banduraliya 1ariyamanjula2914No ratings yet
- Aero CityDocument53 pagesAero Cityariyamanjula2914100% (1)
- Megapolis Plan Jan16 EnglishDocument116 pagesMegapolis Plan Jan16 Englishariyamanjula2914No ratings yet
- Report 2 LRT Vs Monorail Final 02Document30 pagesReport 2 LRT Vs Monorail Final 02ariyamanjula291450% (2)
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyNo ratings yet
- 510 Open ExamDocument17 pages510 Open Examariyamanjula2914100% (1)
- API 571 Exercises, Rev2Document11 pagesAPI 571 Exercises, Rev2ariyamanjula2914100% (5)
- Pressure Relief DevicesDocument5 pagesPressure Relief DevicesInspection EngineerNo ratings yet
- Two Phase Flow BibliographyDocument41 pagesTwo Phase Flow BibliographyShiv Pratap SinghNo ratings yet
- Matindok Gas Development Project (MGDP) Check List System Dehydration UnitDocument7 pagesMatindok Gas Development Project (MGDP) Check List System Dehydration Unitnailulfalah17No ratings yet
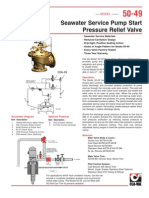
- E 50 49 - FireDocument2 pagesE 50 49 - FireJulio C. Sivira CallejaNo ratings yet
- Instrument Air Design GuideDocument39 pagesInstrument Air Design Guidesapu11jagat5855100% (1)
- (Original Instructions) : 4990627003 September 2013Document18 pages(Original Instructions) : 4990627003 September 2013flNo ratings yet
- Process Specialist 4 Resume Example Company Name - Katy, TexasDocument5 pagesProcess Specialist 4 Resume Example Company Name - Katy, Texassayed mohsen musavianNo ratings yet
- LPG Pump IOM LGL2 LGL3 PDFDocument12 pagesLPG Pump IOM LGL2 LGL3 PDFAfani Roma A100% (1)
- Curriculum Vitae Mr. Rohan Kailas Kamble (B.E. Chemical-Process Engineer)Document2 pagesCurriculum Vitae Mr. Rohan Kailas Kamble (B.E. Chemical-Process Engineer)Rohan KambleNo ratings yet
- The Weby's: PSV Selection For BeginnerDocument15 pagesThe Weby's: PSV Selection For BeginnerShanmuga MuthukumarNo ratings yet
- Regulators 63egDocument20 pagesRegulators 63egAlberto CastellanosNo ratings yet
- PSV Calculations FlareDocument0 pagesPSV Calculations FlareSrinivas BobbyNo ratings yet
- 15-Mercer Valve - SafetyDocument33 pages15-Mercer Valve - SafetycarlosNo ratings yet
- 2013 Gas Modules PDFDocument5 pages2013 Gas Modules PDFWagner Branco100% (1)
- CRS Qatar Energy Comments - VI-D-IEE-23-735-2240Document12 pagesCRS Qatar Energy Comments - VI-D-IEE-23-735-2240planningNo ratings yet
- The Turbine Lubricating Oil System: ObjectivesDocument23 pagesThe Turbine Lubricating Oil System: Objectivesefmaggio100% (2)
- Im 5 201 Us PDFDocument20 pagesIm 5 201 Us PDFCarlos Rafael Pereyra SegoviaNo ratings yet
- ProductCatalog Cyrus Shank PSVDocument95 pagesProductCatalog Cyrus Shank PSVmramos4191No ratings yet
- 10.iom en - 30xaDocument47 pages10.iom en - 30xaaliosha2010No ratings yet
- 521taaai 2Document7 pages521taaai 2Erwin FerdianNo ratings yet
- Spe 7175 MS PDFDocument8 pagesSpe 7175 MS PDFMaruf RahmanNo ratings yet
- Installation and Maintenance Instructions: Anderson Greenwood Series 9300 Pilot Operated Safety Relief ValvesDocument32 pagesInstallation and Maintenance Instructions: Anderson Greenwood Series 9300 Pilot Operated Safety Relief ValvesNavigator VirgoNo ratings yet
- NWEP Stanlow Relief Valve Sizing R01Document14 pagesNWEP Stanlow Relief Valve Sizing R01mb.pipingNo ratings yet
- Gilmore Relief Valve CatalogDocument16 pagesGilmore Relief Valve CatalogALBINO97No ratings yet
- CRV Cryogenic Relief ValveDocument4 pagesCRV Cryogenic Relief ValveCastoriadisNo ratings yet