Download as doc, pdf, or txt
You might also like
- ICCP Installation Manual 38658AE 'S1163' REV1Document103 pagesICCP Installation Manual 38658AE 'S1163' REV1laurentiuchiriac80% (5)
- QAQC Procedure For FabricationDocument7 pagesQAQC Procedure For FabricationRajesh K Pillai100% (6)
- Corrosion Technology: Cathodic and Anodic ProtectionDocument36 pagesCorrosion Technology: Cathodic and Anodic Protectionsohrab25100% (1)
- Peneterant Testing For NDT - Procedure Details - Latest FinalDocument8 pagesPeneterant Testing For NDT - Procedure Details - Latest FinalAlam MD Sazid100% (1)
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- Welder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#Document1 pageWelder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#satnamNo ratings yet
- API 571 Section 1 (Revision & Mech. Damage)Document118 pagesAPI 571 Section 1 (Revision & Mech. Damage)alidad100% (3)
- Flux Cored Arc Welding PDFDocument106 pagesFlux Cored Arc Welding PDFalidad100% (2)
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
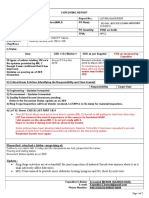
- Expediting Report MIL-30Sept FINALDocument2 pagesExpediting Report MIL-30Sept FINALjasmineamma100% (1)
- 30 12 14 Expediting Report GoodrichGasketsDocument2 pages30 12 14 Expediting Report GoodrichGasketsjasmineamma100% (1)
- VT ProcedureDocument6 pagesVT ProcedurePand AemonaEonNo ratings yet
- Pqr-152 - Run SheetDocument38 pagesPqr-152 - Run SheetMAT-LIONNo ratings yet
- Weld Repair PipeDocument4 pagesWeld Repair PipeSc Tan100% (2)
- Work Instructions - Gas CuttingDocument2 pagesWork Instructions - Gas Cuttingvivek sureshNo ratings yet
- Gas Metal Arc Welding (GMAW) : University of Kuala Lumpur - Malaysia France InstituteDocument16 pagesGas Metal Arc Welding (GMAW) : University of Kuala Lumpur - Malaysia France InstituteKamarul Nizam100% (1)
- WPS PresentationDocument27 pagesWPS PresentationSenthil Kumar50% (2)
- Expediting Report MIL-18AugDocument3 pagesExpediting Report MIL-18AugjasmineammaNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesTanveer Rajput EngrNo ratings yet
- Repair Procedure ANNEXUREDocument16 pagesRepair Procedure ANNEXUREShaikh AdilNo ratings yet
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- 16 Calibration and Validation of MeasuringDocument4 pages16 Calibration and Validation of Measuringelmira100% (1)
- W QC A 004 Rev1, WQT ProcedureDocument15 pagesW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoNo ratings yet
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Quality StandardsDocument18 pagesQuality StandardsramausNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- WPQR Sample FormDocument1 pageWPQR Sample FormshwayeNo ratings yet
- Scope of ResponsibilitiesDocument2 pagesScope of ResponsibilitiesMuthu Srinivasan Muthu Selvam100% (1)
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Inspode Quality Assurance ManualDocument53 pagesInspode Quality Assurance ManualKeneth Del CarmenNo ratings yet
- Painting Repair ProcedureDocument11 pagesPainting Repair ProcedureAhmedNo ratings yet
- QSP 520 01 Quality PlanningDocument4 pagesQSP 520 01 Quality PlanningMacelNo ratings yet
- Structural FabricationDocument46 pagesStructural FabricationmithileshNo ratings yet
- Quality Moment - January 2021Document7 pagesQuality Moment - January 2021Mohd Dzaki B. SamsuriNo ratings yet
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- Difference Between Duplex and Super Duplex MaterialDocument3 pagesDifference Between Duplex and Super Duplex Materialravindra_27437153No ratings yet
- HMC Spec 001 - Welding and Fabrication of Structural SteelDocument29 pagesHMC Spec 001 - Welding and Fabrication of Structural SteelJohnnyNo ratings yet
- API Welding ProceduresDocument69 pagesAPI Welding ProceduresStephen Boodoo100% (3)
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- Fabricatin Inspection Testing of Structural ProductDocument44 pagesFabricatin Inspection Testing of Structural ProductwalitedisonNo ratings yet
- Control Distortion During Design StageDocument5 pagesControl Distortion During Design StagebalamuruganNo ratings yet
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedNo ratings yet
- TenarisCatalogue Casing&Tubing PDFDocument118 pagesTenarisCatalogue Casing&Tubing PDFHenry Carreno MesaNo ratings yet
- Duties of Welding InspectorDocument1 pageDuties of Welding InspectorJennifer French100% (1)
- Dewpoint: Coating & Painting InspectionDocument6 pagesDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- (Signed) Quality Manual Revision K 7th EditionDocument32 pages(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan Raja100% (1)
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- Visual Welding Inspector Course TopicsDocument40 pagesVisual Welding Inspector Course TopicsJohn Dare100% (2)
- Welding InspectionDocument139 pagesWelding Inspectionvanchai sapaNo ratings yet
- The Welding Inspection Services Are Define in Three Stages As BelowDocument9 pagesThe Welding Inspection Services Are Define in Three Stages As BelowdeliNo ratings yet
- Shaik Yousufuddin (Welding Inspector)Document3 pagesShaik Yousufuddin (Welding Inspector)Mohamed AdelNo ratings yet
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- IQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFDocument11 pagesIQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFAli MajeedNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Audit Check List For NDE IssDocument2 pagesAudit Check List For NDE Issishfaqurrehmanpk100% (1)
- 3-Piping Repair Weld Procedure - PR003Document5 pages3-Piping Repair Weld Procedure - PR003mohd as shahiddin jafriNo ratings yet
- STANDART PROCEDURE Welding Dan TestingDocument6 pagesSTANDART PROCEDURE Welding Dan TestingvayakunNo ratings yet
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- Repair Weld Method Statement - V3299BDocument4 pagesRepair Weld Method Statement - V3299Bcameron toolseeNo ratings yet
- Welding ReportDocument52 pagesWelding ReportalidadNo ratings yet
- UTP Welding Consumables For Cast Iron MaterialsDocument18 pagesUTP Welding Consumables For Cast Iron MaterialsalidadNo ratings yet
- Repair Works of Jagir Separator V-5100 (UEPL) Inspection ReportDocument7 pagesRepair Works of Jagir Separator V-5100 (UEPL) Inspection ReportalidadNo ratings yet
- Executive Summary For Acciedent ReportingDocument18 pagesExecutive Summary For Acciedent ReportingalidadNo ratings yet
- The Steel-Concrete InterfaceDocument24 pagesThe Steel-Concrete InterfaceNadher Al-BaghdadiNo ratings yet
- Astm A36Document2 pagesAstm A36Denny Angriawan NurcahyaNo ratings yet
- Foaming IndexDocument5 pagesFoaming Indexsaibal_silNo ratings yet
- Exer 12Document8 pagesExer 12MarinellaQuitainEscanoNo ratings yet
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFDocument5 pagesAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFOrlando19490% (1)
- Unit 2Document104 pagesUnit 2Sagar DhageNo ratings yet
- Mensuration & Calculation For Plumbing by Daleon PDFDocument101 pagesMensuration & Calculation For Plumbing by Daleon PDFmanny daleon100% (1)
- 1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceDocument13 pages1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceandhucaosNo ratings yet
- Option 2: Finance Room PaintryDocument1 pageOption 2: Finance Room PaintrySanjay JangirNo ratings yet
- Changing From Element WT% To Oxide WT%Document11 pagesChanging From Element WT% To Oxide WT%Reuben De BruynNo ratings yet
- Boron in SteelDocument8 pagesBoron in SteelMuhammad Rizqi RamadhanNo ratings yet
- Din 2463Document13 pagesDin 2463dunknown15No ratings yet
- Bearing Lock Nuts Precision Lock Nuts / Hook Spanners For Bearing NutsDocument1 pageBearing Lock Nuts Precision Lock Nuts / Hook Spanners For Bearing NutsAssifa YuichiroNo ratings yet
- Aluminium en AW 6082Document3 pagesAluminium en AW 6082doshi78No ratings yet
- Elems 13Document101 pagesElems 13Reynald de VeraNo ratings yet
- TL-DSV 2012-05 Engl Br-1Document5 pagesTL-DSV 2012-05 Engl Br-1Dorota HONo ratings yet
- 7 PeglerDocument28 pages7 Peglerarshad iqbalNo ratings yet
- WWW Parhladsharma inDocument6 pagesWWW Parhladsharma inAbu AnoopNo ratings yet
- Lecture-1 - Introduction IRON and STEELDocument13 pagesLecture-1 - Introduction IRON and STEELKriiztal GodinezNo ratings yet
- Approved Approved Cat I Cat - IiDocument7 pagesApproved Approved Cat I Cat - Iidesign revacranesNo ratings yet
- Coherence and UnityDocument1 pageCoherence and UnitySighdz ManalansanNo ratings yet
- Structural Study of Mild SteelDocument8 pagesStructural Study of Mild SteelMostafizur Rahman Sobuj73% (11)
- LAB REPORT of Gear Hobbing MachineDocument6 pagesLAB REPORT of Gear Hobbing MachineAhtisham AmjadNo ratings yet
- SSPC Surface Prep Specs PDFDocument4 pagesSSPC Surface Prep Specs PDFImam SitumeangNo ratings yet
- Astm B-604Document11 pagesAstm B-604H1B1171No ratings yet
- Compatibility of Metals & Alloys in Neat Methanol ServiceDocument18 pagesCompatibility of Metals & Alloys in Neat Methanol ServiceAgustina CarrizoNo ratings yet
- Performance Evaluation of Tin Coated and Uncoated Carbide Tools in Turning Aisi 4140 SteelDocument6 pagesPerformance Evaluation of Tin Coated and Uncoated Carbide Tools in Turning Aisi 4140 SteelRizal FahrezaNo ratings yet
- Laser PPT 2Document15 pagesLaser PPT 2Dhiraj KolheNo ratings yet