Download as docx, pdf, or txt
You might also like
- Harrison M300 & T300 LathesDocument13 pagesHarrison M300 & T300 Lathescecio2192No ratings yet
- Hums PDFDocument106 pagesHums PDFKiriti Satyanarayana100% (1)
- Flowchart of Milk Manufacturing ProcessDocument1 pageFlowchart of Milk Manufacturing ProcessBenzeneNo ratings yet
- Cheese Manufacturing ProcessDocument8 pagesCheese Manufacturing ProcessBenzene100% (1)
- Codex Soy SauceDocument24 pagesCodex Soy SauceBenzene0% (1)
- Types of Flexible CouplingsDocument11 pagesTypes of Flexible Couplingsdfz138No ratings yet
- Vikas Yadav For Successfully Completing The Elearning Program On BearingsDocument30 pagesVikas Yadav For Successfully Completing The Elearning Program On BearingsAvinash SinghNo ratings yet
- Table 2 Factors To Consider When Selecting Fits Factors Situation Guideline RulesDocument2 pagesTable 2 Factors To Consider When Selecting Fits Factors Situation Guideline Ruleskuruvillaj2217No ratings yet
- Bearings: Sliding Bearings Rolling Bearings Journal ThrustDocument3 pagesBearings: Sliding Bearings Rolling Bearings Journal ThrustShirishaVijayapuramNo ratings yet
- Cylindrical Roller Bearings ULTAGE Series: CAT - NoDocument12 pagesCylindrical Roller Bearings ULTAGE Series: CAT - NoVarsha SinghNo ratings yet
- Friction Lubrication and Wear of Gears ADocument17 pagesFriction Lubrication and Wear of Gears AdhowardjNo ratings yet
- Lubricant Reference ManualDocument27 pagesLubricant Reference ManualNguyen Tien Quy100% (6)
- NSK PreventingCreepOnSubmersiblePumpBearings PDFDocument2 pagesNSK PreventingCreepOnSubmersiblePumpBearings PDFSaikat PurkaitNo ratings yet
- Silde - Cswip - 3.1 079 156 08Document1 pageSilde - Cswip - 3.1 079 156 08cswip2024No ratings yet
- Terminology and Understanding NabtescoDocument16 pagesTerminology and Understanding NabtescoFlávio Ferreira JuniorNo ratings yet
- Zero Max ServoClassDocument12 pagesZero Max ServoClassJorgeGonzálezNo ratings yet
- Resilient CouplingsDocument7 pagesResilient CouplingsAriyanNo ratings yet
- Altalanos Nyomatek Fogalom AttekinteseDocument5 pagesAltalanos Nyomatek Fogalom Attekintesepmf engineering limitedNo ratings yet
- Cylindrical Roller Bearings: CAT. No. 3037-@/EDocument7 pagesCylindrical Roller Bearings: CAT. No. 3037-@/EAaronNo ratings yet
- Mark Dykstra - Stick Slip PresentationDocument16 pagesMark Dykstra - Stick Slip PresentationJasim BashirNo ratings yet
- DB DB: Maintenance-Free BearingsDocument12 pagesDB DB: Maintenance-Free Bearingswalk111No ratings yet
- Ultrastrong Steel Via Minimal Lattice Misfit and High-Density NanoprecipitationDocument12 pagesUltrastrong Steel Via Minimal Lattice Misfit and High-Density NanoprecipitationstevenNo ratings yet
- Part 6 Bearing & Lubication 15Document15 pagesPart 6 Bearing & Lubication 15Aenur RofiiqNo ratings yet
- Hybrid Ceramic Ball Bearings: MRC Bearing ServicesDocument4 pagesHybrid Ceramic Ball Bearings: MRC Bearing ServicesecsuperalNo ratings yet
- Data Sheet Sylomer Marine FR 455 ENDocument2 pagesData Sheet Sylomer Marine FR 455 ENnipper7No ratings yet
- Lubrication HitchcockDocument56 pagesLubrication HitchcockCharlie MayneNo ratings yet
- Introduction and Perspectives: Why Carburize Case-Harden?Document10 pagesIntroduction and Perspectives: Why Carburize Case-Harden?Denis Yasmin AlineNo ratings yet
- Failure Mode & Effects Analysis (FMEA)Document2 pagesFailure Mode & Effects Analysis (FMEA)Ali AlanniNo ratings yet
- 2021 HMFD Walzverfahren enDocument20 pages2021 HMFD Walzverfahren enChristina Christina ChristinaNo ratings yet
- Silde - Cswip - 3.1 079 156 11Document1 pageSilde - Cswip - 3.1 079 156 11cswip2024No ratings yet
- What Is Torque? Torque Tightening and PreloadDocument2 pagesWhat Is Torque? Torque Tightening and PreloadMMLNo ratings yet
- Acoples Lovejoy (Rejilla - Grid, 8 Pág.)Document8 pagesAcoples Lovejoy (Rejilla - Grid, 8 Pág.)marcelo castilloNo ratings yet
- Stick Slip MitigationDocument18 pagesStick Slip MitigationAHMED BAKR100% (1)
- Anti-Vibration Mountings PDFDocument4 pagesAnti-Vibration Mountings PDFPremkumarDeivendran100% (1)
- Technical Details: Standard Unitized PistonDocument2 pagesTechnical Details: Standard Unitized PistonRPINILLA (EICO S.A.)No ratings yet
- Aerzen Airgas GM 150 SDocument4 pagesAerzen Airgas GM 150 SMMauricio GaticaNo ratings yet
- ACM Hydro Fact SheetDocument2 pagesACM Hydro Fact SheetPetarNo ratings yet
- Vibration Table: Stick-SlipDocument4 pagesVibration Table: Stick-SlipGlebNo ratings yet
- Tolerancia Eje y HousingDocument10 pagesTolerancia Eje y Housingcris solNo ratings yet
- Jintai: Slide BearingDocument46 pagesJintai: Slide BearingAndré DupimNo ratings yet
- Slide BearingDocument47 pagesSlide Bearing최승원No ratings yet
- 5732 Ce 1137630Document47 pages5732 Ce 1137630adam leeNo ratings yet
- Spread Sheet of Plate Girder-Is800-2007Document3 pagesSpread Sheet of Plate Girder-Is800-2007yedida v r aviswanadhNo ratings yet
- Technical Data Sheet: Trunnion Block Friction ModifierDocument1 pageTechnical Data Sheet: Trunnion Block Friction ModifierDon HowardNo ratings yet
- Sr. No. Item Effects Causes Functions / Requirements Failure ModeDocument6 pagesSr. No. Item Effects Causes Functions / Requirements Failure ModeAtul DahiyaNo ratings yet
- Lubrication Unit 3Document15 pagesLubrication Unit 3Samiksha ChichwareNo ratings yet
- Damping in BearingDocument4 pagesDamping in BearingRavi Kishore BNo ratings yet
- HT & SW Series Actuators: Servo WeldingDocument11 pagesHT & SW Series Actuators: Servo WeldingKristjan MohoričNo ratings yet
- C.P.O Box 2810 Seoul, Korea (H.Q) Automotive & Component DivisionDocument4 pagesC.P.O Box 2810 Seoul, Korea (H.Q) Automotive & Component DivisionAcero MariaNo ratings yet
- Spezial Double Coated Electrode BrochureDocument4 pagesSpezial Double Coated Electrode BrochureKhhg AgddsNo ratings yet
- Electrical Machines - Induction Machines - StandardizationDocument6 pagesElectrical Machines - Induction Machines - Standardizationjcy 11022No ratings yet
- Dimension Data Sheet For Multi-Turn Bevel Gearboxes Technical Data Sheet For Part-Turn Worm GearboxesDocument1 pageDimension Data Sheet For Multi-Turn Bevel Gearboxes Technical Data Sheet For Part-Turn Worm GearboxesDesign V-Tork ControlsNo ratings yet
- Item # PK264M-03B, Stepper MotorDocument3 pagesItem # PK264M-03B, Stepper MotorVigneswaran KNo ratings yet
- Silde - Cswip - 3.1 079 156 49Document1 pageSilde - Cswip - 3.1 079 156 49cswip2024No ratings yet
- Cono RC CedarapidsDocument8 pagesCono RC CedarapidsJesus DugarteNo ratings yet
- Laser Welding Vs Spot WeldingDocument8 pagesLaser Welding Vs Spot WeldinggcldesignNo ratings yet
- Catalogo Aisladores PDFDocument75 pagesCatalogo Aisladores PDFCamilo AguilarNo ratings yet
- Wear 2Document11 pagesWear 2Extra WorkNo ratings yet
- Catalog 201506 PDFDocument75 pagesCatalog 201506 PDFDairo OvalleNo ratings yet
- SKF Plain BearingDocument1 pageSKF Plain BearingNavidJalalianNo ratings yet
- Activity 1: Introduction To SetsDocument3 pagesActivity 1: Introduction To SetsBenzeneNo ratings yet
- Types of Food IngredientsDocument4 pagesTypes of Food IngredientsBenzeneNo ratings yet
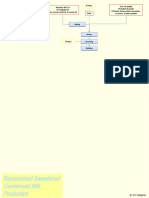
- Commercial Milk Products: Sweetened Condensed Milk Raw MaterialsDocument7 pagesCommercial Milk Products: Sweetened Condensed Milk Raw MaterialsBenzene100% (1)
- Flowchart of Milk Manufacturing ProcessDocument1 pageFlowchart of Milk Manufacturing ProcessBenzeneNo ratings yet
- Types and Uses of Additives in Dairy Products: B Gascoyne, Leatherhead Food Research, Leatherhead, UKDocument7 pagesTypes and Uses of Additives in Dairy Products: B Gascoyne, Leatherhead Food Research, Leatherhead, UKBenzeneNo ratings yet
- CHEESE - Raw MaterialsDocument8 pagesCHEESE - Raw MaterialsBenzeneNo ratings yet
- Food Chemistry 295 (2019) 198-205Document8 pagesFood Chemistry 295 (2019) 198-205BenzeneNo ratings yet
- Product Review: Bakery Industry IDocument7 pagesProduct Review: Bakery Industry IBenzeneNo ratings yet
- Problem Set Mock Exam - CHE PDFDocument11 pagesProblem Set Mock Exam - CHE PDFBenzene100% (1)
- DAY 2 (July 27, 2019)Document1 pageDAY 2 (July 27, 2019)BenzeneNo ratings yet
- EconDocument18 pagesEconBenzeneNo ratings yet
- CpiDocument7 pagesCpiBenzeneNo ratings yet
- Sessions Contests GUIDELINES LongDocument6 pagesSessions Contests GUIDELINES LongBenzeneNo ratings yet
- MNDocument2 pagesMNBenzeneNo ratings yet
- Evap MriiDocument5 pagesEvap MriiBenzeneNo ratings yet
- DAY 0 (July 25, 2019) : Minute To MinuteDocument36 pagesDAY 0 (July 25, 2019) : Minute To MinuteBenzeneNo ratings yet
- Staff HandbookDocument11 pagesStaff HandbookBenzeneNo ratings yet
- MA0686EHG1 Instruction Manual (English) - TW2180BRF5Document77 pagesMA0686EHG1 Instruction Manual (English) - TW2180BRF5Leadec LumelNo ratings yet
- Catalog: Servo TechnologyDocument180 pagesCatalog: Servo Technologyhagh_mostafa2787No ratings yet
- Retrofitting Autostar GOTO Control To The Vixen SP and GP Style GEM Mounts Using Meade DS-Series MotorsDocument20 pagesRetrofitting Autostar GOTO Control To The Vixen SP and GP Style GEM Mounts Using Meade DS-Series MotorsJohn FritzNo ratings yet
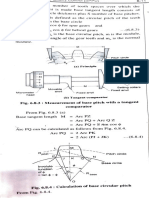
- Base Tangent LengthDocument1 pageBase Tangent LengthKalpesh BawankarNo ratings yet
- Catalog FDocument194 pagesCatalog FRonaldo Adriano WojcikiNo ratings yet
- Girth Gear Run Out Holcim 1607570289Document32 pagesGirth Gear Run Out Holcim 1607570289Mohamed ZayedNo ratings yet
- Assembling 4WD Transfer CaseDocument10 pagesAssembling 4WD Transfer CaseTheKillerlvl900No ratings yet
- Automobile Engineering Lab Manual For B E Mechanical by D S DabhadeDocument44 pagesAutomobile Engineering Lab Manual For B E Mechanical by D S DabhadeAman SarfarazNo ratings yet
- SolutionDocument35 pagesSolutionMariel MirafloresNo ratings yet
- Crossflow Propeller Speed Reduction Unit (PSRU) - US$4,945.00Document4 pagesCrossflow Propeller Speed Reduction Unit (PSRU) - US$4,945.00G.L. ZortmanNo ratings yet
- g500-B With MF Bevel Geared Motor, Inverter-Optimized - v1-0 - ENDocument176 pagesg500-B With MF Bevel Geared Motor, Inverter-Optimized - v1-0 - ENHeber D AvanssoNo ratings yet
- Ied Product Disassembly Chart 1Document8 pagesIed Product Disassembly Chart 1api-668364903No ratings yet
- Mesan MXR-KM (F-K) Guide Specs r2Document4 pagesMesan MXR-KM (F-K) Guide Specs r2Renu TekumudiNo ratings yet
- Cordless Screwdriver ReportsDocument83 pagesCordless Screwdriver ReportsAnkitaNo ratings yet
- Double Flank Gear Roll TesterDocument6 pagesDouble Flank Gear Roll TestervijaykumarnNo ratings yet
- Verlinde EUROSTYLE GB PDFDocument8 pagesVerlinde EUROSTYLE GB PDFcandra trisilawatiNo ratings yet
- Physics GearsDocument101 pagesPhysics Gearssungjoo75No ratings yet
- MSGA (B) Ground Spur GearsDocument12 pagesMSGA (B) Ground Spur Gearsdindo_waeNo ratings yet
- ExtruderDocument104 pagesExtruderAnuj Gupta80% (5)
- Milling NotesDocument20 pagesMilling NotesleoandresmessiNo ratings yet
- Lath MachineDocument39 pagesLath MachineVimukthi LakshanNo ratings yet
- Gear Hand BookDocument104 pagesGear Hand BookOddysseus5100% (7)
- Analysis Information of Powertrain ComponentsDocument21 pagesAnalysis Information of Powertrain Componentssubha_aeroNo ratings yet
- Report North Point IncidentDocument29 pagesReport North Point Incidentsimoncarter313No ratings yet
- Molins Spares MarkedDocument43 pagesMolins Spares Markedmt451610100% (1)
- LEC 31 CH-18 Shafts and AxlesDocument34 pagesLEC 31 CH-18 Shafts and AxlesJoe Hosny100% (1)
- P30 Drivetrain Repair - Sports CarDocument104 pagesP30 Drivetrain Repair - Sports CarAllan Cancino100% (2)
- Bosch Rexroth IndraDrive Mi Project PlanningDocument242 pagesBosch Rexroth IndraDrive Mi Project Planningicisternas icisternasNo ratings yet