Download as pdf or txt
You might also like
- Being Happy - Andrew MatthewsDocument242 pagesBeing Happy - Andrew MatthewsLioe Stanley100% (4)
- UPSC New Syllabus & Tips To Crack IAS Preliminary & Mains Exam PDFDocument59 pagesUPSC New Syllabus & Tips To Crack IAS Preliminary & Mains Exam PDFPrateek SahniNo ratings yet
- Yamaha CLP 170 Service ManualDocument122 pagesYamaha CLP 170 Service ManualicaroheartNo ratings yet
- Computers & Operations Research: Su Nguyen, Mengjie Zhang, Mark Johnston, Kay Chen TanDocument11 pagesComputers & Operations Research: Su Nguyen, Mengjie Zhang, Mark Johnston, Kay Chen TanImane TorbiNo ratings yet
- A Gravitational Search Based On The Optimization of Job Shop Scheduling ProblemDocument14 pagesA Gravitational Search Based On The Optimization of Job Shop Scheduling ProblemTJPRC PublicationsNo ratings yet
- Application of Firefly Algorithm in Job Shop Scheduling Problem For Minimization of MakespanDocument10 pagesApplication of Firefly Algorithm in Job Shop Scheduling Problem For Minimization of MakespanDr. B. Srinivasa Rao Professor, EEE DepartmentNo ratings yet
- Comparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcessDocument10 pagesComparative Study of Two Scheduling Approaches To Resolve Scheduling Problem For A Wire and Cable Manufacturing ProcesslsjayakumarNo ratings yet
- Manufacturing PlanningDocument13 pagesManufacturing Planningthanhvan34No ratings yet
- Sagar U. Sapkal, Dipak Laha and Dhiren Kumar BeheraDocument6 pagesSagar U. Sapkal, Dipak Laha and Dhiren Kumar Beherarahul halderNo ratings yet
- Run-Time MPSOC Management and Mapping of Dynamic Embedded SoftwareDocument3 pagesRun-Time MPSOC Management and Mapping of Dynamic Embedded SoftwareRakeshconclaveNo ratings yet
- Assignment MpoDocument10 pagesAssignment MpoZhelius ZapplinNo ratings yet
- Castro Povoa Matos 2001Document10 pagesCastro Povoa Matos 2001Sergio NeiroNo ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- Tinaporwal,+08 IJETMR19 A01 626Document11 pagesTinaporwal,+08 IJETMR19 A01 626Maimouna CoulibalyNo ratings yet
- A Collaborative Iterated Greedy Algorithm With Reinforcement Learning For Energy-Aware Distributed Blocking Flow-Shop SchedulingDocument23 pagesA Collaborative Iterated Greedy Algorithm With Reinforcement Learning For Energy-Aware Distributed Blocking Flow-Shop SchedulingAyoub OuhadiNo ratings yet
- 09 - EARNED VALUE METHOD - Nengah Putra Apriyanto - INDODocument18 pages09 - EARNED VALUE METHOD - Nengah Putra Apriyanto - INDOJoel Jeffery SarkarNo ratings yet
- Accepted ManuscriptDocument21 pagesAccepted ManuscriptKaty Flores OrihuelaNo ratings yet
- Wu 2017Document21 pagesWu 2017Katy Flores OrihuelaNo ratings yet
- SyllabusDocument8 pagesSyllabuselsonpaul100% (1)
- Pareto OptimizationDocument7 pagesPareto OptimizationeandreimariusNo ratings yet
- An Improved Bat Algorithm For The Hybrid Flowshop Scheduling To Minimize Total Job Completion TimeDocument7 pagesAn Improved Bat Algorithm For The Hybrid Flowshop Scheduling To Minimize Total Job Completion TimeRahul SharmaNo ratings yet
- Kotrljajuci Horizont U Planiranju ProizvodnjeDocument14 pagesKotrljajuci Horizont U Planiranju Proizvodnjezaki83No ratings yet
- Machine Learning For Ranking Day-Ahead Decisions in The Context of Short-Term Operation PlanningDocument8 pagesMachine Learning For Ranking Day-Ahead Decisions in The Context of Short-Term Operation PlanningM8ow6fNo ratings yet
- SSRN Id3305114Document14 pagesSSRN Id3305114Manel VazquezNo ratings yet
- Schedule RiskDocument17 pagesSchedule RiskAlina LăzăroiuNo ratings yet
- 513-Article Text-1583-1-10-20211115Document10 pages513-Article Text-1583-1-10-20211115hairieNo ratings yet
- Resource Constrained Project Scheduling Under Uncertainty - A SurveyDocument9 pagesResource Constrained Project Scheduling Under Uncertainty - A SurveyFMagellanNo ratings yet
- Pom Imp QuestionsDocument7 pagesPom Imp QuestionsramsastryNo ratings yet
- A Novel Multi-Objective Particle Swarm Optimization Algorithm For No-Wait Flow Shop Scheduling ProblemsDocument21 pagesA Novel Multi-Objective Particle Swarm Optimization Algorithm For No-Wait Flow Shop Scheduling ProblemsSakthiPriyaNo ratings yet
- A Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingDocument12 pagesA Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingASHWEENA A/P SUNDARNo ratings yet
- Proj Eng (CH - 3B)Document29 pagesProj Eng (CH - 3B)Roshan DahalNo ratings yet
- Algorithms 13 00326 v3Document16 pagesAlgorithms 13 00326 v3HENRY MARIANO LOPEZ DAMIANNo ratings yet
- Quality Software Project Management: Scheduling The WorkDocument19 pagesQuality Software Project Management: Scheduling The Workarchitjain70No ratings yet
- A New Adaptive Neural Network and Heuristics Hybrid Approach For Job-Shop SchedulingDocument6 pagesA New Adaptive Neural Network and Heuristics Hybrid Approach For Job-Shop SchedulingmissaouiNo ratings yet
- Line Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)Document7 pagesLine Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)sitam_nitj4202No ratings yet
- Operations ResearchDocument7 pagesOperations Researchanas aliNo ratings yet
- Managment ScienceDocument10 pagesManagment ScienceRickyNo ratings yet
- Simulation Optimization For A Flexible Jobshop Scheduling Problem Using An Estimation of Distribution AlgorithmDocument20 pagesSimulation Optimization For A Flexible Jobshop Scheduling Problem Using An Estimation of Distribution Algorithmjuan ardilaNo ratings yet
- Insight Into An Implicit Time Integration Scheme For Structural DynamicsDocument6 pagesInsight Into An Implicit Time Integration Scheme For Structural DynamicsY.No ratings yet
- Research Article: A Hybrid Differential Evolution and Tree Search Algorithm For The Job Shop Scheduling ProblemDocument20 pagesResearch Article: A Hybrid Differential Evolution and Tree Search Algorithm For The Job Shop Scheduling ProblemDaniel WyczolkowskiNo ratings yet
- Optimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmDocument7 pagesOptimal Solution For Multi-Objective Facility Layout Problem Using Genetic AlgorithmshubNo ratings yet
- An Artificial Neural Network-Based Approach Coupled With Taguchi's Method For Predicting The Total Average Duration of ProjectsDocument12 pagesAn Artificial Neural Network-Based Approach Coupled With Taguchi's Method For Predicting The Total Average Duration of ProjectsIAEME PublicationNo ratings yet
- LSTMN (Copia en Conflicto de I9779 2019-10-08) PDFDocument15 pagesLSTMN (Copia en Conflicto de I9779 2019-10-08) PDFJorge RomeroNo ratings yet
- Correlation Among Tardiness-Based Measures For Scheduling Using Priority Dispatching RulesDocument17 pagesCorrelation Among Tardiness-Based Measures For Scheduling Using Priority Dispatching RulesEvangelyn VillegasNo ratings yet
- Sale Forecast For Basic Commodities Based On Artificial Neural Networks PredictionDocument7 pagesSale Forecast For Basic Commodities Based On Artificial Neural Networks PredictionSamuel Jhovanny Celis ArroyoNo ratings yet
- Suharni & Lily (2023)Document11 pagesSuharni & Lily (2023)Meli SantamariaNo ratings yet
- Material and Capacity Requirements Planning With Dynamic Lead TimesDocument39 pagesMaterial and Capacity Requirements Planning With Dynamic Lead TimesYober Arteaga IreneNo ratings yet
- Job Shop Scheduling in Mechanical Engineering: Figure 1. Backpack With Sand and BoxesDocument4 pagesJob Shop Scheduling in Mechanical Engineering: Figure 1. Backpack With Sand and Boxesameer hamzaNo ratings yet
- Particle Swarm Optimization Based Task Scheduling For Multi-Core Systems Under Aging EffectDocument6 pagesParticle Swarm Optimization Based Task Scheduling For Multi-Core Systems Under Aging Effect송주원No ratings yet
- Activity Criticality Index Assessment Using Critical Path Segment Technique and Interactive SimulationDocument10 pagesActivity Criticality Index Assessment Using Critical Path Segment Technique and Interactive SimulationhusktechNo ratings yet
- Paper 17Document15 pagesPaper 17Anonymous dUm1NHVNo ratings yet
- A Study On Pushover Analysis Using Capacity Spectrum Method Based On Eurocode 8Document14 pagesA Study On Pushover Analysis Using Capacity Spectrum Method Based On Eurocode 8Seid HodzicNo ratings yet
- Cycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyDocument12 pagesCycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyMohamed ElsemaryNo ratings yet
- A Study On Pushover Analysis Using Capacity Spectrum Method Based On EC8Document14 pagesA Study On Pushover Analysis Using Capacity Spectrum Method Based On EC8malik atikNo ratings yet
- Coupling The ILS Optimisation Algorithm and A Simulation Process To Solve The Travelling Quay-Crane Worker Assignment and Balancing ProblemDocument18 pagesCoupling The ILS Optimisation Algorithm and A Simulation Process To Solve The Travelling Quay-Crane Worker Assignment and Balancing ProblemImane TorbiNo ratings yet
- Accepted Manuscript: Computers & Industrial EngineeringDocument33 pagesAccepted Manuscript: Computers & Industrial EngineeringJuan Sebastián Poveda GulfoNo ratings yet
- Application Methods For Genetic Algorithms For The Search of Feed Positions in The Design of A Reactive Distillation ProcessDocument10 pagesApplication Methods For Genetic Algorithms For The Search of Feed Positions in The Design of A Reactive Distillation ProcessAdam BuchananNo ratings yet
- Processes: Design of Cyclone Separator Critical Diameter Model Based On Machine Learning and CFDDocument13 pagesProcesses: Design of Cyclone Separator Critical Diameter Model Based On Machine Learning and CFDDavid Gustavo Duran TangoNo ratings yet
- Computers & Industrial Engineering: Dipak Laha, Sagar U SapkalDocument8 pagesComputers & Industrial Engineering: Dipak Laha, Sagar U SapkalJunies FitraNo ratings yet
- Failure and Prospects of Modification in A Belt Conveyor SystemDocument4 pagesFailure and Prospects of Modification in A Belt Conveyor SystemGogyNo ratings yet
- Shurrab, Mohammed (2015) - Traditional Critical Path Method Versus Critical Chain Project Management A Comparative ViewDocument6 pagesShurrab, Mohammed (2015) - Traditional Critical Path Method Versus Critical Chain Project Management A Comparative ViewnouraNo ratings yet
- MOST TDABCostingJTI - EMER.2019.009Document24 pagesMOST TDABCostingJTI - EMER.2019.009fNo ratings yet
- Advanced Landscape DesignDocument10 pagesAdvanced Landscape DesignSomhita DasNo ratings yet
- Palliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Document10 pagesPalliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Dante Nathaniel FajardoNo ratings yet
- As 1729-1994 Timber - Handles For ToolsDocument7 pagesAs 1729-1994 Timber - Handles For ToolsSAI Global - APACNo ratings yet
- Background of Philippine Art and Literature in Romantic RealismDocument2 pagesBackground of Philippine Art and Literature in Romantic RealismRaldz CoyocaNo ratings yet
- SONTU Flat Panel Dectector CatalogDocument6 pagesSONTU Flat Panel Dectector CatalogWajahat SheikhNo ratings yet
- CSC 2701 - CalculusDocument5 pagesCSC 2701 - CalculusMd Rubaiyat BhuiyanNo ratings yet
- Ehaccp - Allergen Control StatementDocument1 pageEhaccp - Allergen Control StatementAlfred RangelNo ratings yet
- A Clinical Audit Into The Success Rate of Inferior Alveolar Nerve Block Analgesia in General Dental PracticeDocument4 pagesA Clinical Audit Into The Success Rate of Inferior Alveolar Nerve Block Analgesia in General Dental PracticeGina CastilloNo ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
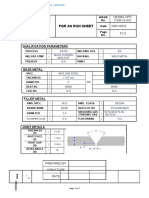
- PQR As Run SheetDocument2 pagesPQR As Run SheetAhmed ElsharkawNo ratings yet
- Grammar 04 18Document5 pagesGrammar 04 18zsuzsi_harangoz2218No ratings yet
- Biology Investigatory Project: Malaria: Its Effects and CausesDocument17 pagesBiology Investigatory Project: Malaria: Its Effects and CausesRishi KeshavNo ratings yet
- 3B Reactions of Alcohols and ThiolsDocument27 pages3B Reactions of Alcohols and ThiolsAnloraine GonzalesNo ratings yet
- 02 - D03 - Basic Funtion of SIPROTEC 5Document7 pages02 - D03 - Basic Funtion of SIPROTEC 5DianaNo ratings yet
- Hybrid Vehicle A Study On Technology IJERTV3IS120917 PDFDocument8 pagesHybrid Vehicle A Study On Technology IJERTV3IS120917 PDFAshish MathurNo ratings yet
- Speech Patterns: Christine Martin - Steph Estavillo - Melanie PadillaDocument24 pagesSpeech Patterns: Christine Martin - Steph Estavillo - Melanie PadillaChristineMartinNo ratings yet
- ASTM GradesDocument4 pagesASTM GradesSaurabh MundheNo ratings yet
- KONAN Emmanuel Sales Technical Engineer 16 Juin 23Document1 pageKONAN Emmanuel Sales Technical Engineer 16 Juin 23EMMANUEL KONANNo ratings yet
- Macro Chapter 7Document12 pagesMacro Chapter 7Mary Jane PelaezNo ratings yet
- Green Building Toward Construction Sustainability: Energy Efficiency With Material and Design AspectsDocument11 pagesGreen Building Toward Construction Sustainability: Energy Efficiency With Material and Design AspectsghchgNo ratings yet
- Data Sheet USB5 II 2019 05 ENDocument1 pageData Sheet USB5 II 2019 05 ENJanne LaineNo ratings yet
- Understanding Your Electricity Bill in PakistanDocument13 pagesUnderstanding Your Electricity Bill in PakistanGhayas Ud-din DarNo ratings yet
- 10 1016@j Compag 2020 105668Document9 pages10 1016@j Compag 2020 105668manohar badriNo ratings yet
- Credit Card Fraud Detection Using Improved Deep Learning ModelsDocument22 pagesCredit Card Fraud Detection Using Improved Deep Learning ModelsrauhNo ratings yet
- Law of Mother Earth BoliviaDocument3 pagesLaw of Mother Earth Boliviarahul banerjeeNo ratings yet
- Da0bl7mb6d0 Rev DDocument44 pagesDa0bl7mb6d0 Rev DFerreira da CunhaNo ratings yet
- Functional Specification For Deck CraneDocument31 pagesFunctional Specification For Deck Craneaiyubi20% (1)