Download as docx, pdf, or txt
You might also like
- 9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Document52 pages9th E-Auction Process Document - Goel Agrigreen Fields Private Limited - 02.04.2024Vinod RahejaNo ratings yet
- Distribution Strategies: Calyx & Corolla: MARK4210: Strategic Marketing 2014 Spring, Section L1/L2Document19 pagesDistribution Strategies: Calyx & Corolla: MARK4210: Strategic Marketing 2014 Spring, Section L1/L2prakshiNo ratings yet
- Production System IsDocument6 pagesProduction System IsAnjali AgrawalNo ratings yet
- Production Planning and ControlDocument15 pagesProduction Planning and ControlRenjith Karimattathu RamachandranNo ratings yet
- Unit 3 PDFDocument22 pagesUnit 3 PDFHarshNo ratings yet
- Objectives of Production Planning and ControlDocument2 pagesObjectives of Production Planning and ControlDutt Amit100% (2)
- Om 0017Document198 pagesOm 0017praveen4_40% (1)
- Om 0017Document194 pagesOm 0017praveen4_4No ratings yet
- OM0017-SLM-Unit-01 Operation Management SMUDocument19 pagesOM0017-SLM-Unit-01 Operation Management SMUpradeepjvsNo ratings yet
- Op SuggestionDocument54 pagesOp Suggestionviswajit balaNo ratings yet
- Objectives of Production Planning ControlDocument3 pagesObjectives of Production Planning ControlMichelle DavisNo ratings yet
- Steps in Production Planning and ControlDocument2 pagesSteps in Production Planning and ControlImran Ali67% (3)
- Production Planning and ControlDocument5 pagesProduction Planning and ControlMahendra BairwaNo ratings yet
- Clothing Business and ManagementDocument51 pagesClothing Business and ManagementProfessorTextechNo ratings yet
- Enterprise Resource Planning: Module: Production Planning and Manufacturing ProcessDocument10 pagesEnterprise Resource Planning: Module: Production Planning and Manufacturing ProcessAnurag RajwardhanNo ratings yet
- Chapter 6 Production Activity ControlDocument7 pagesChapter 6 Production Activity ControlKamble AbhijitNo ratings yet
- Production Activity ControlDocument6 pagesProduction Activity ControlNashiba MasturaNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Production Plnning & ControlDocument23 pagesProduction Plnning & ControlVivek VashisthaNo ratings yet
- Om0017 Solved AssignmentDocument13 pagesOm0017 Solved AssignmentAnant KumarNo ratings yet
- 7Document14 pages7Kotadia ShivamNo ratings yet
- Functions of PPC Unit 2Document42 pagesFunctions of PPC Unit 2Sujit ThiruNo ratings yet
- Production Planning & ControlDocument43 pagesProduction Planning & ControlkunjammuNo ratings yet
- Cpim EcoDocument78 pagesCpim EcoTerrelNo ratings yet
- Opc Unit-5Document18 pagesOpc Unit-5Aashish Singh IINo ratings yet
- Operations ManagementDocument15 pagesOperations ManagementJamil KamaraNo ratings yet
- Dr. Rajendra Doiphode Ph.D. (IIT Bombay)Document36 pagesDr. Rajendra Doiphode Ph.D. (IIT Bombay)2020 83 Harshvardhan PatilNo ratings yet
- Analysis Based On Quantitative FactorsDocument9 pagesAnalysis Based On Quantitative FactorsSonal SinghNo ratings yet
- PPC Unit IDocument21 pagesPPC Unit IRamteja Goud KosuriNo ratings yet
- PP Lec 2 Prod Plann & ControlDocument8 pagesPP Lec 2 Prod Plann & ControlHitesh BalwaniNo ratings yet
- Production Planning: Maintenance Tasks at Less Than "A" Check IntervalDocument8 pagesProduction Planning: Maintenance Tasks at Less Than "A" Check IntervalJames Saidy MamowalasNo ratings yet
- Production Scheduling: Unit-4Document18 pagesProduction Scheduling: Unit-4trilokbist04No ratings yet
- APPC, Yuvajit. Roll Na 29Document10 pagesAPPC, Yuvajit. Roll Na 29Chandan KumarNo ratings yet
- Understanding Control PlansDocument5 pagesUnderstanding Control PlansVasant bhoknalNo ratings yet
- Assignment 3 - 174660920-145 - PomDocument10 pagesAssignment 3 - 174660920-145 - PomUMAR FAROOQNo ratings yet
- Production Planning and ControlDocument34 pagesProduction Planning and ControlAkanksha RanjanNo ratings yet
- Operations ManagementDocument3 pagesOperations ManagementMaramNo ratings yet
- Introduction To Control PlansDocument6 pagesIntroduction To Control Plansamarchavan894No ratings yet
- Material Requirement PlanningDocument5 pagesMaterial Requirement PlanningJommel GonzalesNo ratings yet
- Method of Operation Scheduling and Project ManagementDocument12 pagesMethod of Operation Scheduling and Project ManagementSurajit GoswamiNo ratings yet
- Research Work For Operations ManagementDocument6 pagesResearch Work For Operations ManagementnlnvasnaniNo ratings yet
- Work Order ProcessDocument8 pagesWork Order ProcessDaniloRullanNo ratings yet
- Traditipn Production Planning and ControlDocument16 pagesTraditipn Production Planning and ControlpaulineNo ratings yet
- Repetitive ManufacturingDocument2 pagesRepetitive ManufacturingMoumita DuttaNo ratings yet
- SchedulingDocument9 pagesSchedulingVivek SivaramanNo ratings yet
- GSPDocument41 pagesGSPHari PrasadNo ratings yet
- Process Orders: Forecast Material Sales/ DistributionDocument13 pagesProcess Orders: Forecast Material Sales/ DistributionAmy BradyNo ratings yet
- Manufacturing ProcessDocument2 pagesManufacturing ProcessBai Dianne BagundangNo ratings yet
- What Is PlanningDocument33 pagesWhat Is PlanningkelazindagikaNo ratings yet
- 2002-10 ISA S95 Part 3 OverviewDocument12 pages2002-10 ISA S95 Part 3 OverviewDo Van TuNo ratings yet
- Operations Planning and Scheduling SystemDocument5 pagesOperations Planning and Scheduling SystemAnn BautistaNo ratings yet
- Production Planning & ControlDocument38 pagesProduction Planning & ControlNaveen KapoorNo ratings yet
- Functional Management - Unit - 5: Type Equation HereDocument8 pagesFunctional Management - Unit - 5: Type Equation Heremisba shaikhNo ratings yet
- Functional Management - Unit - 5: Type Equation HereDocument8 pagesFunctional Management - Unit - 5: Type Equation Heremisba shaikhNo ratings yet
- Ch-17 - Operation ScheduleDocument7 pagesCh-17 - Operation ScheduleAsif Iqbal 2016289090No ratings yet
- Figure 8.1: Production SystemDocument4 pagesFigure 8.1: Production SystemHaseeb KhalidNo ratings yet
- What Is Discrete ManufacturingDocument8 pagesWhat Is Discrete ManufacturingDhinakaran Veeman100% (1)
- TOPIC-III-Intro-to-IE 17Document16 pagesTOPIC-III-Intro-to-IE 17Princess joy De RuedaNo ratings yet
- Unit-I PPC & Functions PDFDocument5 pagesUnit-I PPC & Functions PDFHari Prasad Reddy YedulaNo ratings yet
- PPC Unit-4Document12 pagesPPC Unit-4Vinay InjamNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Chapter 4 - Non-Current Assets Held For Sale & Discontinued OperationsDocument23 pagesChapter 4 - Non-Current Assets Held For Sale & Discontinued Operationsarlynajero.ckcNo ratings yet
- Unit 1 Module 1 Bres 2Document5 pagesUnit 1 Module 1 Bres 2Judhelle Chloe RegardeNo ratings yet
- Prequalification QDBDocument4 pagesPrequalification QDBRaed JahshanNo ratings yet
- Accounting TFDocument12 pagesAccounting TFLuna VeraNo ratings yet
- Business Law Unit 1 and 2Document166 pagesBusiness Law Unit 1 and 2Deepak AroraNo ratings yet
- Engineering Standard: IPS-E-PR-260Document66 pagesEngineering Standard: IPS-E-PR-260davoodsalimiNo ratings yet
- Shopify WL in Pakistan by Sheikh DaniyalDocument3 pagesShopify WL in Pakistan by Sheikh Daniyalyahyababar98No ratings yet
- Quiz - Solution - PAS - 1 - and - PAS - 2.pdf Filename - UTF-8''Quiz (Solution) % PDFDocument3 pagesQuiz - Solution - PAS - 1 - and - PAS - 2.pdf Filename - UTF-8''Quiz (Solution) % PDFSamuel BandibasNo ratings yet
- Snake LTD - Class WorkingsDocument2 pagesSnake LTD - Class Workingsmusa morinNo ratings yet
- MTP II AnswersDocument14 pagesMTP II AnswersEediko ConsultingNo ratings yet
- The Challenges of Managing Unilever's Global Supply Base: Building A Sustainable Business Process"Document27 pagesThe Challenges of Managing Unilever's Global Supply Base: Building A Sustainable Business Process"Zakaria KhalisNo ratings yet
- Determinants of Capital StructureDocument15 pagesDeterminants of Capital StructureDipinderNo ratings yet
- BUSN 2nd Edition Kelly Test Bank 1Document37 pagesBUSN 2nd Edition Kelly Test Bank 1sandra100% (35)
- Freelance MasteryDocument59 pagesFreelance MasteryAmir Amir100% (1)
- Healthcare Marketing (Pre Read)Document20 pagesHealthcare Marketing (Pre Read)Himadri MamgainNo ratings yet
- SBL Specimen Exam 2 Pre-SeenDocument10 pagesSBL Specimen Exam 2 Pre-SeenMyo NaingNo ratings yet
- Dhanalaxmi Traders Annexure-18-19Document2 pagesDhanalaxmi Traders Annexure-18-19info.ashokchoudhary.icaNo ratings yet
- Alexandra's Coffee Shop Business PlanDocument28 pagesAlexandra's Coffee Shop Business Planalexandra bringasNo ratings yet
- Decision Making at Igate and Patni ComputersDocument16 pagesDecision Making at Igate and Patni ComputersAnkita NirolaNo ratings yet
- RESUME Flordeliza Sotto 2022Document3 pagesRESUME Flordeliza Sotto 2022Lyzel SottoNo ratings yet
- Sfa Literture ReviewDocument19 pagesSfa Literture ReviewShivi ChaturvediNo ratings yet
- Econ Quantitative Case StudyDocument5 pagesEcon Quantitative Case StudyLena PhanNo ratings yet
- How To Humanize Your AI ContentDocument12 pagesHow To Humanize Your AI ContentUmm AbdullahNo ratings yet
- Project: Integration ManagementDocument71 pagesProject: Integration ManagementMustefa MohammedNo ratings yet
- Bank Statement Mac-Mei 2023Document2 pagesBank Statement Mac-Mei 2023linda leeNo ratings yet
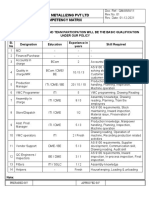
- Mythri Metallizing PVT LTD Competency MatrixDocument2 pagesMythri Metallizing PVT LTD Competency MatrixMythri Metallizing Pvt Ltd ProjectsNo ratings yet
- Zara Business Canvas ModelDocument3 pagesZara Business Canvas Modelkoko.keeganNo ratings yet
- Cost Accounting Sessional 1 Sample 1 PaperDocument4 pagesCost Accounting Sessional 1 Sample 1 PaperMîñåk ŞhïïNo ratings yet

















![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)