Download as pdf or txt
You might also like
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (4)
- Fabrication - Steel Scope of WorkDocument40 pagesFabrication - Steel Scope of WorkNatthawut Cheencharoen80% (5)
- Carpentry Workshop ManualDocument17 pagesCarpentry Workshop ManualCraig Estrada86% (49)
- Specification Sheet For Moulds Check List2Document7 pagesSpecification Sheet For Moulds Check List2Ahsan RiazNo ratings yet
- CNH Spec MAT2010 - Casting Soundness & Surface QualityDocument14 pagesCNH Spec MAT2010 - Casting Soundness & Surface QualityJoe Scopelite100% (4)
- Anchor BoltsDocument33 pagesAnchor BoltsAlberico Muratori100% (3)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Motorized Benchh ViseDocument46 pagesMotorized Benchh ViseAlmubeen83% (18)
- MAN B&W Diesel A/S: Production RecommendationDocument3 pagesMAN B&W Diesel A/S: Production Recommendationvran77No ratings yet
- Chain Chain Exchange ProcedureDocument6 pagesChain Chain Exchange Procedurecengiz kutukcuNo ratings yet
- Service Information No.: 990528 GB: On RequestDocument4 pagesService Information No.: 990528 GB: On RequestAndrei 26No ratings yet
- Casting Repairs and Rebuild Procedure Rev.02Document13 pagesCasting Repairs and Rebuild Procedure Rev.02sboergertNo ratings yet
- Toe GrindingDocument6 pagesToe Grindinginspektor1023No ratings yet
- UM-80-03 Exchanging Counterweight Bolts EDocument6 pagesUM-80-03 Exchanging Counterweight Bolts EremydejongrsrNo ratings yet
- 777G Ski Plate Extension - Rev 03Document29 pages777G Ski Plate Extension - Rev 03Herman Castillo EspindolaNo ratings yet
- Connections ASME B1.20Document2 pagesConnections ASME B1.20NapiorkowskiNo ratings yet
- COC 2nd LotDocument3 pagesCOC 2nd LotVinay YadavNo ratings yet
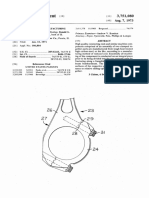
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 pagesUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiNo ratings yet
- General Injection Mould Specifications: Kongsberg Automotive GroupDocument19 pagesGeneral Injection Mould Specifications: Kongsberg Automotive GroupSalvador Tiño100% (1)
- SRS Light IlluminatedDocument6 pagesSRS Light IlluminatedWadu DetutsNo ratings yet
- Mercedes EGR ValvDocument6 pagesMercedes EGR ValvqasmaouiNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 143, - , - : Bright Steel Unalloyed, Cold DrawnDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 143, - , - : Bright Steel Unalloyed, Cold Drawnbaskaran ayyapparajNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 142, - , - : Bright Steel, Unalloyed, Cold DrawnDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 142, - , - : Bright Steel, Unalloyed, Cold Drawnbaskaran ayyapparajNo ratings yet
- C. Specifications For Cone Roof TKDocument21 pagesC. Specifications For Cone Roof TKFajar Sidiq AliwiyonoNo ratings yet
- Technical Specification Carbon Steel Heat Exchangers: Project No: 338033Document14 pagesTechnical Specification Carbon Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- 000 GPP GCX 00029 Welding and NDT MatrixDocument18 pages000 GPP GCX 00029 Welding and NDT MatrixGOPALAKRISHNAN SubramanianNo ratings yet
- Cylinder Liner - Production Recommendation 0742048 3Document17 pagesCylinder Liner - Production Recommendation 0742048 3thiha aungNo ratings yet
- API 577 EXAM QUESTION For 653 ExamsDocument27 pagesAPI 577 EXAM QUESTION For 653 ExamsEjaz AsgharNo ratings yet
- Connecting Rod: Ident No.: 0741673-1Document15 pagesConnecting Rod: Ident No.: 0741673-1Şansal DikmenerNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Inlet of Foam Box Dwg.Document1 pageInlet of Foam Box Dwg.solquihaNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: - , - , - : Bright Steel Unalloyed, MachinedDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: - , - , - : Bright Steel Unalloyed, Machinedbaskaran ayyapparajNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocument45 pagesPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- BWC 6 I2Document31 pagesBWC 6 I2Waldo AtNo ratings yet
- BSM0432 040Document2 pagesBSM0432 040yavorvnNo ratings yet
- Cylinder Liner Quality SpecificationDocument11 pagesCylinder Liner Quality Specificationwinda100% (1)
- Nozzle LengthDocument5 pagesNozzle LengthGanesh EshwarNo ratings yet
- Report Gundriling AAMAstakhovDocument27 pagesReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- White Metal Bearing Shell: Ident No.: 0742027-9Document10 pagesWhite Metal Bearing Shell: Ident No.: 0742027-9Şansal DikmenerNo ratings yet
- Testing Concrete: 108. Method Test Cubes From Fresh ConcreteDocument5 pagesTesting Concrete: 108. Method Test Cubes From Fresh ConcreteYajNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- STPC520 - Viti A Testa Cilindrica Con Esagono IncassatoDocument18 pagesSTPC520 - Viti A Testa Cilindrica Con Esagono IncassatoLucaNo ratings yet
- Codo Fierro Negro 90° 150LBS Mech 90 Certf. Ul-FmDocument2 pagesCodo Fierro Negro 90° 150LBS Mech 90 Certf. Ul-FmEdgar YauriNo ratings yet
- Welding: Ident No.: 0690709-4Document11 pagesWelding: Ident No.: 0690709-4Şansal DikmenerNo ratings yet
- BS 4368-1 1998Document22 pagesBS 4368-1 1998virajNo ratings yet
- Bolt Length TableDocument16 pagesBolt Length TablePrasanta Kumar BeheraNo ratings yet
- Dynamic Load Analysis and Optimization of A Fracture-Split Connecting RodDocument11 pagesDynamic Load Analysis and Optimization of A Fracture-Split Connecting RodRahul BadgujarNo ratings yet
- Design - TWIDocument7 pagesDesign - TWIFreddie KooNo ratings yet
- Tube To Header JointsDocument4 pagesTube To Header Jointsshabbir626No ratings yet
- Failure Report: Toromont CompressorDocument11 pagesFailure Report: Toromont CompressorudbarryNo ratings yet
- DesignDocument15 pagesDesignMuhammed Sulfeek100% (1)
- NOR 0204Y81080 00 20120113 0AB BHP - DMDocument5 pagesNOR 0204Y81080 00 20120113 0AB BHP - DMJULIO GOMESNo ratings yet
- GE Quality Requirements For Heavy Wind Mill CastingsDocument9 pagesGE Quality Requirements For Heavy Wind Mill CastingsMy Dad My WorldNo ratings yet
- Cast Iron Repair - Goltens 6Document1 pageCast Iron Repair - Goltens 6And jazNo ratings yet
- AA00219 PC300-6 (Refuerzos PC300-6)Document11 pagesAA00219 PC300-6 (Refuerzos PC300-6)joaquin suarezNo ratings yet
- Piping Joints HandbookDocument161 pagesPiping Joints HandbookKakoDa100% (5)
- UM - MVG - SO60976 - Modificaton BucketDocument4 pagesUM - MVG - SO60976 - Modificaton Bucket1989vasu.pNo ratings yet
- Subject: Method Statement For The Constructio NOF Chimney RaftDocument10 pagesSubject: Method Statement For The Constructio NOF Chimney RaftSandip PaulNo ratings yet
- Countersunk Machine ScrewsDocument1 pageCountersunk Machine ScrewsNavdeep Singh SidhuNo ratings yet
- Steel Pipe PicklingDocument4 pagesSteel Pipe Picklingvran77No ratings yet
- E Services 2Document3 pagesE Services 2vran77No ratings yet
- COMPARISON Vs MEWIS DUCTDocument1 pageCOMPARISON Vs MEWIS DUCTvran77No ratings yet
- EPC-Shipyard EPC ProjectDocument7 pagesEPC-Shipyard EPC Projectvran77100% (1)
- The (Low-Carbon) Shipping ForecastDocument4 pagesThe (Low-Carbon) Shipping Forecastvran77No ratings yet
- G-O-Vibration CompensatorDocument4 pagesG-O-Vibration Compensatorvran77100% (1)
- Sulphur 2020: From Contracting To Final CombustionDocument24 pagesSulphur 2020: From Contracting To Final Combustionvran77No ratings yet
- Steel Ships New Building Supervision Company ProfileDocument16 pagesSteel Ships New Building Supervision Company Profilevran77No ratings yet
- Sulphur 2020: From Contracting To Final CombustionDocument24 pagesSulphur 2020: From Contracting To Final Combustionvran77No ratings yet
- Lgip PDFDocument2 pagesLgip PDFvran77No ratings yet
- MAN B&W Diesel A/S: Production RecommendationDocument3 pagesMAN B&W Diesel A/S: Production Recommendationvran77No ratings yet
- Ship Efficiency and Performance PDFDocument277 pagesShip Efficiency and Performance PDFvran77No ratings yet
- Variable Injection TimingDocument2 pagesVariable Injection Timingvran770% (1)
- Company Profile Sept 2019Document24 pagesCompany Profile Sept 2019vran77No ratings yet
- FG-18 Report of Sea Trial 200-215) PDFDocument16 pagesFG-18 Report of Sea Trial 200-215) PDFvran77No ratings yet
- Lake Carriers' Association: The Greatest Ships On The Great LakesDocument14 pagesLake Carriers' Association: The Greatest Ships On The Great Lakesvran77No ratings yet
- IMO Sulphur 2020Document24 pagesIMO Sulphur 2020vran77No ratings yet
- WWII Liberty Cargo Ship HistoryDocument164 pagesWWII Liberty Cargo Ship HistoryCAP History Library100% (6)
- LNG Tanker 5000 CBMDocument2 pagesLNG Tanker 5000 CBMvran77No ratings yet
- Freight Rates and The Price of Oil Part Company: Charles R. Weber Company TankerDocument23 pagesFreight Rates and The Price of Oil Part Company: Charles R. Weber Company Tankervran77No ratings yet
- Waste Heat Recovery SystemDocument32 pagesWaste Heat Recovery Systemvran77No ratings yet
- Attachment (CIPET)Document2 pagesAttachment (CIPET)REYON BORONo ratings yet
- NPD 2023Document8 pagesNPD 2023zhaverusNo ratings yet
- Machinists Tools by Williams 1944Document32 pagesMachinists Tools by Williams 1944OSEAS GOMEZNo ratings yet
- PRIMO Lubricants CatalogDocument26 pagesPRIMO Lubricants CatalogPrimo Talk100% (3)
- European Steel and Alloy Grades: X17Crni16-2 (1.4057)Document2 pagesEuropean Steel and Alloy Grades: X17Crni16-2 (1.4057)farshid KarpasandNo ratings yet
- DiesDocument80 pagesDiesRajyalakshmi.G50% (2)
- Electroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925Document8 pagesElectroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925miguelin9169No ratings yet
- Connections in GeneralDocument10 pagesConnections in GeneralLes SzalaiNo ratings yet
- Praveen Audit Log SheetDocument59 pagesPraveen Audit Log SheetUnwanted Pyara PintuNo ratings yet
- Handtools Measuring Device PDFDocument26 pagesHandtools Measuring Device PDFGus Dur0% (1)
- Bost VTCDocument13 pagesBost VTCPrasannaNo ratings yet
- Hot Cold WorkingDocument40 pagesHot Cold Workingpatel ketanNo ratings yet
- Mithshubishi Tool Catalogue - Full PDFDocument2,040 pagesMithshubishi Tool Catalogue - Full PDFdvb018No ratings yet
- NDT and Welding Map Suction Scrubber v-201 A-BDocument1 pageNDT and Welding Map Suction Scrubber v-201 A-BHaris Hutama100% (1)
- Petroleum ConsortiumDocument100 pagesPetroleum ConsortiumMarasescu Ionut-Dragos67% (3)
- GE-NPT Male Connector Tube FittingDocument1 pageGE-NPT Male Connector Tube FittingfahazumeeNo ratings yet
- Data List Mesin MHB Rev.01Document4 pagesData List Mesin MHB Rev.01jimivritNo ratings yet
- Welcome To JB SteelDocument5 pagesWelcome To JB SteelMohit BansalNo ratings yet
- Machine Tool Testing - RaviDocument4 pagesMachine Tool Testing - RaviRavi AgarwalNo ratings yet
- Daily Equipment ChecklistDocument2 pagesDaily Equipment Checklistnur atikahNo ratings yet
- Gauge BlockDocument32 pagesGauge Blocksava88100% (1)
- Buffing and Polishing1Document11 pagesBuffing and Polishing1Manjunath ShettarNo ratings yet
- Torque Value GuideDocument2 pagesTorque Value GuidebullcherokeeNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Ch14 - Metal-Forging Processes and EquipmentDocument26 pagesCh14 - Metal-Forging Processes and Equipmentlam minhNo ratings yet
- Jurnal MemeDocument10 pagesJurnal MemeMamik Kumala SuwarnoNo ratings yet
- 36NiCrMo16 PDFDocument2 pages36NiCrMo16 PDFAmy GriffinNo ratings yet