Download as pdf or txt
You might also like
- Auxiliary Boiler - Final PDFDocument777 pagesAuxiliary Boiler - Final PDFsiddique100% (3)
- Ec Nissan NavaraDocument1,545 pagesEc Nissan Navaraanon_894796683100% (13)
- Astm f1387Document28 pagesAstm f1387kswaghmareNo ratings yet
- PM Techical Supplement 2005Document24 pagesPM Techical Supplement 2005Ruud BakkerNo ratings yet
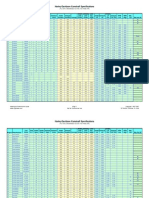
- HDMaster Cam SpecsDocument10 pagesHDMaster Cam Specspipeman61No ratings yet
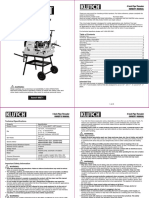
- 4 Inch Pipe Threader: Owner'S ManualDocument13 pages4 Inch Pipe Threader: Owner'S ManualzzapiecheNo ratings yet
- Poulan Farmhand 2900Document8 pagesPoulan Farmhand 2900jeevanbnNo ratings yet
- InstructionBook KDR100Document8 pagesInstructionBook KDR100KambrookNo ratings yet
- Carb Turbo Kit InstructionsDocument11 pagesCarb Turbo Kit InstructionsKevin ShankleNo ratings yet
- Installation Manual Reverse Gear 5 Speed Revision 7Document6 pagesInstallation Manual Reverse Gear 5 Speed Revision 7arieskittenNo ratings yet
- EMH222 Chapter 12 Assignments Answer SchemeDocument10 pagesEMH222 Chapter 12 Assignments Answer SchemeWeeIng100% (1)
- Tutorial 3 DeflectionDocument4 pagesTutorial 3 DeflectionAbelBayartNo ratings yet
- MillingDocument12 pagesMillingsviswaNo ratings yet
- 2-3 Flare in The 5R55EDocument4 pages2-3 Flare in The 5R55Ejavier ortizNo ratings yet
- 4 F 27 eDocument122 pages4 F 27 eApple MiseryNo ratings yet
- Wisecochart PDFDocument15 pagesWisecochart PDFVitNo ratings yet
- 99469-17I - en - US - 2017 Softail Owner's ManualDocument254 pages99469-17I - en - US - 2017 Softail Owner's ManualMichael BallardNo ratings yet
- SonnaxVol8TransCatalog PDFDocument108 pagesSonnaxVol8TransCatalog PDFAlejandro RoldanNo ratings yet
- Chrome CatalogDocument244 pagesChrome CatalogizzyruizNo ratings yet
- 2013 Saddlemen Harley-Davidson CatalogDocument76 pages2013 Saddlemen Harley-Davidson CatalogacornwoodsNo ratings yet
- AF27E ManualDocument6 pagesAF27E ManualYurbassNo ratings yet
- ATRA's Powertrain Expo,: San Antonio Convention CenterDocument92 pagesATRA's Powertrain Expo,: San Antonio Convention CenterRicardo Ran PosNo ratings yet
- 2011 Arlen Ness CatalogDocument240 pages2011 Arlen Ness CatalogAntonioPalloneNo ratings yet
- S&S Cycle, Inc: S&S® Breather Reed Valve For 1999-2010 Harley-Davidson® Big Twins and All S&S T-Series EnginesDocument3 pagesS&S Cycle, Inc: S&S® Breather Reed Valve For 1999-2010 Harley-Davidson® Big Twins and All S&S T-Series EnginesLeodoletaNo ratings yet
- TCS Performance Products Catalog 2015Document36 pagesTCS Performance Products Catalog 2015scribdfourmeNo ratings yet
- 74406G U1Document32 pages74406G U1Fendy MNo ratings yet
- Essential Hybrid Safety Procedures: Doing Whatever It Takes To Keep Our Industry Strong and ProfitableDocument76 pagesEssential Hybrid Safety Procedures: Doing Whatever It Takes To Keep Our Industry Strong and ProfitableAtanas JanchevNo ratings yet
- 2005 PDFDocument149 pages2005 PDFJorge NovoaNo ratings yet
- 1528782217.1476767483.PA 2015 ScreaminEagle2016 NP PDFDocument124 pages1528782217.1476767483.PA 2015 ScreaminEagle2016 NP PDFtoxic studioNo ratings yet
- Thunder Roads Virginia Magazine - October '06Document64 pagesThunder Roads Virginia Magazine - October '06WCFStudios-TR-VA100% (1)
- Getrag Special Tools 6DCT250 (DPS6, DC4) : L K Basic Tool KitDocument4 pagesGetrag Special Tools 6DCT250 (DPS6, DC4) : L K Basic Tool KitHumberto Cadori Filho100% (1)
- DriveDocument105 pagesDriveRuff Ryder RonNo ratings yet
- 4R44E / 4R55E / 5R55E: 4 & 5 SPEED RWD WITH LOCK UP (Full Electronic Control)Document4 pages4R44E / 4R55E / 5R55E: 4 & 5 SPEED RWD WITH LOCK UP (Full Electronic Control)krzysiek1975100% (1)
- Mini Mill Users GuideDocument28 pagesMini Mill Users Guidemglsite1No ratings yet
- Instructions: Replacement 5 In. Electronic Speedometer KitsDocument6 pagesInstructions: Replacement 5 In. Electronic Speedometer KitsEddie SpeghettyNo ratings yet
- Atb 003Document2 pagesAtb 003Tejon Aguilar100% (1)
- 2016 Harley DavidsonDocument12 pages2016 Harley DavidsonMartirio CompanyNo ratings yet
- Engine Harleys and Oil LeaksDocument4 pagesEngine Harleys and Oil LeaksBrookelyn SchomakerNo ratings yet
- Amsoil H-D OilDocument2 pagesAmsoil H-D OilNutter1340No ratings yet
- A4ld HBDocument110 pagesA4ld HBTransmisiones Automáticas ChepeNo ratings yet
- Carb Quick Guide - S&S CycleDocument4 pagesCarb Quick Guide - S&S Cycledevdatt persaudNo ratings yet
- QmioDocument72 pagesQmiobyungchul kim100% (1)
- Technical Service Information: FORD 4R44E/4R55E/5R55EDocument3 pagesTechnical Service Information: FORD 4R44E/4R55E/5R55EJOSE GARVCVIANo ratings yet
- Onan CCKDocument53 pagesOnan CCKjelleyatric88% (8)
- Moto 7000tw Motorcycle Scan Tool Manual 135950huk BDocument80 pagesMoto 7000tw Motorcycle Scan Tool Manual 135950huk Bobd2works33% (3)
- Harley & Davidson Chrome Fork SlidersDocument4 pagesHarley & Davidson Chrome Fork SlidersHafizwadi OthmanNo ratings yet
- Mikuni HSR Instructions Dkh1699Document18 pagesMikuni HSR Instructions Dkh1699BrianCookNo ratings yet
- Harley Davidson MasterCamSpecsDocument11 pagesHarley Davidson MasterCamSpecsRandallBergerudNo ratings yet
- Gears July 2015Document84 pagesGears July 2015Rodger BlandNo ratings yet
- 9 Speed TransmissionDocument9 pages9 Speed TransmissioniwearnexusNo ratings yet
- H-D Job Codes 2010Document274 pagesH-D Job Codes 2010Joseph LangfordNo ratings yet
- October/November 2009Document116 pagesOctober/November 2009Rodger BlandNo ratings yet
- WisecochartDocument15 pagesWisecochartVitNo ratings yet
- Trans Digest 12Document68 pagesTrans Digest 12MarcoRimolaGutierrezNo ratings yet
- Sonnax TS Report V6N3Document8 pagesSonnax TS Report V6N3Виталий ЧерненкоNo ratings yet
- Technical Service Information: Automatic Transmission Service GroupDocument2 pagesTechnical Service Information: Automatic Transmission Service GroupGianfranco Danna GálvezNo ratings yet
- Harley-Davidson 2016 Softail Parts Catalog PDFDocument430 pagesHarley-Davidson 2016 Softail Parts Catalog PDFbdjNo ratings yet
- Cobra FI2000 Power Pro Tuner 692-1617AT PDFDocument3 pagesCobra FI2000 Power Pro Tuner 692-1617AT PDFBassics101No ratings yet
- April 2011 Supersedes X510-2 Dated January 2002: Light Axle Parts For Ford Applications 1999-2011Document89 pagesApril 2011 Supersedes X510-2 Dated January 2002: Light Axle Parts For Ford Applications 1999-2011arct100% (1)
- 2005 Harley Davidson Cvo Fat Boy 66385Document131 pages2005 Harley Davidson Cvo Fat Boy 66385DrazNo ratings yet
- Liu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037Document11 pagesLiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037ntik 23No ratings yet
- Wu 2022 J. Phys. Conf. Ser. 2338 012067Document8 pagesWu 2022 J. Phys. Conf. Ser. 2338 012067ASHUTOSH PANDEYNo ratings yet
- Experimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsDocument10 pagesExperimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsIJRASETPublicationsNo ratings yet
- Automation in Burr Removal TechniquesDocument4 pagesAutomation in Burr Removal TechniquesInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Anushree Vinu: Education Technical SkillsDocument1 pageAnushree Vinu: Education Technical SkillsAnushree VinuNo ratings yet
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument21 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherAnushree VinuNo ratings yet
- Multi-Response Optimization of Ball-End Milling Parameters Using The Taguchi-Based Grey Relational AnalysisDocument4 pagesMulti-Response Optimization of Ball-End Milling Parameters Using The Taguchi-Based Grey Relational AnalysisAnushree VinuNo ratings yet
- 20Mec521J - Fundamentals of Robotic Systems: History - Developments in RoboticsDocument6 pages20Mec521J - Fundamentals of Robotic Systems: History - Developments in RoboticsAnushree VinuNo ratings yet
- Micro Milling Review PaperDocument4 pagesMicro Milling Review PaperAnushree VinuNo ratings yet
- General Questionnaire C L R R: Ivil AW Ules On OboticsDocument30 pagesGeneral Questionnaire C L R R: Ivil AW Ules On OboticsAnushree VinuNo ratings yet
- Manual Motores Estacionarios Complete-DHGDocument244 pagesManual Motores Estacionarios Complete-DHGYanio Ballesteros MezaNo ratings yet
- Din 934Document1 pageDin 934Chuan ChuNo ratings yet
- Intso Stso Physics Class Vii Motion and Time Worksheet-6Document3 pagesIntso Stso Physics Class Vii Motion and Time Worksheet-6murali.trichyNo ratings yet
- Bom Eb-291cDocument11 pagesBom Eb-291cJosé Guillermo Càrdenas HernandezNo ratings yet
- PTO BZ 1000 Service ManualDocument28 pagesPTO BZ 1000 Service ManualalfonsofelipesaraviaNo ratings yet
- Operating Manual: Air Gravity Separator Type AGS 200 - 1200Document22 pagesOperating Manual: Air Gravity Separator Type AGS 200 - 1200Đức NguyễnNo ratings yet
- Autonomous Robot BookletDocument6 pagesAutonomous Robot BookletAnonymous L7XrxpeI1zNo ratings yet
- WSM & LSMDocument5 pagesWSM & LSMSantosh RaiNo ratings yet
- ASTLTIMD. Module 5a. Design of Steel BeamsDocument7 pagesASTLTIMD. Module 5a. Design of Steel BeamsvaneNo ratings yet
- Pile Cap Design ColumnsDocument3,186 pagesPile Cap Design ColumnsJuan José Ricaldi MirandaNo ratings yet
- Influence of Fiber and Cement Addition On Behavior of Sandy Soil by Nilo C. Consoli, T Pedro D. M. Prietto, Z and Luciane A. UlbrichDocument4 pagesInfluence of Fiber and Cement Addition On Behavior of Sandy Soil by Nilo C. Consoli, T Pedro D. M. Prietto, Z and Luciane A. Ulbrichveenau 1No ratings yet
- Pressure Testing Refrigeration Plant On VesselsDocument1 pagePressure Testing Refrigeration Plant On VesselsRachitNo ratings yet
- Equipment List PDFDocument49 pagesEquipment List PDFArash SotoudehNo ratings yet
- Nozzle Design - Method of CharacteristicsDocument20 pagesNozzle Design - Method of CharacteristicsPandel100% (3)
- Kle'S Dr. Msscet Belagavi: Design and Fabrication of Wear Testing MachineDocument10 pagesKle'S Dr. Msscet Belagavi: Design and Fabrication of Wear Testing MachineTripal reddyNo ratings yet
- Ceccato CDX 4 840 6999100156 Eng LRDocument6 pagesCeccato CDX 4 840 6999100156 Eng LRKing MaxNo ratings yet
- Euroslot BlikDocument16 pagesEuroslot BlikRuben PauwelsNo ratings yet
- Paper Test EquipmentDocument46 pagesPaper Test Equipmentandhie68No ratings yet
- Fenner 471 Friction Belt Installation Guide by CBC AustraliaDocument2 pagesFenner 471 Friction Belt Installation Guide by CBC AustraliaFanir ZNo ratings yet
- P3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentDocument55 pagesP3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentFriska ThaniaNo ratings yet
- L2 EquilibriumDocument17 pagesL2 EquilibriumnathanNo ratings yet
- 佛朗斯发动机目录Document65 pages佛朗斯发动机目录adam leeNo ratings yet
- Setup For Centerless Grinders 320Document25 pagesSetup For Centerless Grinders 320arvinupNo ratings yet
- Basic Knowledge of Forging-1Document94 pagesBasic Knowledge of Forging-1UzorNo ratings yet
- SACS CollapseDocument20 pagesSACS CollapseNwosu Augustine100% (1)