Download as pdf or txt
You might also like
- Kruth Patricia + Stobart Henry (Eds.) - Sound (Darwin College Lectures, 11) (1968, 2000)Document242 pagesKruth Patricia + Stobart Henry (Eds.) - Sound (Darwin College Lectures, 11) (1968, 2000)mersenne2No ratings yet
- EFSET (B2 Upper Intermediate)Document3 pagesEFSET (B2 Upper Intermediate)chandran_witts100% (1)
- Foundry ShopDocument9 pagesFoundry ShopShiva prasad DangariNo ratings yet
- Unconventional Casting ProcessesDocument16 pagesUnconventional Casting ProcessesAMAN GUPTANo ratings yet
- Is The Lost Foam Process The Future of Metal CastingDocument7 pagesIs The Lost Foam Process The Future of Metal Castingjmtindia100% (2)
- AMT - CastingDocument44 pagesAMT - CastingUddhav ArotheNo ratings yet
- Ingot_ChristallisationDocument9 pagesIngot_ChristallisationВадим КовальчукNo ratings yet
- Procedures For Excavation, Pipe Laying & Jointing - Mechanical Engineering Notes & Pipe Laying ProceduresDocument15 pagesProcedures For Excavation, Pipe Laying & Jointing - Mechanical Engineering Notes & Pipe Laying ProceduresPasubulaNo ratings yet
- Unit 1 - Casting-1Document17 pagesUnit 1 - Casting-1Yuvaraj SNo ratings yet
- Outline: Optimum Spray Cooling in Continuous Slab Casting Process Under Productivity ImprovementDocument5 pagesOutline: Optimum Spray Cooling in Continuous Slab Casting Process Under Productivity ImprovementKiatkajohn WorapradyaNo ratings yet
- L00. MNU - Sand CastingDocument32 pagesL00. MNU - Sand Castingowarda293No ratings yet
- Casting 3Document28 pagesCasting 3Hoza EssamNo ratings yet
- Casting & ForgingDocument42 pagesCasting & ForgingMrinal100% (1)
- ME 3393 - Manufacturing ProcessesDocument24 pagesME 3393 - Manufacturing ProcessesSupervisor Dr.M.MahendraBoopathiNo ratings yet
- Sand CastingDocument2 pagesSand CastingAhmad NabilNo ratings yet
- Part 2 Manufacturing 2023Document117 pagesPart 2 Manufacturing 2023Ilham AyuningNo ratings yet
- Well Plugging & Abandonment GuidelineDocument11 pagesWell Plugging & Abandonment GuidelineAry Rachman100% (1)
- Evaporative Pattern CastingDocument13 pagesEvaporative Pattern CastingMajid RazaqNo ratings yet
- Mitra Madani-m12219973-Report 03 - Practicals For Casting Microstructure and PropertiesDocument17 pagesMitra Madani-m12219973-Report 03 - Practicals For Casting Microstructure and PropertiesMitra MadaniNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument36 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingPaul Luya EspinozaNo ratings yet
- Manufacturing Engineering IDocument6 pagesManufacturing Engineering Iamin ahmedNo ratings yet
- New Operator Training ManualDocument35 pagesNew Operator Training ManualBharat ChakravartinNo ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- 03 - Metal CastingDocument66 pages03 - Metal Castinghh100% (1)
- Mte New Workshop BmeDocument27 pagesMte New Workshop BmeSahil YadavNo ratings yet
- Warpage in Casting - A ReviewDocument7 pagesWarpage in Casting - A Reviewlaukik_rautNo ratings yet
- Foundry ReportDocument7 pagesFoundry Reportmcdonald juma0% (1)
- Me6302-Manufacturing Technology - I Ii /iii Mechanical EngineeringDocument46 pagesMe6302-Manufacturing Technology - I Ii /iii Mechanical EngineeringNandha Gopal SenthilnathanNo ratings yet
- Foundry Process Updated 1Document52 pagesFoundry Process Updated 1krishnamoorthiNo ratings yet
- Moulding Sand Casting Die Casting Forging Rolling Extrusion Shearing Operations Forming Operations Soldering Brazing WeldingDocument13 pagesMoulding Sand Casting Die Casting Forging Rolling Extrusion Shearing Operations Forming Operations Soldering Brazing WeldingMejoNo ratings yet
- 112107221Document715 pages112107221GirishNo ratings yet
- Casting PDFDocument186 pagesCasting PDFsriakhil prattipatiNo ratings yet
- Surveillance Report Details: Surveillance On Activity-Date of Casting, Formwork & CuringDocument5 pagesSurveillance Report Details: Surveillance On Activity-Date of Casting, Formwork & CuringSirajNo ratings yet
- N Channel, P Channel Fabrication by School of MicroelectronicsDocument44 pagesN Channel, P Channel Fabrication by School of MicroelectronicsjouleNo ratings yet
- Workshop Practice: Course Code: Btmp101-18Document12 pagesWorkshop Practice: Course Code: Btmp101-18Dhiraj DhimanNo ratings yet
- Technology of IronmakingDocument55 pagesTechnology of IronmakingAshishrock SinghNo ratings yet
- Quy Trinh SX, Tinh Chat Cua Xi Mang - HolcimDocument56 pagesQuy Trinh SX, Tinh Chat Cua Xi Mang - HolcimhuaphtNo ratings yet
- ME6302 MFT FullDocument227 pagesME6302 MFT FullmonaNo ratings yet
- M3-Casting TechnologyDocument103 pagesM3-Casting Technologynr satiraNo ratings yet
- Workshop Report CastingDocument6 pagesWorkshop Report CastingZaid MahboobNo ratings yet
- 04 Fundamentals Metal CastingDocument42 pages04 Fundamentals Metal CastingMurat AydinNo ratings yet
- Job Procedure For Plain and Reinforced Cement Concrete Works-2Document16 pagesJob Procedure For Plain and Reinforced Cement Concrete Works-2imranNo ratings yet
- Aluminium Casting Techniques - Sand Casting and Die Casting ProcessesDocument7 pagesAluminium Casting Techniques - Sand Casting and Die Casting Processesrathnakara12No ratings yet
- 991 Sintron FB Comp. ENDocument27 pages991 Sintron FB Comp. ENJames LinNo ratings yet
- Monografia - Processing Parameters of Rebar Steel A Case Study on Tempcore Graduation Project ReportDocument61 pagesMonografia - Processing Parameters of Rebar Steel A Case Study on Tempcore Graduation Project ReportmirellespindolaNo ratings yet
- CHART SHEET PANAVIA V5bDocument2 pagesCHART SHEET PANAVIA V5bJo papNo ratings yet
- 2.008 Design & Manufacturing II: Gate Gate PositioningDocument9 pages2.008 Design & Manufacturing II: Gate Gate PositioningajaysandhuNo ratings yet
- Me 8392 - Manufacturing Technology: 14. Course OutcomesDocument6 pagesMe 8392 - Manufacturing Technology: 14. Course OutcomesERKATHIRNo ratings yet
- MME MetallographyDocument6 pagesMME MetallographyRefat Bin SultanNo ratings yet
- Solidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)Document29 pagesSolidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)The NoobNo ratings yet
- Manufacturing ProcessDocument5 pagesManufacturing ProcessRk RanaNo ratings yet
- CastingsDocument105 pagesCastingsAhmed MatNo ratings yet
- SBP 3Document34 pagesSBP 340 Sai VenkatNo ratings yet
- Improvement in SAG Mill Throughput From Finer Feed Size at The Newmont Ahafo OperationDocument12 pagesImprovement in SAG Mill Throughput From Finer Feed Size at The Newmont Ahafo OperationIgnacio UribeNo ratings yet
- Rehab Ali .M: Procedure of CastingDocument10 pagesRehab Ali .M: Procedure of CastingRihan RihanNo ratings yet
- Unit 2 - Foundry and WeldingDocument85 pagesUnit 2 - Foundry and Weldingsarunbalaji05No ratings yet
- Casting 5Document68 pagesCasting 5Pri YaNo ratings yet
- Casting: Dept. of Mech & Mfg. EnggDocument48 pagesCasting: Dept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Solutions: For Float and Tempered Glass ManufacturingDocument6 pagesSolutions: For Float and Tempered Glass ManufacturingjagadeeshyogiNo ratings yet
- 2 Jens 03-01-TubeMillDocument66 pages2 Jens 03-01-TubeMillFran jimenezNo ratings yet
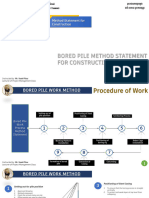
- Bored Pile Method Statement For ConstructionDocument8 pagesBored Pile Method Statement For ConstructionKeo RaksmeyNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- CE558 Report GRPCDocument10 pagesCE558 Report GRPCUrvasheeNo ratings yet
- Citizenship by Birth: Bombay High Court Bombay High Court Pakistani-Administered Kashmir Kashmir RegionDocument1 pageCitizenship by Birth: Bombay High Court Bombay High Court Pakistani-Administered Kashmir Kashmir RegionUrvasheeNo ratings yet
- Secular: It Is The View of Life. The Term Secular Was Introduced in TheDocument1 pageSecular: It Is The View of Life. The Term Secular Was Introduced in TheUrvasheeNo ratings yet
- CE351 - Design of Reinforced Concrete Structures: Design Assignment: Problem StatementDocument3 pagesCE351 - Design of Reinforced Concrete Structures: Design Assignment: Problem StatementUrvasheeNo ratings yet
- Air Pollutant Standard Index (PSI) USEPADocument28 pagesAir Pollutant Standard Index (PSI) USEPAUrvasheeNo ratings yet
- CE351 - Design of Reinforced Concrete StructuresDocument1 pageCE351 - Design of Reinforced Concrete StructuresUrvasheeNo ratings yet
- PDF 5Document1 pagePDF 5UrvasheeNo ratings yet
- CE351 - Design of Reinforced Concrete StructuresDocument1 pageCE351 - Design of Reinforced Concrete StructuresUrvasheeNo ratings yet
- PDF 1Document1 pagePDF 1UrvasheeNo ratings yet
- PDF 1Document1 pagePDF 1UrvasheeNo ratings yet
- Essential Components of Business ModelDocument2 pagesEssential Components of Business ModelUrvasheeNo ratings yet
- Ce301: Strength of Materials and Structures: Each Question Carries 2.5 MarksDocument1 pageCe301: Strength of Materials and Structures: Each Question Carries 2.5 MarksUrvasheeNo ratings yet
- Factors Affecting The Tardiness of Selected Senior High Students of Queen Anne School Santa Rosa S.Y. 2010-2020Document11 pagesFactors Affecting The Tardiness of Selected Senior High Students of Queen Anne School Santa Rosa S.Y. 2010-2020Shai Anne Cortez100% (2)
- Nisbet Idea of Progress PDFDocument31 pagesNisbet Idea of Progress PDFHernan Cuevas ValenzuelaNo ratings yet
- Semi-Detailed Lesson Plan For Grade-7 Mathematics Prepared By: Jennelyn G. Malayno ObjectivesDocument2 pagesSemi-Detailed Lesson Plan For Grade-7 Mathematics Prepared By: Jennelyn G. Malayno Objectivesjennelyn malaynoNo ratings yet
- Extended SaxDocument230 pagesExtended Saxconxin7100% (5)
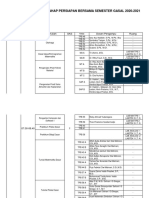
- JADWAL KULIAH TPB SMT GASAL TA 2020 2021 Rev 5Document49 pagesJADWAL KULIAH TPB SMT GASAL TA 2020 2021 Rev 5shin yongriNo ratings yet
- G752VSK Rev2.0 PDFDocument83 pagesG752VSK Rev2.0 PDFAlexandru FloricicăNo ratings yet
- Conduction 1Document3 pagesConduction 1Mohamad AlqaruteeNo ratings yet
- NAA ItemNumber391518Document203 pagesNAA ItemNumber391518Jonathan ArmstrongNo ratings yet
- Soal Latihan Persiapan Us Bahasa InggrisDocument6 pagesSoal Latihan Persiapan Us Bahasa InggrisNurrul Hadhya ZaraNo ratings yet
- February 28 2014Document48 pagesFebruary 28 2014fijitimescanadaNo ratings yet
- Chi-Square and Related DistributionDocument7 pagesChi-Square and Related DistributionMohammedseid AhmedinNo ratings yet
- Guadalupe Talks Part II ProgramDocument6 pagesGuadalupe Talks Part II Programapi-197099686No ratings yet
- CommunicationsDocument30 pagesCommunicationsChristine PuaNo ratings yet
- Arts 9 - Q4 - Mod4 - ChoreographyMovementAndGesturesFromWesternClassicalPlaysOperas - v4Document15 pagesArts 9 - Q4 - Mod4 - ChoreographyMovementAndGesturesFromWesternClassicalPlaysOperas - v4Nikko PatunganNo ratings yet
- DETAILED LESSON PLAN SubatomicparticlesDocument16 pagesDETAILED LESSON PLAN SubatomicparticlesMary Rose Ramos100% (3)
- Halfen Cast-In Channels: ConcreteDocument92 pagesHalfen Cast-In Channels: ConcreteFernando Castillo HerreraNo ratings yet
- 6 Key Challenges For Financial Close and ReportingDocument7 pages6 Key Challenges For Financial Close and ReportingGodfrey KakalaNo ratings yet
- Finalised Personal StatementDocument2 pagesFinalised Personal Statementapi-702252927No ratings yet
- Brochure UNIPVDocument20 pagesBrochure UNIPVPurushoth KumarNo ratings yet
- Pedu 212 Physical Education Iii (Finals)Document7 pagesPedu 212 Physical Education Iii (Finals)Bea SaguinsinNo ratings yet
- Elizardo PerzDocument79 pagesElizardo PerzRODRINo ratings yet
- Teradata Interview QuestionsDocument11 pagesTeradata Interview QuestionsnarendrareddybanthiNo ratings yet
- Circuit Diagram: Ecu A/7Document1 pageCircuit Diagram: Ecu A/7RubénNo ratings yet
- E45 Laboratory4Document7 pagesE45 Laboratory4nickNo ratings yet
- Metaverse Tourism Conceptual Framework and Research PropositionsDocument8 pagesMetaverse Tourism Conceptual Framework and Research PropositionsMarc MonerNo ratings yet
- Seal Design For High Pressure Offshore-Morton & EvansDocument10 pagesSeal Design For High Pressure Offshore-Morton & EvansMachineryengNo ratings yet
- Executive Summary and Recommendations HB 22-1327 9.1.23Document16 pagesExecutive Summary and Recommendations HB 22-1327 9.1.239news0% (1)
- Storage Regulations For Petroleum ProductsDocument3 pagesStorage Regulations For Petroleum ProductsSaumyaChandraNo ratings yet