Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Arsenic Mitigation Technologies in South and East Asia: Paper 3Document44 pagesArsenic Mitigation Technologies in South and East Asia: Paper 3Aureo Tapara SedanoNo ratings yet
- Slide Kuliah PPOK 2018Document44 pagesSlide Kuliah PPOK 2018Rachma DyraNo ratings yet
- 1 s2.0 S0007091217465755 MainDocument5 pages1 s2.0 S0007091217465755 MainRachma DyraNo ratings yet
- Elektroforesis KapilerDocument4 pagesElektroforesis KapilerRachma DyraNo ratings yet
- Penerapan Farmakoepidemiologi Dalam Praktek KefarmasianDocument123 pagesPenerapan Farmakoepidemiologi Dalam Praktek KefarmasianRachma DyraNo ratings yet
- Modeling of Methane Steam Reforming in A Palladium Membrane ReactorDocument7 pagesModeling of Methane Steam Reforming in A Palladium Membrane ReactorUriel Muñoz OcampoNo ratings yet
- CIE4485 Wastewater Treatment: DR - Ir. M.K. de KreukDocument21 pagesCIE4485 Wastewater Treatment: DR - Ir. M.K. de KreukPragathees WaranNo ratings yet
- Cpa2 4040 PDFDocument1 pageCpa2 4040 PDFcarlos pachecoNo ratings yet
- A Specifying Engineer's Guide To Water Treatment - IHS Engineering360Document3 pagesA Specifying Engineer's Guide To Water Treatment - IHS Engineering360PanosMitsopoulosNo ratings yet
- User'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.ADocument33 pagesUser'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.AkylealamangoNo ratings yet
- Diferrence Between Ro, UV, UFDocument4 pagesDiferrence Between Ro, UV, UFSelena NguyenNo ratings yet
- Ai Ccus White Paper - 2022 - WebDocument42 pagesAi Ccus White Paper - 2022 - Websandeeppandey0789No ratings yet
- Data Collection NormalizationDocument6 pagesData Collection Normalizationnaren.bansalNo ratings yet
- Filtration in Pharmaceutical Water SystemsDocument8 pagesFiltration in Pharmaceutical Water SystemsAhmad ZaidiNo ratings yet
- 1992 (Boudinar)Document18 pages1992 (Boudinar)Aiman LatifNo ratings yet
- Water Waste Water Treatment & Re-Use Norit 1 & 2Document47 pagesWater Waste Water Treatment & Re-Use Norit 1 & 2konoriode18No ratings yet
- Ajv DPW 00 Rom01 PX g17 6478 00 WarranteeDocument33 pagesAjv DPW 00 Rom01 PX g17 6478 00 WarranteeNaveed MubarikNo ratings yet
- Dow bw300Document2 pagesDow bw300TaufikNo ratings yet
- Chemical Cleaning Procedure - UF &Document8 pagesChemical Cleaning Procedure - UF &Kunjan SutharNo ratings yet
- Power Consumption Optimization For Multiple Parallel Centrifugal PumpsDocument6 pagesPower Consumption Optimization For Multiple Parallel Centrifugal PumpshachanNo ratings yet
- Ethanol Plant Research6Document10 pagesEthanol Plant Research6Tosin AwonusiNo ratings yet
- Index: Sl. No. Topic Page NoDocument48 pagesIndex: Sl. No. Topic Page NoSwapnil RoyNo ratings yet
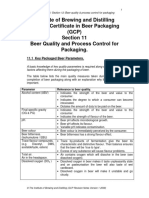
- GCP Sect11 Beer Quality & Process ControlDocument16 pagesGCP Sect11 Beer Quality & Process Controllevanvui161No ratings yet
- Journal of Water Process Engineering: Salem Alzahrani, Abdul Wahab MohammadDocument27 pagesJournal of Water Process Engineering: Salem Alzahrani, Abdul Wahab MohammadAldi HartonoNo ratings yet
- JMSR - Volume 6 - Issue 3 - Pages 319-332Document14 pagesJMSR - Volume 6 - Issue 3 - Pages 319-332WhatshittoyaNo ratings yet
- RoClean L211Document1 pageRoClean L211eduardoNo ratings yet
- Advancement in Polymer Based Membranes For Water Remediation Sanjay K Nayak Full ChapterDocument51 pagesAdvancement in Polymer Based Membranes For Water Remediation Sanjay K Nayak Full Chaptervicki.rodriguez989100% (17)
- Shakarganj Mills LTD - Allah Dita Hassan - 2Document44 pagesShakarganj Mills LTD - Allah Dita Hassan - 2Muhammad Asif Noor100% (1)
- Membrane Technology: Ultrafiltration For A Swimming PoolDocument9 pagesMembrane Technology: Ultrafiltration For A Swimming PoolsacNo ratings yet
- 6 - Presentation - Boiler Water ChemistryDocument100 pages6 - Presentation - Boiler Water Chemistrymuks1308100% (1)
- Desalination: Clara Skuse, Alejandro Gallego-Schmid, Adisa Azapagic, Patricia GorgojoDocument19 pagesDesalination: Clara Skuse, Alejandro Gallego-Schmid, Adisa Azapagic, Patricia GorgojoakhilNo ratings yet
- XcfbrochuDocument6 pagesXcfbrochuuniversal8888No ratings yet
- 5-2. NE4040-ARM50 - 200311 - LHK - Ver 1.0Document2 pages5-2. NE4040-ARM50 - 200311 - LHK - Ver 1.0Msach RoysNo ratings yet