
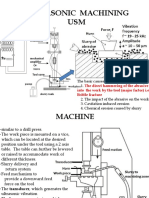
Unit-Ii Advanced Mechanical Processes Ultrasonic Machining
Unit-Ii Advanced Mechanical Processes Ultrasonic Machining
You might also like
- Expert Review of Water System Pipeline Breaks - LADWP - 2009Document186 pagesExpert Review of Water System Pipeline Breaks - LADWP - 2009yanichik20No ratings yet
- MEP003A Manual For 10kW Military Diesel GeneratorDocument243 pagesMEP003A Manual For 10kW Military Diesel GeneratorGreenMountainGenerators100% (1)
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- How To Estimate Operating Costs PDFDocument5 pagesHow To Estimate Operating Costs PDFKimberly ConleyNo ratings yet
- Final Report 2Document16 pagesFinal Report 2Ravi PatelNo ratings yet
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Document61 pagesNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerNo ratings yet
- Laser Beam MachiningDocument15 pagesLaser Beam MachiningMohsen SaidiNo ratings yet
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningDocument16 pagesAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- Ultrasonic Machining: Mechanisms of Material Removal in USMDocument4 pagesUltrasonic Machining: Mechanisms of Material Removal in USMGunabalan SellanNo ratings yet
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- Ultra Sonic MachiningDocument32 pagesUltra Sonic MachiningAshwin DevNo ratings yet
- NON Conventional MachiningDocument26 pagesNON Conventional MachiningAdam PathanNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersDocument4 pagesModule-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersrakeshchandrooNo ratings yet
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Document8 pagesUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaNo ratings yet
- Usm 2Document5 pagesUsm 2Abhishek TuliNo ratings yet
- 4D UsmDocument13 pages4D UsmHARSHVARDHAN SINGH RATHORENo ratings yet
- Abrasive Waterjet MachiningDocument54 pagesAbrasive Waterjet MachiningPrasad ChoureNo ratings yet
- Ultrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiDocument26 pagesUltrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiAdeel Shehzad100% (1)
- Unit 1Document37 pagesUnit 1Dare DevilNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningJulianus RizkoNo ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Usm PDFDocument5 pagesUsm PDFPANKWORLDNo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJp100% (1)
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJpNo ratings yet
- Ilovepdf MergedDocument74 pagesIlovepdf MergedAbdulrahman goudaNo ratings yet
- Chapter 2Document16 pagesChapter 2KAMALJEET SINGHNo ratings yet
- Modern Manufacturing ProcssesDocument24 pagesModern Manufacturing ProcssesAravind SudheesanNo ratings yet
- Non Traditional MachiningDocument57 pagesNon Traditional MachiningHARSH MALVIYANo ratings yet
- Chapter - 4 Advance Manufacturing ProcessesDocument77 pagesChapter - 4 Advance Manufacturing ProcessesKarnal 0388No ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Mech-Ultrasonic MachiningDocument20 pagesMech-Ultrasonic MachiningSymbol Of LoveNo ratings yet
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Document13 pagesUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiNo ratings yet
- Ultrasonic MachiningDocument18 pagesUltrasonic Machiningharshkmbj5No ratings yet
- Mechanical SeminarDocument19 pagesMechanical SeminarLAKKANABOINA LAKSHMANARAONo ratings yet
- Ultrasonic Machining (USM) : Dr. Harlal Singh MaliDocument11 pagesUltrasonic Machining (USM) : Dr. Harlal Singh MaliPrashant Singh SankhalaNo ratings yet
- Ultrasonic Machining (Usm)Document17 pagesUltrasonic Machining (Usm)Prasad ChikkamNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument33 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesVikrant BhardwajNo ratings yet
- UsmDocument45 pagesUsmBharath KumarNo ratings yet
- Advanced Manufacturing ProcessDocument2 pagesAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryNo ratings yet
- Advanced Manufacturing - PDFDocument167 pagesAdvanced Manufacturing - PDF210 SureshNo ratings yet
- U 5 P 2 UbmtsDocument47 pagesU 5 P 2 UbmtsAmara Sanjeevaiah GandhiNo ratings yet
- Abrasive Jet Machining Unit 2Document7 pagesAbrasive Jet Machining Unit 2anithayesurajNo ratings yet
- Ultra Sound MachiningDocument20 pagesUltra Sound MachiningVishalHarchandaniNo ratings yet
- CH-5, Advanced (Nano-Traditional) Machining ProcessDocument22 pagesCH-5, Advanced (Nano-Traditional) Machining ProcessAbreham DerejeNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Assignment of MMPDocument35 pagesAssignment of MMPKali DasNo ratings yet
- UsmDocument38 pagesUsmJPSAONANo ratings yet
- 9 Non Conventional MachiningDocument36 pages9 Non Conventional MachiningPrashant KuwarNo ratings yet
- Lecture 7 - Ultrasonic MachiningDocument20 pagesLecture 7 - Ultrasonic MachiningAbdulrahman goudaNo ratings yet
- Presentation On UsmDocument11 pagesPresentation On UsmArshad KhanNo ratings yet
- Experiment NoDocument4 pagesExperiment NoBiswadeep Roy ChoudhuryNo ratings yet
- Development of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMDocument16 pagesDevelopment of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMPopescu GeorgeNo ratings yet
- Welcome To The Lecture On Unconventional Machining ProcessesDocument26 pagesWelcome To The Lecture On Unconventional Machining ProcessesFaysal Ahmed100% (1)
- Ultrasonic MachiningDocument14 pagesUltrasonic MachiningKeyur SoleNo ratings yet
- Ultrasonic Machining (Usm)Document9 pagesUltrasonic Machining (Usm)Ankit OlaNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningKoushik Rao100% (1)
- # 3 - Ultrasonic MachiningDocument48 pages# 3 - Ultrasonic MachiningRohan RautNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- Plasma Arc Machining (Pam)Document13 pagesPlasma Arc Machining (Pam)Abhishek Kumar0% (1)
- NCM IDocument23 pagesNCM IAbhishek KumarNo ratings yet
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
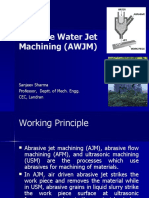
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Electron Beam MachiningDocument18 pagesElectron Beam MachiningAbhishek KumarNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Chemical MachiningDocument25 pagesChemical MachiningAbhishek KumarNo ratings yet
- NTMP 2 Marks QuesDocument1 pageNTMP 2 Marks QuesAbhishek KumarNo ratings yet
- Modelling and Simulation For Automatic Irrigation System With PV Solar TrackingDocument4 pagesModelling and Simulation For Automatic Irrigation System With PV Solar TrackingSarlangaNo ratings yet
- Stator FrameDocument9 pagesStator Frameapi-3834081No ratings yet
- Si-Tech Semiconductor Co.,Ltd: V A A A V MJ W WDocument9 pagesSi-Tech Semiconductor Co.,Ltd: V A A A V MJ W WWilliam Guilarte AlvarezNo ratings yet
- Cycle 1 Experiment No. 4 Study of The Steady State Performance of A Separately Excited DC GeneratorDocument4 pagesCycle 1 Experiment No. 4 Study of The Steady State Performance of A Separately Excited DC GeneratorVIJAY KUMARNo ratings yet
- Registered Contractors ListDocument15 pagesRegistered Contractors ListMajkatiNo ratings yet
- Installation Manual Dishwasher Ge Adora DDT595Document48 pagesInstallation Manual Dishwasher Ge Adora DDT595imauserNo ratings yet
- 007 Kaplan 10 PaginasDocument11 pages007 Kaplan 10 PaginasricardoNo ratings yet
- CeppowerDocument7 pagesCeppowerTan RehNo ratings yet
- Wärtsilä 32 Engine ManualDocument490 pagesWärtsilä 32 Engine ManualLio Messi100% (1)
- Sinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxDocument26 pagesSinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxJackChanNo ratings yet
- OneTron Energy PVT LTDDocument2 pagesOneTron Energy PVT LTDGeorge TaoNo ratings yet
- DS 20221019 SG4400UD-MV-20 Datasheet V14 ENDocument2 pagesDS 20221019 SG4400UD-MV-20 Datasheet V14 ENJosue Crespo GonzalezNo ratings yet
- FLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsDocument2 pagesFLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsMohammad AdilNo ratings yet
- ADMModule - S11 12PS-IIIa-2Document28 pagesADMModule - S11 12PS-IIIa-2Lebz Ricaram33% (3)
- Renewable and Sustainable Energy ReviewsDocument22 pagesRenewable and Sustainable Energy ReviewsNatsolar IngenieriaNo ratings yet
- PV Grid Integration: Backgrounds, Requirements, and SMA SolutionsDocument36 pagesPV Grid Integration: Backgrounds, Requirements, and SMA SolutionsParthibanPerumalNo ratings yet
- Grid To Vehicle and Vehicle To Grid Energy Transfer Using Single-Phase Bidirectional AC-DC Converter and Bidirectional DC-DC ConverterDocument5 pagesGrid To Vehicle and Vehicle To Grid Energy Transfer Using Single-Phase Bidirectional AC-DC Converter and Bidirectional DC-DC ConverterZain BhinderNo ratings yet
- 06 0505 00Document57 pages06 0505 00mahmoudNo ratings yet
- Single Buoy Mooring ProcedureDocument3 pagesSingle Buoy Mooring ProcedureKannan100% (1)
- SIRIUS IC10 Complete English 2017Document1,490 pagesSIRIUS IC10 Complete English 2017Laurentiu CatalinNo ratings yet
- TSR Electric Storage Heaters CREDADocument2 pagesTSR Electric Storage Heaters CREDAVerónica BalbásNo ratings yet
- Flare Manual PDFDocument71 pagesFlare Manual PDFshiviitd02No ratings yet
- Gasifiers DatabaseDocument44 pagesGasifiers DatabaseNoman Abu-FarhaNo ratings yet
- HSE Directive 1 Work PermitsDocument33 pagesHSE Directive 1 Work PermitsakubestlahNo ratings yet
- Maquina e Consumivel SchweisskraftDocument112 pagesMaquina e Consumivel SchweisskraftFelipe LorenziNo ratings yet
- SCIENCEDocument4 pagesSCIENCEGeraldine Calub BambaoNo ratings yet
- Inductive: Tubular SensorDocument15 pagesInductive: Tubular Sensorandleralfonso7308No ratings yet




































































































Download as docx, pdf, or txt
You might also like
- Expert Review of Water System Pipeline Breaks - LADWP - 2009Document186 pagesExpert Review of Water System Pipeline Breaks - LADWP - 2009yanichik20No ratings yet
- MEP003A Manual For 10kW Military Diesel GeneratorDocument243 pagesMEP003A Manual For 10kW Military Diesel GeneratorGreenMountainGenerators100% (1)
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- How To Estimate Operating Costs PDFDocument5 pagesHow To Estimate Operating Costs PDFKimberly ConleyNo ratings yet
- Final Report 2Document16 pagesFinal Report 2Ravi PatelNo ratings yet
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Document61 pagesNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerNo ratings yet
- Laser Beam MachiningDocument15 pagesLaser Beam MachiningMohsen SaidiNo ratings yet
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningDocument16 pagesAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- Ultrasonic Machining: Mechanisms of Material Removal in USMDocument4 pagesUltrasonic Machining: Mechanisms of Material Removal in USMGunabalan SellanNo ratings yet
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- Ultra Sonic MachiningDocument32 pagesUltra Sonic MachiningAshwin DevNo ratings yet
- NON Conventional MachiningDocument26 pagesNON Conventional MachiningAdam PathanNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersDocument4 pagesModule-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersrakeshchandrooNo ratings yet
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Document8 pagesUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaNo ratings yet
- Usm 2Document5 pagesUsm 2Abhishek TuliNo ratings yet
- 4D UsmDocument13 pages4D UsmHARSHVARDHAN SINGH RATHORENo ratings yet
- Abrasive Waterjet MachiningDocument54 pagesAbrasive Waterjet MachiningPrasad ChoureNo ratings yet
- Ultrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiDocument26 pagesUltrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiAdeel Shehzad100% (1)
- Unit 1Document37 pagesUnit 1Dare DevilNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningJulianus RizkoNo ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Usm PDFDocument5 pagesUsm PDFPANKWORLDNo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJp100% (1)
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJpNo ratings yet
- Ilovepdf MergedDocument74 pagesIlovepdf MergedAbdulrahman goudaNo ratings yet
- Chapter 2Document16 pagesChapter 2KAMALJEET SINGHNo ratings yet
- Modern Manufacturing ProcssesDocument24 pagesModern Manufacturing ProcssesAravind SudheesanNo ratings yet
- Non Traditional MachiningDocument57 pagesNon Traditional MachiningHARSH MALVIYANo ratings yet
- Chapter - 4 Advance Manufacturing ProcessesDocument77 pagesChapter - 4 Advance Manufacturing ProcessesKarnal 0388No ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Mech-Ultrasonic MachiningDocument20 pagesMech-Ultrasonic MachiningSymbol Of LoveNo ratings yet
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Document13 pagesUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiNo ratings yet
- Ultrasonic MachiningDocument18 pagesUltrasonic Machiningharshkmbj5No ratings yet
- Mechanical SeminarDocument19 pagesMechanical SeminarLAKKANABOINA LAKSHMANARAONo ratings yet
- Ultrasonic Machining (USM) : Dr. Harlal Singh MaliDocument11 pagesUltrasonic Machining (USM) : Dr. Harlal Singh MaliPrashant Singh SankhalaNo ratings yet
- Ultrasonic Machining (Usm)Document17 pagesUltrasonic Machining (Usm)Prasad ChikkamNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument33 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesVikrant BhardwajNo ratings yet
- UsmDocument45 pagesUsmBharath KumarNo ratings yet
- Advanced Manufacturing ProcessDocument2 pagesAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryNo ratings yet
- Advanced Manufacturing - PDFDocument167 pagesAdvanced Manufacturing - PDF210 SureshNo ratings yet
- U 5 P 2 UbmtsDocument47 pagesU 5 P 2 UbmtsAmara Sanjeevaiah GandhiNo ratings yet
- Abrasive Jet Machining Unit 2Document7 pagesAbrasive Jet Machining Unit 2anithayesurajNo ratings yet
- Ultra Sound MachiningDocument20 pagesUltra Sound MachiningVishalHarchandaniNo ratings yet
- CH-5, Advanced (Nano-Traditional) Machining ProcessDocument22 pagesCH-5, Advanced (Nano-Traditional) Machining ProcessAbreham DerejeNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Assignment of MMPDocument35 pagesAssignment of MMPKali DasNo ratings yet
- UsmDocument38 pagesUsmJPSAONANo ratings yet
- 9 Non Conventional MachiningDocument36 pages9 Non Conventional MachiningPrashant KuwarNo ratings yet
- Lecture 7 - Ultrasonic MachiningDocument20 pagesLecture 7 - Ultrasonic MachiningAbdulrahman goudaNo ratings yet
- Presentation On UsmDocument11 pagesPresentation On UsmArshad KhanNo ratings yet
- Experiment NoDocument4 pagesExperiment NoBiswadeep Roy ChoudhuryNo ratings yet
- Development of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMDocument16 pagesDevelopment of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMPopescu GeorgeNo ratings yet
- Welcome To The Lecture On Unconventional Machining ProcessesDocument26 pagesWelcome To The Lecture On Unconventional Machining ProcessesFaysal Ahmed100% (1)
- Ultrasonic MachiningDocument14 pagesUltrasonic MachiningKeyur SoleNo ratings yet
- Ultrasonic Machining (Usm)Document9 pagesUltrasonic Machining (Usm)Ankit OlaNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningKoushik Rao100% (1)
- # 3 - Ultrasonic MachiningDocument48 pages# 3 - Ultrasonic MachiningRohan RautNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- Plasma Arc Machining (Pam)Document13 pagesPlasma Arc Machining (Pam)Abhishek Kumar0% (1)
- NCM IDocument23 pagesNCM IAbhishek KumarNo ratings yet
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Electron Beam MachiningDocument18 pagesElectron Beam MachiningAbhishek KumarNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Chemical MachiningDocument25 pagesChemical MachiningAbhishek KumarNo ratings yet
- NTMP 2 Marks QuesDocument1 pageNTMP 2 Marks QuesAbhishek KumarNo ratings yet
- Modelling and Simulation For Automatic Irrigation System With PV Solar TrackingDocument4 pagesModelling and Simulation For Automatic Irrigation System With PV Solar TrackingSarlangaNo ratings yet
- Stator FrameDocument9 pagesStator Frameapi-3834081No ratings yet
- Si-Tech Semiconductor Co.,Ltd: V A A A V MJ W WDocument9 pagesSi-Tech Semiconductor Co.,Ltd: V A A A V MJ W WWilliam Guilarte AlvarezNo ratings yet
- Cycle 1 Experiment No. 4 Study of The Steady State Performance of A Separately Excited DC GeneratorDocument4 pagesCycle 1 Experiment No. 4 Study of The Steady State Performance of A Separately Excited DC GeneratorVIJAY KUMARNo ratings yet
- Registered Contractors ListDocument15 pagesRegistered Contractors ListMajkatiNo ratings yet
- Installation Manual Dishwasher Ge Adora DDT595Document48 pagesInstallation Manual Dishwasher Ge Adora DDT595imauserNo ratings yet
- 007 Kaplan 10 PaginasDocument11 pages007 Kaplan 10 PaginasricardoNo ratings yet
- CeppowerDocument7 pagesCeppowerTan RehNo ratings yet
- Wärtsilä 32 Engine ManualDocument490 pagesWärtsilä 32 Engine ManualLio Messi100% (1)
- Sinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxDocument26 pagesSinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxJackChanNo ratings yet
- OneTron Energy PVT LTDDocument2 pagesOneTron Energy PVT LTDGeorge TaoNo ratings yet
- DS 20221019 SG4400UD-MV-20 Datasheet V14 ENDocument2 pagesDS 20221019 SG4400UD-MV-20 Datasheet V14 ENJosue Crespo GonzalezNo ratings yet
- FLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsDocument2 pagesFLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsMohammad AdilNo ratings yet
- ADMModule - S11 12PS-IIIa-2Document28 pagesADMModule - S11 12PS-IIIa-2Lebz Ricaram33% (3)
- Renewable and Sustainable Energy ReviewsDocument22 pagesRenewable and Sustainable Energy ReviewsNatsolar IngenieriaNo ratings yet
- PV Grid Integration: Backgrounds, Requirements, and SMA SolutionsDocument36 pagesPV Grid Integration: Backgrounds, Requirements, and SMA SolutionsParthibanPerumalNo ratings yet
- Grid To Vehicle and Vehicle To Grid Energy Transfer Using Single-Phase Bidirectional AC-DC Converter and Bidirectional DC-DC ConverterDocument5 pagesGrid To Vehicle and Vehicle To Grid Energy Transfer Using Single-Phase Bidirectional AC-DC Converter and Bidirectional DC-DC ConverterZain BhinderNo ratings yet
- 06 0505 00Document57 pages06 0505 00mahmoudNo ratings yet
- Single Buoy Mooring ProcedureDocument3 pagesSingle Buoy Mooring ProcedureKannan100% (1)
- SIRIUS IC10 Complete English 2017Document1,490 pagesSIRIUS IC10 Complete English 2017Laurentiu CatalinNo ratings yet
- TSR Electric Storage Heaters CREDADocument2 pagesTSR Electric Storage Heaters CREDAVerónica BalbásNo ratings yet
- Flare Manual PDFDocument71 pagesFlare Manual PDFshiviitd02No ratings yet
- Gasifiers DatabaseDocument44 pagesGasifiers DatabaseNoman Abu-FarhaNo ratings yet
- HSE Directive 1 Work PermitsDocument33 pagesHSE Directive 1 Work PermitsakubestlahNo ratings yet
- Maquina e Consumivel SchweisskraftDocument112 pagesMaquina e Consumivel SchweisskraftFelipe LorenziNo ratings yet
- SCIENCEDocument4 pagesSCIENCEGeraldine Calub BambaoNo ratings yet
- Inductive: Tubular SensorDocument15 pagesInductive: Tubular Sensorandleralfonso7308No ratings yet