Download as pdf or txt
You might also like
- Plumbness & Roundness of Storage TanksDocument12 pagesPlumbness & Roundness of Storage TanksWeld Maniac0% (1)
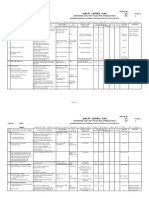
- 5 - Tank Itp - Inspection & Test Plan For TanksDocument10 pages5 - Tank Itp - Inspection & Test Plan For TanksAhmed Hassan100% (2)
- Aws A5.32m-2021Document40 pagesAws A5.32m-2021Carlos Ceja100% (1)
- RT Acceptance Criteria All CodeDocument1 pageRT Acceptance Criteria All Codemukhlis mirghaniNo ratings yet
- Tank Bottom Plate Weld Sequence To Avoid DistortionDocument1 pageTank Bottom Plate Weld Sequence To Avoid Distortionengsam77782% (11)
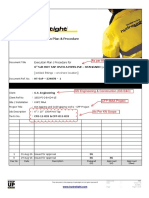
- Oil Penetration Leak Test Procedure Rev ADocument4 pagesOil Penetration Leak Test Procedure Rev AAzuwan MohamadNo ratings yet
- Sebu7766 07 00 All PDFDocument232 pagesSebu7766 07 00 All PDFKristen HolmesNo ratings yet
- Vulcraft Catalog - Steel Roof and Floor DeckDocument116 pagesVulcraft Catalog - Steel Roof and Floor DeckJayant PatilNo ratings yet
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- RT Acceptance Criteria B31.3 2020, Api 1104 (2021), IX 2021Document6 pagesRT Acceptance Criteria B31.3 2020, Api 1104 (2021), IX 2021Kader KaderNo ratings yet
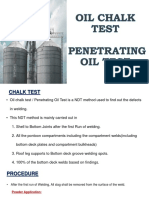
- 5) Oil Chalk Test PDFDocument2 pages5) Oil Chalk Test PDFkyeong cheol lee75% (16)
- ASME P Material NumbersDocument1 pageASME P Material Numbersmahi1437100% (1)
- Dimensional Tolerances - API 650-14: Sr. Item ToleranceDocument2 pagesDimensional Tolerances - API 650-14: Sr. Item Tolerancehrk100100% (6)
- Steps To Be Prepared A PWPS and PQRDocument9 pagesSteps To Be Prepared A PWPS and PQRAdit Nugraha100% (3)
- Defect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52Document7 pagesDefect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52Anil100% (2)
- Holiday Detection Test Report PDFDocument1 pageHoliday Detection Test Report PDFtonierlanda100% (1)
- Differences Between IRIS, ECT, RFETDocument1 pageDifferences Between IRIS, ECT, RFETbenergy84100% (9)
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- ITP For Storage TankDocument6 pagesITP For Storage TankAhmed Ben HmidaNo ratings yet
- PWHT Storage Tanks Rev A 1 PDFDocument6 pagesPWHT Storage Tanks Rev A 1 PDFVishalDhiman50% (2)
- Chittagong Railway Carriage & Wagon Workshop - An Internship PresentationDocument24 pagesChittagong Railway Carriage & Wagon Workshop - An Internship PresentationS M Mokaram Hossain50% (2)
- Hydratight Hot Tap ProcedureDocument39 pagesHydratight Hot Tap Proceduremitesh0% (1)
- Tank Farm Field Construction Work Progress Measurement System - Sample Template For Practical UseDocument7 pagesTank Farm Field Construction Work Progress Measurement System - Sample Template For Practical UseMd Izzuddin OmarNo ratings yet
- Pressure Vessel Exm QuestionsDocument4 pagesPressure Vessel Exm QuestionsJithuJohn100% (2)
- Api 650 RTDocument3 pagesApi 650 RTAdi QCNo ratings yet
- Job Methodology For DRT Tank Procedure - 0618-R1Document15 pagesJob Methodology For DRT Tank Procedure - 0618-R1purshottam GHNo ratings yet
- Macro Examination StandardDocument4 pagesMacro Examination StandardMohd Akmal Shafie100% (1)
- Vaccum Box Procedure API 650 OKDocument7 pagesVaccum Box Procedure API 650 OKTouil Houssem100% (1)
- RoundnessDocument35 pagesRoundnesssrinivasanssc100% (1)
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Asme Sec I PWHT RequirementDocument6 pagesAsme Sec I PWHT RequirementSajin ChandranNo ratings yet
- RT Acceptance Criteria: Asme Sec Viii Div-1 API-650 Ansi/ Asme B 31.3 ASME B 31.1 Asme Sec Ix CodesDocument1 pageRT Acceptance Criteria: Asme Sec Viii Div-1 API-650 Ansi/ Asme B 31.3 ASME B 31.1 Asme Sec Ix CodesEr Md AamirNo ratings yet
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocument1 pageTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014No ratings yet
- RT Acceptance CriteriaDocument9 pagesRT Acceptance CriteriaNguyễn Giang Nam100% (1)
- Roundness Check Accetance of Storage Tank - TierDocument1 pageRoundness Check Accetance of Storage Tank - Tierarkaprava ghoshNo ratings yet
- Plumbness Check ReportDocument50 pagesPlumbness Check ReportMuhammad Fitransyah Syamsuar Putra88% (8)
- EQT ChecklistDocument5 pagesEQT Checklistvijayachidu100% (1)
- Mpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdDocument2 pagesMpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdsandeep100% (1)
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- Uw-51 RT Acceptance CriteriaDocument12 pagesUw-51 RT Acceptance CriteriaSameer RajuNo ratings yet
- BGAS Experience Form (May 16) FilledDocument1 pageBGAS Experience Form (May 16) FilledAhmed100% (1)
- RT Acceptance Para. 9.4Document4 pagesRT Acceptance Para. 9.4Yan Ferizal100% (1)
- Dish InspectionDocument1 pageDish InspectionSamir ChaudharyNo ratings yet
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (2)
- QW-403 6Document1 pageQW-403 6Solikhul HarisNo ratings yet
- API 650 PoıntsDocument4 pagesAPI 650 PoıntsSamet Belli100% (1)
- Oil Chalk Test/Penetrating Oil TestDocument6 pagesOil Chalk Test/Penetrating Oil TestWeld ManiacNo ratings yet
- RT Acceptance Criteria For Welder Test According To ASME Sec IX (QW 191 1.2)Document20 pagesRT Acceptance Criteria For Welder Test According To ASME Sec IX (QW 191 1.2)Oscar Iván Duque Diaz100% (1)
- Api 653 Report-Hydrolic Test PDFDocument12 pagesApi 653 Report-Hydrolic Test PDFnaoufel1706No ratings yet
- RT Acceptance CriteriaDocument3 pagesRT Acceptance CriteriaRanjan Kumar100% (2)
- API 650 12th Edition 2013 - NDT RequirementDocument1 pageAPI 650 12th Edition 2013 - NDT Requirementfarjadulhaq100% (2)
- P Peaking BandingDocument4 pagesP Peaking BandingSUBHOMOYNo ratings yet
- Fabrication:: Fabrication & Erection Storage TankDocument9 pagesFabrication:: Fabrication & Erection Storage TankRyanto Sirait100% (1)
- 020 - Tank Settlement Inspection ReportDocument1 page020 - Tank Settlement Inspection ReportDelil OzanNo ratings yet
- API 1104 Defects Acceptance Criteria FinalDocument4 pagesAPI 1104 Defects Acceptance Criteria FinalHendry AriosNo ratings yet
- Defects Acceptance CriteriaDocument1 pageDefects Acceptance CriteriahakamaffaqNo ratings yet
- API 650 PageDocument2 pagesAPI 650 PageGerry Dan ChanliongcoNo ratings yet
- Approved Structural Steel-Welding Procedures - Double V-Groove With Back Gouge PDFDocument3 pagesApproved Structural Steel-Welding Procedures - Double V-Groove With Back Gouge PDFBhavani PrasadNo ratings yet
- Shell Plate Dimension CheckDocument7 pagesShell Plate Dimension Checksetak0% (1)
- 32-79 T32ge01-M Cylnd Metal EngDocument1 page32-79 T32ge01-M Cylnd Metal EngRahul KumarNo ratings yet
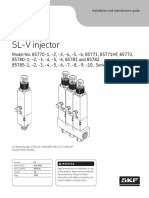
- Lincoln SL-V InjectorDocument12 pagesLincoln SL-V InjectorJuanNo ratings yet
- Level Maintainer LM300 SeriesDocument2 pagesLevel Maintainer LM300 SeriesAlejandroMuñozNo ratings yet
- API Standard 661/ISO 13706:2001: American Petroleum InstituteDocument1 pageAPI Standard 661/ISO 13706:2001: American Petroleum InstituteHamza HashimNo ratings yet
- Enquiry - ValvesDocument6 pagesEnquiry - Valvesrkpatel40No ratings yet
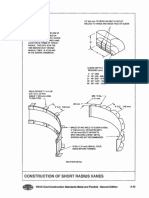
- Short Radius VanesDocument1 pageShort Radius VanesblahblahNo ratings yet
- Spec I Fi Ca Tions: Faucet Description OperationDocument1 pageSpec I Fi Ca Tions: Faucet Description OperationCasper John Nanas MuñozNo ratings yet
- Bolted Bonet ValveDocument32 pagesBolted Bonet ValveRiza Ahmad Sofikul IrfanNo ratings yet
- FS Mitrabara Adiperdana TBK 30 September 2022Document93 pagesFS Mitrabara Adiperdana TBK 30 September 2022Riza Ahmad Sofikul IrfanNo ratings yet
- Materi Paparan Publik: Terdaftar Dan Diperdagangkan Di Bursa Efek Indonesia (BEI) Kode Saham: BHITDocument71 pagesMateri Paparan Publik: Terdaftar Dan Diperdagangkan Di Bursa Efek Indonesia (BEI) Kode Saham: BHITRiza Ahmad Sofikul IrfanNo ratings yet
- FS Mitrabara Adiperdana TBK 31 March 2022Document93 pagesFS Mitrabara Adiperdana TBK 31 March 2022Riza Ahmad Sofikul IrfanNo ratings yet
- Toleransi THK SA480 Hot Rolled Quarto PlateDocument1 pageToleransi THK SA480 Hot Rolled Quarto PlateRiza Ahmad Sofikul IrfanNo ratings yet
- Vacation On The Island of MaduraDocument1 pageVacation On The Island of MaduraRiza Ahmad Sofikul IrfanNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugesHaleemUrRashidBangashNo ratings yet
- Failure Analysis ReportDocument24 pagesFailure Analysis ReportThirukkumaranBalasubramanianNo ratings yet
- Experiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Document12 pagesExperiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Vandan GundaleNo ratings yet
- Literature Review Welding FixtureDocument7 pagesLiterature Review Welding Fixtureaebvqfzmi100% (1)
- BT GW 190 D PrezDocument1 pageBT GW 190 D PrezStefan NeacsuNo ratings yet
- Japanese Specification ListDocument7 pagesJapanese Specification ListJimi InocencioNo ratings yet
- Welder-456A-EN-TS Skill LevelDocument6 pagesWelder-456A-EN-TS Skill LevelAnilNo ratings yet
- Instrument Mechanic (Chemical Plant) : Craftsman Training SchemeDocument35 pagesInstrument Mechanic (Chemical Plant) : Craftsman Training Schemeviero widyantoNo ratings yet
- L1 Unit-1 Advance WeldingDocument11 pagesL1 Unit-1 Advance WeldingSaurabh Kumar GuptaNo ratings yet
- EI 1541 1st Edition - EpoxyDocument17 pagesEI 1541 1st Edition - EpoxyKokodNo ratings yet
- Welding Low Alloy SteelsDocument14 pagesWelding Low Alloy SteelsNanda Al Alif100% (1)
- Large Diameter Submarine OutfallsDocument9 pagesLarge Diameter Submarine Outfallsmidhun1986No ratings yet
- Mechanical Maintenance PresentationDocument132 pagesMechanical Maintenance Presentationgopalakrishnannrm1202100% (3)
- Cat G.E.T. Solutions For Underground Load Haul Dump LoadersDocument24 pagesCat G.E.T. Solutions For Underground Load Haul Dump LoadersComex LimaNo ratings yet
- ISO 3913 1980 First RevisionDocument15 pagesISO 3913 1980 First RevisionDaniel SlavčićNo ratings yet
- API 610 Vertical Centrifugal PumpDocument7 pagesAPI 610 Vertical Centrifugal PumpNAHASALI11100% (1)
- Erosion and Abrasion Resistance of Boride and Carbide-Based OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Overlaysaop10468No ratings yet
- Apoyos TeflonDocument14 pagesApoyos Teflonjulio1114No ratings yet
- Sample SpecsDocument137 pagesSample Specsprince francisNo ratings yet
- TCAEMM EmptyvaluesdocumentDocument689 pagesTCAEMM EmptyvaluesdocumentJithinNo ratings yet
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011No ratings yet
- Hot Tap CalculationDocument20 pagesHot Tap CalculationVetti Payan100% (6)
- p22MNVMB MN Gtaw+Smaw (Pipe)Document2 pagesp22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1No ratings yet