Download as pdf or txt
You might also like
- Softening LAB REPORTDocument6 pagesSoftening LAB REPORTFarah Kharuddin100% (4)
- BendixS 20magneto PDFDocument48 pagesBendixS 20magneto PDFW HeissNo ratings yet
- Nov. 19, 1968 v. R. Thayer 3,411,884: 7azz F-7Document8 pagesNov. 19, 1968 v. R. Thayer 3,411,884: 7azz F-7Rana NaveedNo ratings yet
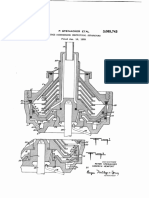
- April 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsDocument6 pagesApril 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsChristopher SalasNo ratings yet
- US3216792Document9 pagesUS3216792muhammad ramadhanNo ratings yet
- Method For Curing TyreDocument5 pagesMethod For Curing TyreNivantNo ratings yet
- US5530166Document13 pagesUS5530166enriqueramoscNo ratings yet
- Bow Waves Before Blunt ShipsDocument63 pagesBow Waves Before Blunt ShipsEdsonNo ratings yet
- Img 20220823 0001Document1 pageImg 20220823 0001Gorby RamzaniNo ratings yet
- IMDS1979 Garg 409Document14 pagesIMDS1979 Garg 409Glenn NyirendaNo ratings yet
- 2005 Removing Aland RegeneratingDocument6 pages2005 Removing Aland RegeneratingHebron DawitNo ratings yet
- Transport: Lorry Receipt Is Void If CDocument1 pageTransport: Lorry Receipt Is Void If CGLOBAL ENTREPRENEURNo ratings yet
- 4 Steam A: C E.Skay Production of Aluminum FateDocument5 pages4 Steam A: C E.Skay Production of Aluminum FateVira ValasaraNo ratings yet
- 10 Us3705650Document14 pages10 Us3705650Stajic MilanNo ratings yet
- The Solubility of Aqueous Lead Chloride SolutionsDocument10 pagesThe Solubility of Aqueous Lead Chloride SolutionsYeimy Vivar LobosNo ratings yet
- 20pkb516 Hatif Alam Sheet 3 Stuffing BoxDocument1 page20pkb516 Hatif Alam Sheet 3 Stuffing BoxHatif AlamNo ratings yet
- IFFCO Tokio: ,... - , - ,.eogli.iDocument1 pageIFFCO Tokio: ,... - , - ,.eogli.iLochan MNo ratings yet
- Adobe Scan 9 Dec 2023Document1 pageAdobe Scan 9 Dec 2023sankar.mech2362No ratings yet
- HYDRONAUTICS, Incorporated Research in Hydrodynamics.: ItechnicalDocument62 pagesHYDRONAUTICS, Incorporated Research in Hydrodynamics.: ItechnicalAbo Muslem FaiterNo ratings yet
- United States Patent: Kepler Patent Number: Date of Patent: Dec. 24, 1991Document18 pagesUnited States Patent: Kepler Patent Number: Date of Patent: Dec. 24, 1991SaraNo ratings yet
- Scan Aug 5, 2020Document5 pagesScan Aug 5, 2020Subhakanta SwainNo ratings yet
- P-12514 Jazee 2009 PartsDocument32 pagesP-12514 Jazee 2009 PartsjohnahedNo ratings yet
- Us3629997 PDFDocument5 pagesUs3629997 PDFDellaNo ratings yet
- Reactivos de Flotacion CYANAMIDDocument46 pagesReactivos de Flotacion CYANAMIDJorge Alberto Añazco EscobarNo ratings yet
- Patente Estyreno Con InhibidorDocument5 pagesPatente Estyreno Con Inhibidormartin sanchezNo ratings yet
- Ugl - Ssii Date: LaboratoryDocument10 pagesUgl - Ssii Date: Laboratoryhartmann100No ratings yet
- June 2, 1964: W. W. Schroedter E-Through Vapor Generating System Filed July 27, 1961Document6 pagesJune 2, 1964: W. W. Schroedter E-Through Vapor Generating System Filed July 27, 1961Anonymous KzJcjGCJbNo ratings yet
- United States Patent US 7,124,684 B1: 2ZzzzzzzzzzDocument6 pagesUnited States Patent US 7,124,684 B1: 2ZzzzzzzzzzAlexander VokhmyaninNo ratings yet
- Wet ScrubbersDocument99 pagesWet ScrubbersCepi Sindang KamulanNo ratings yet
- Bioquimica Lab 5Document2 pagesBioquimica Lab 5Santiago Bonilla VelásquezNo ratings yet
- E-03 Wiring Diagram Lighting System Except E-RoomDocument47 pagesE-03 Wiring Diagram Lighting System Except E-RoomashleyNo ratings yet
- Credit NoteDocument2 pagesCredit Notefinance.mahgNo ratings yet
- Wngftaliedicm.: and Ma Overload ProtectorDocument1 pageWngftaliedicm.: and Ma Overload Protectorluis fernando cadavidNo ratings yet
- 1vqOJUl1HmhPXhJxQwCR4ADocument4 pages1vqOJUl1HmhPXhJxQwCR4AFelipe PrinceNo ratings yet
- Hidroclorinación Del MetanolDocument9 pagesHidroclorinación Del MetanolLUZ FIORELA PONGO RAMIREZNo ratings yet
- Okuma Manuals 361Document119 pagesOkuma Manuals 361AminNo ratings yet
- Celda Hipoclorito de SodioDocument10 pagesCelda Hipoclorito de SodioLuis VilchezNo ratings yet
- Differential Thermal Analysis and X-Ray Diffraction Study of Devitrification ProcessesDocument12 pagesDifferential Thermal Analysis and X-Ray Diffraction Study of Devitrification Processesapi-3733260No ratings yet
- Dry GasDocument7 pagesDry GasAnonymous QSfDsVxjZNo ratings yet
- Datasheet For Splitter Gate (M-3140)Document1 pageDatasheet For Splitter Gate (M-3140)Joe GrosirNo ratings yet
- Radiation Damage of Materials Engineering Handbook Part II - A Guide To The Use of ElastomersDocument66 pagesRadiation Damage of Materials Engineering Handbook Part II - A Guide To The Use of ElastomersAnonymous pbCYuQNo ratings yet
- Hydro Test Manifold 1Document1 pageHydro Test Manifold 1veera Satya saiNo ratings yet
- Hydro-Test Manifold 1Document1 pageHydro-Test Manifold 1ryan gumanitNo ratings yet
- March 3, 1936. J. W. Hayes E Al 2,032,699: W. We Arza Wa Wag 562ufzarzDocument4 pagesMarch 3, 1936. J. W. Hayes E Al 2,032,699: W. We Arza Wa Wag 562ufzarzRuchita PoilkarNo ratings yet
- Some Recent Development in Mud Analysis LoggingDocument13 pagesSome Recent Development in Mud Analysis LoggingЕлнур ИкимбаевNo ratings yet
- United States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)Document7 pagesUnited States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)cantikNo ratings yet
- 0709 Weld Products All enDocument104 pages0709 Weld Products All enNaza GavaputriNo ratings yet
- 186f5aba-18d7 - ZA - Hydraulic Metal Free 22 - EN-ZA PDFDocument2 pages186f5aba-18d7 - ZA - Hydraulic Metal Free 22 - EN-ZA PDFBerry.MotewaNo ratings yet
- Ch1 - Atoms and Molecules - P1 - L1 - WS1Document2 pagesCh1 - Atoms and Molecules - P1 - L1 - WS1Aminul IslamNo ratings yet
- Total Length 13000: Belt DirectionDocument1 pageTotal Length 13000: Belt DirectionGanesh JagadaleNo ratings yet
- 4773 dt. 07.10.2022 (2)Document4 pages4773 dt. 07.10.2022 (2)yadavsherni99No ratings yet
- Performance Test of D. H.-4 With 200 H.P. Hispano-Suiza Engine Showing Performance With Propeller X-19925 (30 December 1920)Document6 pagesPerformance Test of D. H.-4 With 200 H.P. Hispano-Suiza Engine Showing Performance With Propeller X-19925 (30 December 1920)raheyo6168No ratings yet
- United States Patent: Aproces A 12 C-Process E-ProcessDocument8 pagesUnited States Patent: Aproces A 12 C-Process E-ProcessPavita SalsabilaNo ratings yet
- United States Patent: Muller Et Al. Jan. 6, 1981Document16 pagesUnited States Patent: Muller Et Al. Jan. 6, 1981antavenaNo ratings yet
- PG 5Document1 pagePG 5Khoo Rui JieNo ratings yet
- Westinghouse Lighting Price List Outdoor Lighting 10-73Document12 pagesWestinghouse Lighting Price List Outdoor Lighting 10-73Alan MastersNo ratings yet
- Brochure 309091 PDFDocument8 pagesBrochure 309091 PDFNishant PatelNo ratings yet
- Current Revision Approved: Anti-Spin, 68H/SbsDocument2 pagesCurrent Revision Approved: Anti-Spin, 68H/Sbscapslive_001No ratings yet
- Air Entra Nfoient of Mortar: RMC WalkDocument13 pagesAir Entra Nfoient of Mortar: RMC WalkYad CatulongNo ratings yet
- United States Patent (19) 11 Patent Number: 5,955,040: Bunger Et Al. (45) Date of Patent: Sep. 21, 1999Document23 pagesUnited States Patent (19) 11 Patent Number: 5,955,040: Bunger Et Al. (45) Date of Patent: Sep. 21, 1999tasyiaNo ratings yet
- Growing Up in the Valley: Pioneer Childhood in the Lower Fraser ValleyFrom EverandGrowing Up in the Valley: Pioneer Childhood in the Lower Fraser ValleyNo ratings yet
- Lab Report A763319Document7 pagesLab Report A763319David EvansNo ratings yet
- Cryo Bath Low - 80Document7 pagesCryo Bath Low - 80vijay.victorysolutions01No ratings yet
- I. Absolute Value Functions: Math 150 - Topic 2 Piecewise-Defined FunctionsDocument6 pagesI. Absolute Value Functions: Math 150 - Topic 2 Piecewise-Defined Functionsrohitrgt4uNo ratings yet
- FractionalDifferential EquationsDocument200 pagesFractionalDifferential Equationsarggcb8100% (2)
- Trinabh Shridhar - Individual Quiz CompletedDocument11 pagesTrinabh Shridhar - Individual Quiz CompletedSneha DhamijaNo ratings yet
- Advanced EDC & PDC NotesDocument19 pagesAdvanced EDC & PDC NotesSashikanth BethaNo ratings yet
- Objects Opaque Translucent TransparentDocument1 pageObjects Opaque Translucent TransparentJunaid KapadiaNo ratings yet
- Demand ManagementDocument14 pagesDemand ManagementakhimichyNo ratings yet
- Simotics XP enDocument174 pagesSimotics XP enAgustantoNo ratings yet
- Chint Nzb6 SeriesDocument46 pagesChint Nzb6 SerieswalterNo ratings yet
- VCF Anhydrous Ammonia (NH3)Document4 pagesVCF Anhydrous Ammonia (NH3)Edgar GuardiaNo ratings yet
- A Comparative Study Between Multi Queue Multi Server and Single Queue Multi Server Queuing SystemDocument5 pagesA Comparative Study Between Multi Queue Multi Server and Single Queue Multi Server Queuing SystemVincent NowasebNo ratings yet
- Indonesia Frequency SpectrumDocument1 pageIndonesia Frequency SpectrumRoy AdhiwibowoNo ratings yet
- Phase DiagramsDocument23 pagesPhase DiagramsnvemanNo ratings yet
- Applicability Analysis of 2D-Models For Masonry Arch BridgeDocument10 pagesApplicability Analysis of 2D-Models For Masonry Arch BridgeRajat AvasthiNo ratings yet
- Estimating Concrete Material Fuller MethodDocument17 pagesEstimating Concrete Material Fuller MethodOliver BrownNo ratings yet
- GN CFD I8 3015c 6000w Raycus Technical SolutionDocument23 pagesGN CFD I8 3015c 6000w Raycus Technical SolutionigorNo ratings yet
- Finger Tetrahedron by Bradford Hansen SmithDocument1 pageFinger Tetrahedron by Bradford Hansen Smithfrancoisedonzeau1310No ratings yet
- AI Lab1Document8 pagesAI Lab1M ANAS BIN MOINNo ratings yet
- 46R 111 PDFDocument22 pages46R 111 PDFkhaeruzzamanNo ratings yet
- Multilateral Technology Level 4 UISDocument62 pagesMultilateral Technology Level 4 UISSebastian Otalora BarriosNo ratings yet
- Dgpne96 Ei01Document66 pagesDgpne96 Ei01Cristian CiocoiuNo ratings yet
- The Macro CodeDocument9 pagesThe Macro Codeviktóriam_6No ratings yet
- SF 2940 FormsDocument23 pagesSF 2940 FormsdeekshaNo ratings yet
- Pengaruh Pelatihan Dan Lingkungan Kerja Terhadap Kinerja KaryawanDocument10 pagesPengaruh Pelatihan Dan Lingkungan Kerja Terhadap Kinerja KaryawanferdiantiNo ratings yet
- ENGLISH SEMANTICS MID TERM TEST (YerichoApb - E1D118117)Document1 pageENGLISH SEMANTICS MID TERM TEST (YerichoApb - E1D118117)Richo PratamaNo ratings yet
- Urdu Bible Old Testament Geo Version IstisnaDocument51 pagesUrdu Bible Old Testament Geo Version IstisnaAsia Bibles100% (1)
- Application ListDocument30 pagesApplication ListMario AlcazabaNo ratings yet
- 2023 IBDP Chemistry Guide SyllabusDocument6 pages2023 IBDP Chemistry Guide SyllabusJenny OhNo ratings yet