Download as docx, pdf, or txt
You might also like
- Module-1 Additive Manufacturing 18 SchemeDocument47 pagesModule-1 Additive Manufacturing 18 SchemeSANTOSH100% (1)
- Kleiberit PUR 501 - FISPQDocument8 pagesKleiberit PUR 501 - FISPQYuri SouzaNo ratings yet
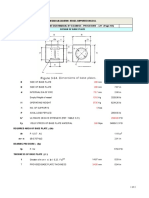
- Leg Support Calculation PDFDocument2 pagesLeg Support Calculation PDFSanjay MoreNo ratings yet
- 3D Printing in Prosthodontics: Additive Manufacturing TechnologyDocument6 pages3D Printing in Prosthodontics: Additive Manufacturing TechnologyRiya KvNo ratings yet
- 3dprintingpracticelab 230710091102 b46f4fddDocument36 pages3dprintingpracticelab 230710091102 b46f4fddchantiNo ratings yet
- Mini Project SynopsysDocument6 pagesMini Project SynopsysViraj SukaleNo ratings yet
- IEEE Paper On 3d PrintingDocument4 pagesIEEE Paper On 3d PrintingSumit Rai91% (11)
- 3 D Printing TechnologyDocument17 pages3 D Printing TechnologyClassic PrintersNo ratings yet
- 3D Printing: TerminologyDocument10 pages3D Printing: TerminologyKelvin Dale YubidiNo ratings yet
- CH 5Document41 pagesCH 5abhu8055No ratings yet
- Thesis MastersDocument61 pagesThesis MastersCherub GundalaNo ratings yet
- 3D PrintingDocument16 pages3D Printingsagar_sgrNo ratings yet
- Design and Fabrication of 3d PrintingDocument23 pagesDesign and Fabrication of 3d PrintingManikanta Venkata100% (1)
- 3D Printing Materials ReportDocument14 pages3D Printing Materials ReportKamal NabilNo ratings yet
- 3D Printing: A SeminarDocument17 pages3D Printing: A SeminarRajesh SahuNo ratings yet
- Additive Manufacturing WorksheetDocument8 pagesAdditive Manufacturing WorksheetMohit SharmaNo ratings yet
- CSE 3D Printing ReportDocument18 pagesCSE 3D Printing ReportAksh RawalNo ratings yet
- Rapid Prototyping Applications by Three Dimensional Printing.Document5 pagesRapid Prototyping Applications by Three Dimensional Printing.Pramod WadateNo ratings yet
- Additive Manufacturing FinalDocument31 pagesAdditive Manufacturing FinalbetruckoumaNo ratings yet
- Seminar Presentation On: 3D PrintingDocument20 pagesSeminar Presentation On: 3D Printingapple chickenNo ratings yet
- Introduction To 3D PrinterDocument11 pagesIntroduction To 3D PrinterNilanka HarshaniNo ratings yet
- Jasveer and Jianbin - 2018 - Comparison of Different Types of 3D Printing TechnDocument9 pagesJasveer and Jianbin - 2018 - Comparison of Different Types of 3D Printing Technkkl12No ratings yet
- "3D Printing: An Emerging Era of Future Printing": Mr. Pravin AhirwarDocument25 pages"3D Printing: An Emerging Era of Future Printing": Mr. Pravin AhirwarSudipta NathNo ratings yet
- Ijser: Fused Deposition Modeling (FDM) MechanismDocument3 pagesIjser: Fused Deposition Modeling (FDM) MechanismSamir BoseNo ratings yet
- Rapid Prototyping: Kubersuryavanshi BT16MEC004 Nationalinstitute of TechnologyuttarakhandDocument26 pagesRapid Prototyping: Kubersuryavanshi BT16MEC004 Nationalinstitute of TechnologyuttarakhandShubham ChomalNo ratings yet
- Report Assignment 1 - 3D Printing - FINALDocument10 pagesReport Assignment 1 - 3D Printing - FINALAmirAfizJimNo ratings yet
- Irjet V7i2660Document3 pagesIrjet V7i2660vsraju2No ratings yet
- Paper On: IndexDocument4 pagesPaper On: Indexamar_bhupali1507No ratings yet
- Additive Manufacturing processDocument4 pagesAdditive Manufacturing processstephenadeflexNo ratings yet
- 3D Printing of Sand MouldsDocument17 pages3D Printing of Sand MouldsAni AniNo ratings yet
- Presented By: Kalpesh Shah M.E. (Design)Document40 pagesPresented By: Kalpesh Shah M.E. (Design)Terminator941988No ratings yet
- 3D Printing and NanotechnologyDocument18 pages3D Printing and NanotechnologyJoyitaNo ratings yet
- Rapid Prototyping of Spur Gear by Three Dimensional PrintingDocument5 pagesRapid Prototyping of Spur Gear by Three Dimensional PrintingPramod WadateNo ratings yet
- Report AkshayDocument20 pagesReport AkshaykarthikhulihalliNo ratings yet
- Optimisation of SLM 3D Printing Process Through Simulation and Experimental AnalysisDocument10 pagesOptimisation of SLM 3D Printing Process Through Simulation and Experimental Analysispritish_09No ratings yet
- RapidR3 (13086) PDFDocument28 pagesRapidR3 (13086) PDFYashwanth ReddyNo ratings yet
- Trade 2 PDFDocument7 pagesTrade 2 PDFRajveer Singh SachdevNo ratings yet
- Additive MFGDocument18 pagesAdditive MFGEmerald InnovatesNo ratings yet
- 3D Printing: A New Era in Manufacturing TechnologiesDocument7 pages3D Printing: A New Era in Manufacturing TechnologiesashishNo ratings yet
- Additive ManufacturingDocument9 pagesAdditive ManufacturingEsteban EroNo ratings yet
- Manufacturing Process-Ii: Lab Manual 01Document8 pagesManufacturing Process-Ii: Lab Manual 01Abdul Rehman FaisalNo ratings yet
- Manufacturing Process-Ii: Lab Manual 01Document8 pagesManufacturing Process-Ii: Lab Manual 01Abdul Rehman FaisalNo ratings yet
- Development of A 3D Printed Lightweight Model AircraftDocument3 pagesDevelopment of A 3D Printed Lightweight Model Aircraftjawad khalidNo ratings yet
- 3D Printing: By: Bhumika MaroliaDocument23 pages3D Printing: By: Bhumika MarolianavaneethNo ratings yet
- BATCH ReportDocument15 pagesBATCH Reportaariyaraj.pNo ratings yet
- Processes and Printers 3DDocument6 pagesProcesses and Printers 3DFresnel FisicoNo ratings yet
- Surface Roughness Quality and Dimensional AccuracyDocument30 pagesSurface Roughness Quality and Dimensional Accuracyantony1993No ratings yet
- 4 Seminar Report After Index PDFDocument24 pages4 Seminar Report After Index PDFM. Sadiq. A. PachapuriNo ratings yet
- 3D Printing Technology: Design and Analysis of A Coil SPR For Different Materials Using Ansys With 3D Printing TechnologyDocument22 pages3D Printing Technology: Design and Analysis of A Coil SPR For Different Materials Using Ansys With 3D Printing TechnologySaiNo ratings yet
- MET 335 Basic Machining Spring 2 Tap 1Document9 pagesMET 335 Basic Machining Spring 2 Tap 1Amit SharmaNo ratings yet
- FINAL 3d Printing R M PowerPoint PresentationDocument20 pagesFINAL 3d Printing R M PowerPoint Presentationanugupta5354No ratings yet
- MechanicalDocument34 pagesMechanicalduddi.me2021No ratings yet
- Advances in 3D Printing: 1. Shubham Jain 2. Nitin Mamgai 3. Vinay KumarDocument9 pagesAdvances in 3D Printing: 1. Shubham Jain 2. Nitin Mamgai 3. Vinay KumarShubham JainNo ratings yet
- General Seminar 3-D PrintingDocument19 pagesGeneral Seminar 3-D PrintingVipul VaibhavNo ratings yet
- Article IaeDocument11 pagesArticle IaeprasetyothedyNo ratings yet
- Soa ReportDocument21 pagesSoa Reportashutosh.2022cc09No ratings yet
- Design With Use of 3D Printing TechnologyDocument9 pagesDesign With Use of 3D Printing Technologyxuyan yinNo ratings yet
- History of Rapid PrototypingDocument6 pagesHistory of Rapid Prototypingmk_chandru100% (1)
- AM Tech Brief PolymerDocument9 pagesAM Tech Brief Polymermanoj smNo ratings yet
- Geometric Modeling: Exploring Geometric Modeling in Computer VisionFrom EverandGeometric Modeling: Exploring Geometric Modeling in Computer VisionNo ratings yet
- Behaviour of Hollow Core Slabs Under Point LoadsDocument17 pagesBehaviour of Hollow Core Slabs Under Point LoadsVálter LúcioNo ratings yet
- Is-Cal01 Design Carbon Accounting On Site Rev.02Document6 pagesIs-Cal01 Design Carbon Accounting On Site Rev.02shoba9945No ratings yet
- 3B Reactions of Alcohols and ThiolsDocument27 pages3B Reactions of Alcohols and ThiolsAnloraine GonzalesNo ratings yet
- Arthur Lumley Davi̇ds-Sultan Ii. Mahmuta-1832Document318 pagesArthur Lumley Davi̇ds-Sultan Ii. Mahmuta-1832cengizozakinciNo ratings yet
- Module 1 What Is Geography and TourismDocument22 pagesModule 1 What Is Geography and TourismLeanne Abegail EstabilloNo ratings yet
- ToR For Fiberglass Biogas Plants Installation - EOI PDFDocument4 pagesToR For Fiberglass Biogas Plants Installation - EOI PDFmy09No ratings yet
- Model 621 LR B Data SheetDocument1 pageModel 621 LR B Data SheetMohammed GallowNo ratings yet
- Tax System SriLankaDocument44 pagesTax System SriLankamandarak7146No ratings yet
- Coal Ash Dewatering SolutionDocument23 pagesCoal Ash Dewatering Solution류태하No ratings yet
- Maharastra State Board of Technical Education MumbaiDocument23 pagesMaharastra State Board of Technical Education MumbaiMayuresh PadekarNo ratings yet
- Lecture 7 - Synchronous Generators 7 PDFDocument28 pagesLecture 7 - Synchronous Generators 7 PDFDorwinNeroNo ratings yet
- Intensifying AdjectivesDocument2 pagesIntensifying AdjectivesReena JimmyNo ratings yet
- OHara PDFDocument17 pagesOHara PDFTomás HidalgoNo ratings yet
- WiringDocument147 pagesWiringYovani Cortes50% (2)
- Grammar 04 18Document5 pagesGrammar 04 18zsuzsi_harangoz2218No ratings yet
- Mid Rex 7Document22 pagesMid Rex 7Sudeshna RoyNo ratings yet
- Vacon Nxs Robust Drive For Heavy UseDocument11 pagesVacon Nxs Robust Drive For Heavy UseLuis PinedaNo ratings yet
- SSP 604 - Audi 30l v6 Tdi Biturbo Engine EngDocument23 pagesSSP 604 - Audi 30l v6 Tdi Biturbo Engine Engfrancois.garcia31100% (1)
- CESCCommunityProjectPlan Brgy - MacarioDaconDocument6 pagesCESCCommunityProjectPlan Brgy - MacarioDaconKennedy BalmoriNo ratings yet
- En Mongolia 06Document39 pagesEn Mongolia 06Sandeep DasNo ratings yet
- Bigbang PDFDocument772 pagesBigbang PDFLeanne Haddock100% (1)
- Quatre Agro Enterprise Private LimitedDocument25 pagesQuatre Agro Enterprise Private Limitedp23pallavNo ratings yet
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocument1 pageEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNo ratings yet
- Sewing Skills Checklist PDFDocument44 pagesSewing Skills Checklist PDFyemkem100% (1)
- Kerr EffectDocument5 pagesKerr EffectJose GalvanNo ratings yet
- NT Seq DatabaseDocument4 pagesNT Seq DatabaseDevinder KaurNo ratings yet
- Recycling Hexane and EtOAcDocument1 pageRecycling Hexane and EtOAcjmiscNo ratings yet
- Carbohydrates Lecture Bio024Document17 pagesCarbohydrates Lecture Bio024mike angelo albacieteNo ratings yet