Download as pdf or txt
You might also like
- Swimming Pool Calculation: To Calculate Pipe SizingDocument21 pagesSwimming Pool Calculation: To Calculate Pipe SizingElia Mekdad100% (3)
- DS 1 Volume 4 Drilling SpecialtyDocument305 pagesDS 1 Volume 4 Drilling SpecialtyBalkis FatihaNo ratings yet
- C2™ Liner Setting Sleeve With Tieback ExtensionDocument5 pagesC2™ Liner Setting Sleeve With Tieback Extensionjosephbenetton100% (1)
- Mudline Suspension PDFDocument32 pagesMudline Suspension PDFBalkis Fatiha100% (1)
- Source Model - 2013Document45 pagesSource Model - 2013Al-Ameerah Mashal100% (1)
- Steinfurth Bottle Pressure Tester Pressure MeasuringDocument1 pageSteinfurth Bottle Pressure Tester Pressure MeasuringBegenkzNo ratings yet
- Turputallu 5m Span DesignDocument80 pagesTurputallu 5m Span DesignD.V.Srinivasa RaoNo ratings yet
- 2023 10.75 TST-2 Service PackerDocument15 pages2023 10.75 TST-2 Service PackerDhenny FarialNo ratings yet
- 2021 16.0 TST-2 Service PackerDocument15 pages2021 16.0 TST-2 Service PackerDhenny FarialNo ratings yet
- Polar RB (Regular Bore) Seal Bore PackerDocument3 pagesPolar RB (Regular Bore) Seal Bore PackerAlexander KlmNo ratings yet
- Arrow-Pak RT 266-45Document3 pagesArrow-Pak RT 266-45Tech AlfaNo ratings yet
- Arrow-Pak Retrievingtool: Specification GuideDocument7 pagesArrow-Pak Retrievingtool: Specification GuideTech AlfaNo ratings yet
- Assy Vol IDocument4 pagesAssy Vol IFernando CastelblancoNo ratings yet
- BJ S C, USA: Doug LehrDocument12 pagesBJ S C, USA: Doug LehrBalkis FatihaNo ratings yet
- Parveen PRHP Packer: Downhole Completion EquipmentDocument5 pagesParveen PRHP Packer: Downhole Completion EquipmentsambhajiNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- Sect 06 Full-Opening EquipmentDocument44 pagesSect 06 Full-Opening EquipmentpaimanNo ratings yet
- 9.625x4 Arrow-Pak (265-94)Document3 pages9.625x4 Arrow-Pak (265-94)Tech AlfaNo ratings yet
- MANDRILDocument2 pagesMANDRILFernando CastelblancoNo ratings yet
- Sect 08 Plug CatchersDocument14 pagesSect 08 Plug CatcherspaimanNo ratings yet
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- Cementing Plugs AND Ancillary EquipmentDocument16 pagesCementing Plugs AND Ancillary EquipmentTeguh Akbar HarahapNo ratings yet
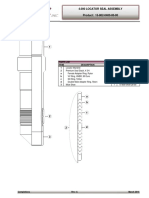
- 4.000 Locator Seal Assembly Product: 15-802-0400-00-00: Item Description QTY Part Number 1 2 A B C D 3 Parts ListDocument1 page4.000 Locator Seal Assembly Product: 15-802-0400-00-00: Item Description QTY Part Number 1 2 A B C D 3 Parts ListJhonathan MirandaNo ratings yet
- Descriptio: Model GXA Sliding SleeveDocument4 pagesDescriptio: Model GXA Sliding SleevefelipeNo ratings yet
- 15 800 7040 00 00 PLDocument1 page15 800 7040 00 00 PLJhonathan MirandaNo ratings yet
- AFT-2 Equalizing Check ValvesDocument25 pagesAFT-2 Equalizing Check ValvesHassane AmadouNo ratings yet
- Champ IV Packers With Parts ListsDocument82 pagesChamp IV Packers With Parts ListsMohamed ShafieNo ratings yet
- 9.625'' Seal NippleDocument1 page9.625'' Seal NippleMohamed Mahmoud Rezk DimoNo ratings yet
- TU-045 - AS-RBP - 9-5.8 inDocument4 pagesTU-045 - AS-RBP - 9-5.8 inAtom InsideNo ratings yet
- 8023Document10 pages8023Tamer Hesham AhmedNo ratings yet
- Control Unit Model: WC-CUDocument3 pagesControl Unit Model: WC-CUmahsaNo ratings yet
- Design Overview: Basic Design and Maintenance InstructionsDocument3 pagesDesign Overview: Basic Design and Maintenance Instructionsazze bouzNo ratings yet
- Permanent PKR Eline/Hydraulic Setting Tool Signature: AdvantagesDocument18 pagesPermanent PKR Eline/Hydraulic Setting Tool Signature: Advantagesjulio RDLRNo ratings yet
- WH6 2005Document19 pagesWH6 2005annNo ratings yet
- 9.625'' Inspection SheetDocument3 pages9.625'' Inspection SheetMohamed Mahmoud Rezk DimoNo ratings yet
- Locking Systems PDFDocument6 pagesLocking Systems PDFTamer Hesham AhmedNo ratings yet
- D2 Bridge PlugDocument3 pagesD2 Bridge PlugErnest DelacarcovaNo ratings yet
- Plug Setting Tool and Junk Basket: Purpose of The ServiceDocument15 pagesPlug Setting Tool and Junk Basket: Purpose of The Servicerobin2806No ratings yet
- New BDMI L 4.5 HE0Document6 pagesNew BDMI L 4.5 HE0Natanael SaputraNo ratings yet
- Baker PDFDocument6 pagesBaker PDFanthony silvaNo ratings yet
- Sur-Set™ Selective Seating Nipples: Flow Control Systems Technical UnitDocument3 pagesSur-Set™ Selective Seating Nipples: Flow Control Systems Technical UnitTamer Hesham AhmedNo ratings yet
- Stage Tools Condensed Oil WellsDocument3 pagesStage Tools Condensed Oil WellsJoan CorsoNo ratings yet
- 0620000008Document6 pages0620000008mahsaNo ratings yet
- Two-Way Swivel Redress Kit Assembly InstructionsDocument10 pagesTwo-Way Swivel Redress Kit Assembly InstructionsEvolution Oil ToolsNo ratings yet
- Model NEFU-2 Non-Elastomeric Sliding Sleeve: DescriptioDocument6 pagesModel NEFU-2 Non-Elastomeric Sliding Sleeve: DescriptiofelipeNo ratings yet
- Arrow-Pak 7.0 X 4Document9 pagesArrow-Pak 7.0 X 4Tech AlfaNo ratings yet
- Ps 0412 0612obh WDocument1 pagePs 0412 0612obh WHunterNo ratings yet
- Packer HP 6 Technical LiteratureDocument7 pagesPacker HP 6 Technical LiteratureRaul Diaz100% (1)
- 7 000 X 2 875 Stradasnap 645-7000-020 2008-04-01Document5 pages7 000 X 2 875 Stradasnap 645-7000-020 2008-04-01Roberto Andres Sizas ReyNo ratings yet
- 02 TL-SH32-0001 Hydraulic Stage Cementing ToolDocument7 pages02 TL-SH32-0001 Hydraulic Stage Cementing ToolMaria ArdilaNo ratings yet
- DESCRIPTION: Map Hydro-Mech Bridge Plug Is Hydraulically ActuatedDocument7 pagesDESCRIPTION: Map Hydro-Mech Bridge Plug Is Hydraulically ActuatedKeshav PujeriNo ratings yet
- Kappa Bridge Plug R4Document6 pagesKappa Bridge Plug R4herbster28No ratings yet
- Bimbar Inflatable PDFDocument36 pagesBimbar Inflatable PDFcarlosdh_03No ratings yet
- Lock-Set, J-LokDocument3 pagesLock-Set, J-LokYaqoob IbrahimNo ratings yet
- Technical: BTR-1.0 Tubing Retrievable MandrelDocument3 pagesTechnical: BTR-1.0 Tubing Retrievable MandrelRebeca RodriguezNo ratings yet
- Full-Opening Multiple-Stage Cementing Equipment: Halliburton Part No. 100004670.NX (813.01759.NX)Document48 pagesFull-Opening Multiple-Stage Cementing Equipment: Halliburton Part No. 100004670.NX (813.01759.NX)Doni KurniawanNo ratings yet
- Schlumbergerblue Pack PBR & PBR PKR Ret Tool: 33/8" 5 3/4" 4 1/2" Left Hand Thread 3 15/16"Document1 pageSchlumbergerblue Pack PBR & PBR PKR Ret Tool: 33/8" 5 3/4" 4 1/2" Left Hand Thread 3 15/16"yasirismNo ratings yet
- 616-35000 Assembly DrawingDocument1 page616-35000 Assembly DrawingAl KautsarNo ratings yet
- 000 00001 - Trac4 STD P - 01aDocument24 pages000 00001 - Trac4 STD P - 01aAli AliNo ratings yet
- Hyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ ProfileDocument5 pagesHyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ Profilemsm.ele2009No ratings yet
- D&L Double Grip Pkr-Asi-Xpacker1c PDFDocument2 pagesD&L Double Grip Pkr-Asi-Xpacker1c PDFMoh Syamsul BahriNo ratings yet
- Unidad Tecnico FHLDocument7 pagesUnidad Tecnico FHLGeorge MartinezNo ratings yet
- 32A Tension Set Packet Rev.E0 27 Jul 12Document2 pages32A Tension Set Packet Rev.E0 27 Jul 12digger1833No ratings yet
- BTU Retreivable PlugDocument1 pageBTU Retreivable Plugbrunolb1No ratings yet
- 2024 - 13.375 TST-2 Service PackerDocument15 pages2024 - 13.375 TST-2 Service PackerDhenny FarialNo ratings yet
- TB 00700001 eDocument9 pagesTB 00700001 eRicardo LopezNo ratings yet
- Running, Orientation, Setting and Milling Procedures: 9 5/8" Trackmaster™ SystemDocument8 pagesRunning, Orientation, Setting and Milling Procedures: 9 5/8" Trackmaster™ SystemBalkis FatihaNo ratings yet
- 8-1/2" MMD55M: Product SpecificationsDocument1 page8-1/2" MMD55M: Product SpecificationsBalkis FatihaNo ratings yet
- 8-1/2" MMD55M: Product SpecificationsDocument1 page8-1/2" MMD55M: Product SpecificationsBalkis FatihaNo ratings yet
- Trackmaster Data SheetDocument2 pagesTrackmaster Data SheetBalkis FatihaNo ratings yet
- 160 HR1GJMRS 8168Document1 page160 HR1GJMRS 8168Balkis FatihaNo ratings yet
- Pre-Job Information Sheet: Drilling Tools and Remedial Trackmaster Plus - Whipstock Information SheetDocument1 pagePre-Job Information Sheet: Drilling Tools and Remedial Trackmaster Plus - Whipstock Information SheetBalkis FatihaNo ratings yet
- Rig Stuck Pipe Assessment FormDocument13 pagesRig Stuck Pipe Assessment FormBalkis Fatiha100% (1)
- 12-1/4" Hole Drilling Performance - S-927, Jan 2013: 0 15 Wob (Kdan)Document1 page12-1/4" Hole Drilling Performance - S-927, Jan 2013: 0 15 Wob (Kdan)Balkis FatihaNo ratings yet
- BJ S C, USA: Doug LehrDocument12 pagesBJ S C, USA: Doug LehrBalkis FatihaNo ratings yet
- DDocument26 pagesDBalkis FatihaNo ratings yet
- Slagment As CO Slagment As CO Resistant Resistant System System System SystemDocument23 pagesSlagment As CO Slagment As CO Resistant Resistant System System System SystemBalkis FatihaNo ratings yet
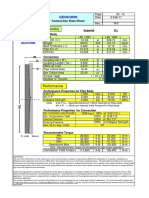
- 7 In. 29.000 LB/FT 0.408 In. L80 6.059 In. Vam® 21 HT: OD Weight Wall Th. Grade API Drift ConnectionDocument1 page7 In. 29.000 LB/FT 0.408 In. L80 6.059 In. Vam® 21 HT: OD Weight Wall Th. Grade API Drift ConnectionBalkis FatihaNo ratings yet
- MODU Part 6 E-July16 PDFDocument93 pagesMODU Part 6 E-July16 PDFBalkis FatihaNo ratings yet
- 13.375 Inch Geoconn 64-QDocument1 page13.375 Inch Geoconn 64-QBalkis FatihaNo ratings yet
- Hydraulic Junk Retriever PDFDocument1 pageHydraulic Junk Retriever PDFBalkis FatihaNo ratings yet
- SPE 184730-MS Well Collision Avoidance Management and PrinciplesDocument15 pagesSPE 184730-MS Well Collision Avoidance Management and PrinciplesBalkis FatihaNo ratings yet
- Petronas Technical Standards: Offshore Crane - 12 TonsDocument13 pagesPetronas Technical Standards: Offshore Crane - 12 TonsBalkis FatihaNo ratings yet
- Note06. HGL & EGLDocument8 pagesNote06. HGL & EGLMohd Azhari Mohd RodziNo ratings yet
- A Review Drill-Stem Testing Techniques and Analysis: Feature ArticleDocument10 pagesA Review Drill-Stem Testing Techniques and Analysis: Feature ArticleEduardo GarcíaNo ratings yet
- Merge File 20220925 100245Document83 pagesMerge File 20220925 100245LolNo ratings yet
- The Edrizzi System: User Manual March 2020/4Document58 pagesThe Edrizzi System: User Manual March 2020/4Kaya Eralp AsanNo ratings yet
- Test Yourself Complete ChemDocument24 pagesTest Yourself Complete ChemAkhtarNo ratings yet
- Assignment 2cDocument6 pagesAssignment 2cRN Builder IpohNo ratings yet
- Grade 10first TQDocument3 pagesGrade 10first TQJerbs PacundoNo ratings yet
- Poppet Vs Spool PDFDocument3 pagesPoppet Vs Spool PDFctsak100% (1)
- Chapter-2-Underground Environment - Mine VentilationDocument23 pagesChapter-2-Underground Environment - Mine VentilationSahil SokhalNo ratings yet
- F1140 PDFDocument5 pagesF1140 PDFรอคนบนฟ้า ส่งใครมาให้ สักคน100% (1)
- Manometer NotesDocument5 pagesManometer NotesRaju100% (1)
- Gas Behavior PDFDocument12 pagesGas Behavior PDFWalterViaNo ratings yet
- CE 023 1 Introduction To Fluid MechanicsDocument47 pagesCE 023 1 Introduction To Fluid Mechanicsgerlyn montillaNo ratings yet
- Ls DynaDocument33 pagesLs DynaRajNo ratings yet
- Design of Thrust Block 2Document7 pagesDesign of Thrust Block 2Pratul Choudhury100% (1)
- Ship TerminologyDocument32 pagesShip Terminologyanon_146992033No ratings yet
- 7 140706224638 Phpapp01Document165 pages7 140706224638 Phpapp01Theodøros D' Spectrøøm0% (1)
- Chapter 9 - Tennessee Eastman Plant-Wide Industrial Process Challenge ProblemDocument31 pagesChapter 9 - Tennessee Eastman Plant-Wide Industrial Process Challenge Problemkim haksongNo ratings yet
- Danfoss OFV - TebrDocument12 pagesDanfoss OFV - TebrBehnam AshouriNo ratings yet
- Is 6901 2009 PDFDocument23 pagesIs 6901 2009 PDFDario de SantiagoNo ratings yet
- PARAMETRIC STUDY ON EFFICIENCY OF ARCHIMEDES SCREW TURBINE DESIGN - UpdatedDocument4 pagesPARAMETRIC STUDY ON EFFICIENCY OF ARCHIMEDES SCREW TURBINE DESIGN - UpdatedRoberto Zambrano SepulvedaNo ratings yet
- Valve Leakage Rates Test STDDocument6 pagesValve Leakage Rates Test STDbreizhonekNo ratings yet
- Stress 1Document6 pagesStress 1azhagu durai100% (1)
- High Pressure Gas Reservoir Waxing ProblemDocument41 pagesHigh Pressure Gas Reservoir Waxing ProblemAoun FatehNo ratings yet
- SM CHDocument151 pagesSM CHsmirnov2591No ratings yet
- Surge Pressure Prediction For Running LinersDocument13 pagesSurge Pressure Prediction For Running LinersPegasus Vertex, Inc.100% (1)