Download as pdf or txt
You might also like
- Maintenance Schedules of Coaches in Indian RailwaysDocument12 pagesMaintenance Schedules of Coaches in Indian RailwaysTapas kumarNo ratings yet
- Rdso Training ReportDocument42 pagesRdso Training ReportVivek Singh67% (3)
- Indian Railway Summer Training Project ReportDocument63 pagesIndian Railway Summer Training Project ReportVivek PandeyNo ratings yet
- Summer Training Report On Electric Traction Indian Railway Ahmedabad DivisionDocument37 pagesSummer Training Report On Electric Traction Indian Railway Ahmedabad Divisionthreephasefault96% (28)
- ICF ReportDocument42 pagesICF ReportChethan R100% (1)
- Project Report On Signalling in Indian RailwaysDocument62 pagesProject Report On Signalling in Indian Railwaysejazmobashir67% (3)
- Railway Internship Training Report Mechanical DepartmentDocument29 pagesRailway Internship Training Report Mechanical DepartmentAbhay JainNo ratings yet
- Report Railways EditingDocument51 pagesReport Railways EditingSunnil Ram TNo ratings yet
- Electric Loco Shed VizagDocument33 pagesElectric Loco Shed Vizagjohn powerNo ratings yet
- Mechanical Summer Training Report NE Railway GorakhpurDocument51 pagesMechanical Summer Training Report NE Railway GorakhpurAbhi082576% (17)
- Project Report On Electric Loco, TuglakabaadDocument39 pagesProject Report On Electric Loco, TuglakabaadSaurabh Madeel88% (8)
- Electric Loco ShedDocument33 pagesElectric Loco Shedcoolclassfun10067% (3)
- Railway Workshop ReportDocument21 pagesRailway Workshop ReportRenga Pradeep100% (1)
- 1.introduction To Carriage Workshop LallagudaDocument28 pages1.introduction To Carriage Workshop Lallagudavenkatesh naniNo ratings yet
- Indian Railways Loconotives Training Project Report Loco ShedDocument83 pagesIndian Railways Loconotives Training Project Report Loco Shedjohn powerNo ratings yet
- LHB Coaches DetailsDocument5 pagesLHB Coaches Detailsabhimanyutiwari1234No ratings yet
- DLW Training Report, VaranasiDocument93 pagesDLW Training Report, VaranasiDigvijay Singh40% (5)
- Railway Internship FINAL REPORTDocument62 pagesRailway Internship FINAL REPORTsubhendu sardarNo ratings yet
- Izzatnagar Railway Workshop, BareillyDocument84 pagesIzzatnagar Railway Workshop, BareillyAreeb SirajNo ratings yet
- Maintenance Manual For BG Coaches of ICF DesignDocument429 pagesMaintenance Manual For BG Coaches of ICF DesignAnkit87% (15)
- Indian Railways Coach Maintenance Manual For BG CoachesDocument204 pagesIndian Railways Coach Maintenance Manual For BG CoachesSrinivas Guduru86% (7)
- STC TRS Conv 03 Supplement Mech PDFDocument83 pagesSTC TRS Conv 03 Supplement Mech PDFZahoor Ahmed100% (1)
- Train 18Document18 pagesTrain 18Diptanu DasNo ratings yet
- Instructions To Probationers IRSMEDocument124 pagesInstructions To Probationers IRSMEAshlin AugustyNo ratings yet
- Internship Report - HRM - Central Railway Workshop, Mysore - Final To PrintDocument68 pagesInternship Report - HRM - Central Railway Workshop, Mysore - Final To PrintshashankNo ratings yet
- Introduction To LHB CoachDocument68 pagesIntroduction To LHB Coachkr_abhijeet72356587100% (4)
- Design Features of LHB Fiat BogieDocument38 pagesDesign Features of LHB Fiat BogienagaNo ratings yet
- CTRB Maintainance PDFDocument159 pagesCTRB Maintainance PDFSanjay Yeldandi67% (3)
- BOGIE Book Final25.03Document48 pagesBOGIE Book Final25.03Anandhasekar100% (1)
- Maintenance Manual For LHB Coaches PDFDocument710 pagesMaintenance Manual For LHB Coaches PDFRahul Arora91% (33)
- Internship ReportDocument32 pagesInternship ReportAdit RajNo ratings yet
- Multiple Unit & Controller TheoryDocument11 pagesMultiple Unit & Controller TheoryNishant Mehta0% (1)
- Diesel Locomotive ShedDocument8 pagesDiesel Locomotive ShedDrSumedha SarmaNo ratings yet
- Revised Maintenance Manual For LHB AC and Non AC CoachesDocument261 pagesRevised Maintenance Manual For LHB AC and Non AC CoachesAjay KumarNo ratings yet
- Booklet On Roof Mounted Package Unit of LHB Coaches-30 - 03 - 2021Document61 pagesBooklet On Roof Mounted Package Unit of LHB Coaches-30 - 03 - 2021praveen_01236No ratings yet
- Development in Wagon FinalDocument133 pagesDevelopment in Wagon Finalkr_abhijeet72356587100% (5)
- Schaku Coupler - ICF Des..Document20 pagesSchaku Coupler - ICF Des..Sumit Shyamal33% (3)
- Wheels Defects in Indian RailwaysDocument25 pagesWheels Defects in Indian RailwaysTapas kumarNo ratings yet
- East Coast Railway धानकायालय/Headquarters Office, का मक िवभाग/Personnel Department, रेल Rail Sadan Bhubaneswar-751017 दनांक/Dated:17.02.2023Document10 pagesEast Coast Railway धानकायालय/Headquarters Office, का मक िवभाग/Personnel Department, रेल Rail Sadan Bhubaneswar-751017 दनांक/Dated:17.02.2023Deepak MisraNo ratings yet
- CC 8 2Document2 pagesCC 8 2Amit kumarNo ratings yet
- C&W Obj Que Bank With AnsDocument23 pagesC&W Obj Que Bank With Ans1553No ratings yet
- LHB April 20Document83 pagesLHB April 20nwdsumanfacebookcomNo ratings yet
- ICF Bogie OverhaulingDocument10 pagesICF Bogie OverhaulingSaptarshi PalNo ratings yet
- Training Report at Rail Coach Factory RCF PDFDocument27 pagesTraining Report at Rail Coach Factory RCF PDFYogendra Kumar92% (12)
- CBC Coupling Indian RailwayDocument14 pagesCBC Coupling Indian RailwayArijitNandi75% (4)
- List of RDSO Coaching DrawingsDocument21 pagesList of RDSO Coaching DrawingsShubhav Manav0% (2)
- LHB WorkDocument26 pagesLHB WorkŠäçhín KâmbléNo ratings yet
- Question Bank On HHP Locomotives MinDocument76 pagesQuestion Bank On HHP Locomotives Mink l pandey100% (1)
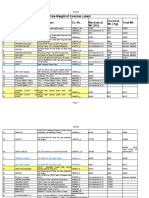
- Tare Weight of All CoachesDocument8 pagesTare Weight of All CoachesAbhey Dogra100% (1)
- Revision in Question BANK On HHP Locos - WDP4 - WDG4 - WDG4D 31.05.2018 - FinalDocument78 pagesRevision in Question BANK On HHP Locos - WDP4 - WDG4 - WDG4D 31.05.2018 - FinalPositive Vibes74% (19)
- Question Bank On HHP LocomotivesDocument14 pagesQuestion Bank On HHP LocomotivesIndian RailwayNo ratings yet
- ESC Minutes of Meeting of 61st ESCDocument62 pagesESC Minutes of Meeting of 61st ESCpradeeepgargNo ratings yet
- Carriage WorkshopDocument26 pagesCarriage WorkshopSwethaNo ratings yet
- 1514285051142-Rehresher Course Book PDFDocument99 pages1514285051142-Rehresher Course Book PDFSaptarshi Pal100% (1)
- Manufacturing Process at Rail Wheel FactoryDocument75 pagesManufacturing Process at Rail Wheel Factorymarcus100% (1)
- Solutions of Cylinder Liner Failures of Wdg4 Locomotive IJERTV8IS090221Document4 pagesSolutions of Cylinder Liner Failures of Wdg4 Locomotive IJERTV8IS090221Bala RajuNo ratings yet
- Diesel Locomotive Shed JodhpurDocument54 pagesDiesel Locomotive Shed JodhpurPiyush SolankiNo ratings yet
- RWF DraftDocument87 pagesRWF Draftabhimanyutiwari1234No ratings yet
- PracticalDocument54 pagesPracticalPiyush SolankiNo ratings yet
- ReportDocument47 pagesReportUjjwal DubeyNo ratings yet
- Thermal Analysis of Disc BrakeDocument7 pagesThermal Analysis of Disc BrakeHygeia Knoll Cloa BorjaNo ratings yet
- MB R107Document74 pagesMB R107mnbvqwertNo ratings yet
- SRV-TSB-22-008 CR233 Rear Brake Hose Replacement If RequiredDocument47 pagesSRV-TSB-22-008 CR233 Rear Brake Hose Replacement If Requiredcarlos antonio gonzalez abregoNo ratings yet
- MotograderDocument24 pagesMotograderElizaberthS GutierrezNo ratings yet
- Vmoto Monaco HandbookDocument40 pagesVmoto Monaco HandbookHamish CleghornNo ratings yet
- 1999 FX650 Vigor PDFDocument9 pages1999 FX650 Vigor PDFMarius BabosNo ratings yet
- 400 Series: Rear AxleDocument23 pages400 Series: Rear AxleMrAlbert2009No ratings yet
- VD - Steering Wheel Angle Sensor - RPDocument7 pagesVD - Steering Wheel Angle Sensor - RPAjay bhosaleNo ratings yet
- Car Brochure Hyundai Ioniq PX 929 RDocument13 pagesCar Brochure Hyundai Ioniq PX 929 RHalil KayaNo ratings yet
- Conversion Table/ General Tightening Torque SpecificationsDocument6 pagesConversion Table/ General Tightening Torque SpecificationsioNo ratings yet
- Matt HarrisDocument1 pageMatt Harrisapi-314805886No ratings yet
- Spare Parts Catalogue: Bajaj Auto LimitedDocument80 pagesSpare Parts Catalogue: Bajaj Auto LimitedClaudio D. Paschiero100% (1)
- Design and Analysis of Disc Brake System in High Speed VehiclesDocument9 pagesDesign and Analysis of Disc Brake System in High Speed Vehiclessavio pullkotilNo ratings yet
- Elective 1 Automotive Chassis and Braking SystemDocument31 pagesElective 1 Automotive Chassis and Braking SystemPaul Adriane TornerosNo ratings yet
- Mechatronics: Velimir C Irovic, Dragan Aleksendric, Dušan SmiljanicDocument12 pagesMechatronics: Velimir C Irovic, Dragan Aleksendric, Dušan SmiljanicMohamed GamalNo ratings yet
- Eddy Current Braking SystemDocument18 pagesEddy Current Braking SystemAPLCTNNo ratings yet
- MM - 9e.pdf AXEL TECH PRC7534 KALMAR PDFDocument41 pagesMM - 9e.pdf AXEL TECH PRC7534 KALMAR PDFRachid SmailiNo ratings yet
- The RJH GERBIL Is A Unique Patented Machine Designed For UseDocument2 pagesThe RJH GERBIL Is A Unique Patented Machine Designed For UseFrogx GoNo ratings yet
- MCR5 Rexroth Wheel MotorDocument20 pagesMCR5 Rexroth Wheel MotorJohn Howard75% (4)
- Brake System: 1988 Jeep CherokeeDocument22 pagesBrake System: 1988 Jeep CherokeePreet_Raj_2303No ratings yet
- GPX 300r Fse Service Handbook WatermarkDocument59 pagesGPX 300r Fse Service Handbook WatermarkJoel CésarNo ratings yet
- Baotian BT49QT-9 Speedy User ManualDocument26 pagesBaotian BT49QT-9 Speedy User ManualdidiopoNo ratings yet
- Yamaha 16.05.23Document4 pagesYamaha 16.05.23Wijerathna andsonsNo ratings yet
- Ottawa BrochureDocument10 pagesOttawa BrochureSimion PetruNo ratings yet
- Char Lynn 2kDocument34 pagesChar Lynn 2kJas Sum100% (1)
- Apache Rlx320sportframeDocument25 pagesApache Rlx320sportframejimmyNo ratings yet
- 13 A IntrarangesuspensioninstallationinstructionsDocument40 pages13 A IntrarangesuspensioninstallationinstructionsBlaze VeljkovicNo ratings yet
- Brembo Racing Catalog 2012Document132 pagesBrembo Racing Catalog 2012jplondonNo ratings yet
- Yamaha YZ125 Parts CatalogueDocument57 pagesYamaha YZ125 Parts CataloguespunisphunNo ratings yet