
Exxon IP 10-9-1 Mechanical Agitators
Exxon IP 10-9-1 Mechanical Agitators
You might also like
- Practical Guide To Rubber Injection Molding PDFDocument130 pagesPractical Guide To Rubber Injection Molding PDFGilvan Silva100% (3)
- Hydroblasting and Coating Procedure of FpsoDocument33 pagesHydroblasting and Coating Procedure of FpsoGilvan Silva100% (2)
- Standard Specification For Mechanical AgitatorsDocument11 pagesStandard Specification For Mechanical AgitatorsJITENDER KUMARNo ratings yet
- Elliptical Head Design Tool: Pressure Vessel Engineering LTDDocument1 pageElliptical Head Design Tool: Pressure Vessel Engineering LTDJaveed KhanNo ratings yet
- GP 43-50 31 January 2009 PDFDocument52 pagesGP 43-50 31 January 2009 PDFGilvan SilvaNo ratings yet
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsDocument5 pagesPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaNo ratings yet
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Document22 pages15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNo ratings yet
- A10-A-DOC-VE-068274 - 00 离心泵 设计要求Document14 pagesA10-A-DOC-VE-068274 - 00 离心泵 设计要求zhangNo ratings yet
- Data Sheet For Welding of Pressure Containing Equipment and PipingDocument9 pagesData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuNo ratings yet
- Technical Standard Specification - Mechanical Section 03 - Pumps, Compressors, Blowers, and CuttersDocument51 pagesTechnical Standard Specification - Mechanical Section 03 - Pumps, Compressors, Blowers, and CuttersRenju RadhakrishnapillaiNo ratings yet
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Document7 pagesAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluNo ratings yet
- Specification 401 Rev 1129803527. 2 Unfired Pressure VesselDocument8 pagesSpecification 401 Rev 1129803527. 2 Unfired Pressure VesselariessuperNo ratings yet
- A.1 Job Spec Boiler Package Rev BDocument30 pagesA.1 Job Spec Boiler Package Rev Bprashant937No ratings yet
- VEDV1003Document13 pagesVEDV1003BHAVEESH100% (1)
- API676 DatasheetDocument2 pagesAPI676 DatasheetLuvys Garcia MartinezNo ratings yet
- Engineering Services by KBR Technical Services, IncDocument3 pagesEngineering Services by KBR Technical Services, IncswatkoolNo ratings yet
- D-211 - Pressure Vessel Design and Fab SpecDocument17 pagesD-211 - Pressure Vessel Design and Fab SpecGidel RinconNo ratings yet
- SA-980-P-11443 - API 685 Offloading Pump Landside PZ - Vert02Document5 pagesSA-980-P-11443 - API 685 Offloading Pump Landside PZ - Vert02altipatlarNo ratings yet
- MM ZTK 1B WPX MEC DTS 0013 Rev.C1 Diesel Oil Filter With InternalDocument9 pagesMM ZTK 1B WPX MEC DTS 0013 Rev.C1 Diesel Oil Filter With Internalpragatheesk100% (1)
- 5086F Functional Specification For Rotary PumpDocument61 pages5086F Functional Specification For Rotary PumpANRSrinivasanNo ratings yet
- Lining, Weld Overlay and CladdingDocument1 pageLining, Weld Overlay and Claddingalokbdas100% (1)
- Data SHEET SEPARADOR 3Document1 pageData SHEET SEPARADOR 3Diego RuanoNo ratings yet
- Bes 800-101Document25 pagesBes 800-101jfferrog100% (1)
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- Pressure Vessel SpecificationDocument15 pagesPressure Vessel Specificationmichael chiwuezeNo ratings yet
- VP 3209 e 031a 02 0013 Rev.dDocument254 pagesVP 3209 e 031a 02 0013 Rev.dSuryaprakashNo ratings yet
- Shell Type Fired Steam Generating PlantDocument29 pagesShell Type Fired Steam Generating Plantahmed sobhy0% (1)
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- Pip Vessp002-2014Document9 pagesPip Vessp002-2014d-fbuser-93320248No ratings yet
- API 682 Seal Selection Process FinalDocument28 pagesAPI 682 Seal Selection Process FinalTasawwur Tahir100% (1)
- Technical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksDocument12 pagesTechnical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksPhượng NguyễnNo ratings yet
- Technical Specification - Pressure VesselDocument30 pagesTechnical Specification - Pressure VesselMurli RamchandranNo ratings yet
- Brochure - Modular Mud Tank 500 BblsDocument3 pagesBrochure - Modular Mud Tank 500 BblsHassan SleemNo ratings yet
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocument5 pages5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- API Data Sheet - Wet Crude Storage TankDocument10 pagesAPI Data Sheet - Wet Crude Storage TankNatarajan RavisankarNo ratings yet
- Static Vacuum Insulated Cryogenic Vessels Operation and InspectionDocument45 pagesStatic Vacuum Insulated Cryogenic Vessels Operation and InspectionFilipNo ratings yet
- White Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114Document11 pagesWhite Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114kp100% (1)
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- Pressure Vessel: General DescriptionDocument4 pagesPressure Vessel: General DescriptionTiny Tấn MinhNo ratings yet
- Vessel Trays and InternalsDocument13 pagesVessel Trays and InternalsswatkoolNo ratings yet
- Bes 800 0103 PDFDocument25 pagesBes 800 0103 PDFChuretaVieiraNo ratings yet
- vs1 DatasheetDocument22 pagesvs1 DatasheetMojtabaNo ratings yet
- Corrosion Above Ground Brochure EnglishDocument6 pagesCorrosion Above Ground Brochure EnglishsyammohansNo ratings yet
- Forged Components Catalog For Pressure Vessel ConnectionsDocument72 pagesForged Components Catalog For Pressure Vessel ConnectionsForged Components100% (1)
- Memoria - Tanque N 1° La2326cDocument98 pagesMemoria - Tanque N 1° La2326cmile457100% (1)
- RT ChartDocument3 pagesRT Chartshailesh deshmukhNo ratings yet
- 2018 January HSB Pressure PointsDocument5 pages2018 January HSB Pressure PointszaheerNo ratings yet
- JERES-D-001 Design Criteria For Pressure VesselsDocument37 pagesJERES-D-001 Design Criteria For Pressure VesselsThirukkumaranBalasubramanianNo ratings yet
- PN01SA0B03Document5 pagesPN01SA0B03Julian GaleanoNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- Nozzle Loads On Static Equipment: Engineering Standard Specification FORDocument4 pagesNozzle Loads On Static Equipment: Engineering Standard Specification FORHamid MansouriNo ratings yet
- Equipment Costing: Chapter 22 (p558-597) CH EN 4253 Terry A. RingDocument20 pagesEquipment Costing: Chapter 22 (p558-597) CH EN 4253 Terry A. RingLívia AlmeidaNo ratings yet
- Tech. Spec. For Heat ExchangersDocument5 pagesTech. Spec. For Heat Exchangerssanjay421No ratings yet
- Data Sheet For Flare Package (PK-720)Document3 pagesData Sheet For Flare Package (PK-720)samynatha PrasathNo ratings yet
- CV For Static Equipment Design Engineer PDFDocument10 pagesCV For Static Equipment Design Engineer PDFAnonymous hURqfTvmMj100% (3)
- Pump's Quick Approximation Calculator For Power & NssDocument81 pagesPump's Quick Approximation Calculator For Power & NssChitu Ionut-Laurentiu0% (1)
- DH PEP PPS PR 001 Process DescriptionDocument6 pagesDH PEP PPS PR 001 Process Descriptionfadli arsyadaNo ratings yet
- PV ProcessDocument48 pagesPV Processkisan singhNo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- EXXON IP-10-01-01 Centrifugal PumpsDocument9 pagesEXXON IP-10-01-01 Centrifugal PumpsyerkoNo ratings yet
- Pressure Vessels IP 5-1-1: ScopeDocument14 pagesPressure Vessels IP 5-1-1: Scopeandrés morantes100% (1)
- X-Ray Film SeminarDocument40 pagesX-Ray Film SeminarGilvan SilvaNo ratings yet
- Exxon IP 10-12-1 Vibration, AxialDocument3 pagesExxon IP 10-12-1 Vibration, AxialGilvan SilvaNo ratings yet
- Exxon IP 9 2 1 Additional RequirementsDocument8 pagesExxon IP 9 2 1 Additional RequirementsGilvan SilvaNo ratings yet
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsDocument5 pagesPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaNo ratings yet
- Vents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeDocument1 pageVents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeGilvan SilvaNo ratings yet
- Exxon IP 7-3-1 Sootblowers For Fired EquipmentDocument3 pagesExxon IP 7-3-1 Sootblowers For Fired EquipmentGilvan SilvaNo ratings yet
- Exxon IP 7-5-1 Coils For Fired Heaters and BoilersDocument5 pagesExxon IP 7-5-1 Coils For Fired Heaters and BoilersGilvan SilvaNo ratings yet
- Exxon IP 10-3-4 Axial Compressors For Air ServiceDocument7 pagesExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaNo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Corrugated Steel Manhole Assemblies: Standard Specification ForDocument8 pagesCorrugated Steel Manhole Assemblies: Standard Specification ForGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Aspersão Termica - FundamentosDocument1 pageAspersão Termica - FundamentosGilvan SilvaNo ratings yet
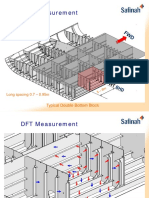
- DFT Measurement: Typical Double Bottom BlockDocument4 pagesDFT Measurement: Typical Double Bottom BlockGilvan SilvaNo ratings yet
- Fiber Glass Reinforced HDDDocument8 pagesFiber Glass Reinforced HDDGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Quiz4 PDFDocument6 pagesQuiz4 PDFGilvan Silva100% (4)
- The Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiqueDocument8 pagesThe Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiquehishamsaukNo ratings yet
- School Improvement Through Better Grading PracticesDocument5 pagesSchool Improvement Through Better Grading PracticesMortega, John RodolfNo ratings yet
- Adapt Pt7 Manual Vol IIIDocument235 pagesAdapt Pt7 Manual Vol IIIapi-3730088100% (2)
- Xiaomi Redmi Note 9 PDFDocument107 pagesXiaomi Redmi Note 9 PDFlaurent llacelNo ratings yet
- I B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Document11 pagesI B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Sathish Babu Subramani NaiduNo ratings yet
- Essential Oil Nanoemulsions As Antimicrobial Agents in FoodDocument19 pagesEssential Oil Nanoemulsions As Antimicrobial Agents in FoodpradeepqNo ratings yet
- R o Romak Catalogue 2013Document141 pagesR o Romak Catalogue 2013BillNo ratings yet
- Course Outline 1. Course Code 2. Course Title 3. Pre - Requisite 4. CO - Requisite 5. Course Credit 6. Contact Hours/Semester 7. Course DescriptionDocument3 pagesCourse Outline 1. Course Code 2. Course Title 3. Pre - Requisite 4. CO - Requisite 5. Course Credit 6. Contact Hours/Semester 7. Course DescriptionFelica Delos ReyesNo ratings yet
- Corporate PPT Template 20Document10 pagesCorporate PPT Template 20Mustafa RahmanNo ratings yet
- Ugay, Nicole G. BS Psychology 3-ADocument4 pagesUgay, Nicole G. BS Psychology 3-ANicoleNo ratings yet
- Social Media ExpressionDocument13 pagesSocial Media ExpressionerickNo ratings yet
- Humphree Course StabilisingDocument8 pagesHumphree Course StabilisingMatNo ratings yet
- Ken Weaver Mechanical Engineer ResumeDocument2 pagesKen Weaver Mechanical Engineer Resumeapi-308328805No ratings yet
- Hasan Abdal Past PaperDocument20 pagesHasan Abdal Past Paperlovefist402No ratings yet
- Sample Paper VIII 2023-2024Document455 pagesSample Paper VIII 2023-2024RoxtteNo ratings yet
- LG Front Load Washer No TumbleDocument1 pageLG Front Load Washer No TumbleSamurai Appliance Repair ManNo ratings yet
- InggrisDocument4 pagesInggrisratu ningsiNo ratings yet
- Module One Wellness PlanDocument10 pagesModule One Wellness PlanMatthew JohnsonNo ratings yet
- Redis Cluster Specification-12Document1 pageRedis Cluster Specification-12Kajaruban SurendranNo ratings yet
- Internship Report FormatDocument8 pagesInternship Report FormatThushar DNo ratings yet
- 1950 04 07 HistorySNDocument76 pages1950 04 07 HistorySNIgnacio TabuadaNo ratings yet
- Low Power RegulatorDocument28 pagesLow Power RegulatorSagarNo ratings yet
- Quality and Safety Evidence Based NursingDocument30 pagesQuality and Safety Evidence Based NursingJamille Abenir LopezNo ratings yet
- GEC 7 Final Term ModuleDocument131 pagesGEC 7 Final Term ModuleJV PadernaNo ratings yet
- TikTok Article & Questions (PART 1)Document4 pagesTikTok Article & Questions (PART 1)AqeelALTNo ratings yet
- National Security PolicyDocument10 pagesNational Security PolicySagar SantwaniNo ratings yet
- Theories of Development - Ichien SomelhigDocument12 pagesTheories of Development - Ichien SomelhigIchien SomelhigNo ratings yet
- Freelander 2 - Maintenance Check SheetDocument3 pagesFreelander 2 - Maintenance Check SheetTXR SoluçõesNo ratings yet
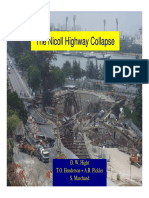
- The Nicoll Highway Collapse PDF FreeDocument140 pagesThe Nicoll Highway Collapse PDF FreeJohn WongNo ratings yet






































































































Download as doc, pdf, or txt
You might also like
- Practical Guide To Rubber Injection Molding PDFDocument130 pagesPractical Guide To Rubber Injection Molding PDFGilvan Silva100% (3)
- Hydroblasting and Coating Procedure of FpsoDocument33 pagesHydroblasting and Coating Procedure of FpsoGilvan Silva100% (2)
- Standard Specification For Mechanical AgitatorsDocument11 pagesStandard Specification For Mechanical AgitatorsJITENDER KUMARNo ratings yet
- Elliptical Head Design Tool: Pressure Vessel Engineering LTDDocument1 pageElliptical Head Design Tool: Pressure Vessel Engineering LTDJaveed KhanNo ratings yet
- GP 43-50 31 January 2009 PDFDocument52 pagesGP 43-50 31 January 2009 PDFGilvan SilvaNo ratings yet
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsDocument5 pagesPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaNo ratings yet
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Document22 pages15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNo ratings yet
- A10-A-DOC-VE-068274 - 00 离心泵 设计要求Document14 pagesA10-A-DOC-VE-068274 - 00 离心泵 设计要求zhangNo ratings yet
- Data Sheet For Welding of Pressure Containing Equipment and PipingDocument9 pagesData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuNo ratings yet
- Technical Standard Specification - Mechanical Section 03 - Pumps, Compressors, Blowers, and CuttersDocument51 pagesTechnical Standard Specification - Mechanical Section 03 - Pumps, Compressors, Blowers, and CuttersRenju RadhakrishnapillaiNo ratings yet
- API 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Document7 pagesAPI 614/ISO 10438-2 DATASHEET Scope and Attachments Si Units (Kpa)Ricardo NapitupuluNo ratings yet
- Specification 401 Rev 1129803527. 2 Unfired Pressure VesselDocument8 pagesSpecification 401 Rev 1129803527. 2 Unfired Pressure VesselariessuperNo ratings yet
- A.1 Job Spec Boiler Package Rev BDocument30 pagesA.1 Job Spec Boiler Package Rev Bprashant937No ratings yet
- VEDV1003Document13 pagesVEDV1003BHAVEESH100% (1)
- API676 DatasheetDocument2 pagesAPI676 DatasheetLuvys Garcia MartinezNo ratings yet
- Engineering Services by KBR Technical Services, IncDocument3 pagesEngineering Services by KBR Technical Services, IncswatkoolNo ratings yet
- D-211 - Pressure Vessel Design and Fab SpecDocument17 pagesD-211 - Pressure Vessel Design and Fab SpecGidel RinconNo ratings yet
- SA-980-P-11443 - API 685 Offloading Pump Landside PZ - Vert02Document5 pagesSA-980-P-11443 - API 685 Offloading Pump Landside PZ - Vert02altipatlarNo ratings yet
- MM ZTK 1B WPX MEC DTS 0013 Rev.C1 Diesel Oil Filter With InternalDocument9 pagesMM ZTK 1B WPX MEC DTS 0013 Rev.C1 Diesel Oil Filter With Internalpragatheesk100% (1)
- 5086F Functional Specification For Rotary PumpDocument61 pages5086F Functional Specification For Rotary PumpANRSrinivasanNo ratings yet
- Lining, Weld Overlay and CladdingDocument1 pageLining, Weld Overlay and Claddingalokbdas100% (1)
- Data SHEET SEPARADOR 3Document1 pageData SHEET SEPARADOR 3Diego RuanoNo ratings yet
- Bes 800-101Document25 pagesBes 800-101jfferrog100% (1)
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- Pressure Vessel SpecificationDocument15 pagesPressure Vessel Specificationmichael chiwuezeNo ratings yet
- VP 3209 e 031a 02 0013 Rev.dDocument254 pagesVP 3209 e 031a 02 0013 Rev.dSuryaprakashNo ratings yet
- Shell Type Fired Steam Generating PlantDocument29 pagesShell Type Fired Steam Generating Plantahmed sobhy0% (1)
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- Pip Vessp002-2014Document9 pagesPip Vessp002-2014d-fbuser-93320248No ratings yet
- API 682 Seal Selection Process FinalDocument28 pagesAPI 682 Seal Selection Process FinalTasawwur Tahir100% (1)
- Technical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksDocument12 pagesTechnical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksPhượng NguyễnNo ratings yet
- Technical Specification - Pressure VesselDocument30 pagesTechnical Specification - Pressure VesselMurli RamchandranNo ratings yet
- Brochure - Modular Mud Tank 500 BblsDocument3 pagesBrochure - Modular Mud Tank 500 BblsHassan SleemNo ratings yet
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocument5 pages5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- API Data Sheet - Wet Crude Storage TankDocument10 pagesAPI Data Sheet - Wet Crude Storage TankNatarajan RavisankarNo ratings yet
- Static Vacuum Insulated Cryogenic Vessels Operation and InspectionDocument45 pagesStatic Vacuum Insulated Cryogenic Vessels Operation and InspectionFilipNo ratings yet
- White Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114Document11 pagesWhite Paper Streamline API 691 Compliance Reduce Automation Risks Simultaneously Services en 68114kp100% (1)
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- Pressure Vessel: General DescriptionDocument4 pagesPressure Vessel: General DescriptionTiny Tấn MinhNo ratings yet
- Vessel Trays and InternalsDocument13 pagesVessel Trays and InternalsswatkoolNo ratings yet
- Bes 800 0103 PDFDocument25 pagesBes 800 0103 PDFChuretaVieiraNo ratings yet
- vs1 DatasheetDocument22 pagesvs1 DatasheetMojtabaNo ratings yet
- Corrosion Above Ground Brochure EnglishDocument6 pagesCorrosion Above Ground Brochure EnglishsyammohansNo ratings yet
- Forged Components Catalog For Pressure Vessel ConnectionsDocument72 pagesForged Components Catalog For Pressure Vessel ConnectionsForged Components100% (1)
- Memoria - Tanque N 1° La2326cDocument98 pagesMemoria - Tanque N 1° La2326cmile457100% (1)
- RT ChartDocument3 pagesRT Chartshailesh deshmukhNo ratings yet
- 2018 January HSB Pressure PointsDocument5 pages2018 January HSB Pressure PointszaheerNo ratings yet
- JERES-D-001 Design Criteria For Pressure VesselsDocument37 pagesJERES-D-001 Design Criteria For Pressure VesselsThirukkumaranBalasubramanianNo ratings yet
- PN01SA0B03Document5 pagesPN01SA0B03Julian GaleanoNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- Nozzle Loads On Static Equipment: Engineering Standard Specification FORDocument4 pagesNozzle Loads On Static Equipment: Engineering Standard Specification FORHamid MansouriNo ratings yet
- Equipment Costing: Chapter 22 (p558-597) CH EN 4253 Terry A. RingDocument20 pagesEquipment Costing: Chapter 22 (p558-597) CH EN 4253 Terry A. RingLívia AlmeidaNo ratings yet
- Tech. Spec. For Heat ExchangersDocument5 pagesTech. Spec. For Heat Exchangerssanjay421No ratings yet
- Data Sheet For Flare Package (PK-720)Document3 pagesData Sheet For Flare Package (PK-720)samynatha PrasathNo ratings yet
- CV For Static Equipment Design Engineer PDFDocument10 pagesCV For Static Equipment Design Engineer PDFAnonymous hURqfTvmMj100% (3)
- Pump's Quick Approximation Calculator For Power & NssDocument81 pagesPump's Quick Approximation Calculator For Power & NssChitu Ionut-Laurentiu0% (1)
- DH PEP PPS PR 001 Process DescriptionDocument6 pagesDH PEP PPS PR 001 Process Descriptionfadli arsyadaNo ratings yet
- PV ProcessDocument48 pagesPV Processkisan singhNo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- EXXON IP-10-01-01 Centrifugal PumpsDocument9 pagesEXXON IP-10-01-01 Centrifugal PumpsyerkoNo ratings yet
- Pressure Vessels IP 5-1-1: ScopeDocument14 pagesPressure Vessels IP 5-1-1: Scopeandrés morantes100% (1)
- X-Ray Film SeminarDocument40 pagesX-Ray Film SeminarGilvan SilvaNo ratings yet
- Exxon IP 10-12-1 Vibration, AxialDocument3 pagesExxon IP 10-12-1 Vibration, AxialGilvan SilvaNo ratings yet
- Exxon IP 9 2 1 Additional RequirementsDocument8 pagesExxon IP 9 2 1 Additional RequirementsGilvan SilvaNo ratings yet
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsDocument5 pagesPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaNo ratings yet
- Vents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeDocument1 pageVents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeGilvan SilvaNo ratings yet
- Exxon IP 7-3-1 Sootblowers For Fired EquipmentDocument3 pagesExxon IP 7-3-1 Sootblowers For Fired EquipmentGilvan SilvaNo ratings yet
- Exxon IP 7-5-1 Coils For Fired Heaters and BoilersDocument5 pagesExxon IP 7-5-1 Coils For Fired Heaters and BoilersGilvan SilvaNo ratings yet
- Exxon IP 10-3-4 Axial Compressors For Air ServiceDocument7 pagesExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaNo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Corrugated Steel Manhole Assemblies: Standard Specification ForDocument8 pagesCorrugated Steel Manhole Assemblies: Standard Specification ForGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Aspersão Termica - FundamentosDocument1 pageAspersão Termica - FundamentosGilvan SilvaNo ratings yet
- DFT Measurement: Typical Double Bottom BlockDocument4 pagesDFT Measurement: Typical Double Bottom BlockGilvan SilvaNo ratings yet
- Fiber Glass Reinforced HDDDocument8 pagesFiber Glass Reinforced HDDGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Quiz4 PDFDocument6 pagesQuiz4 PDFGilvan Silva100% (4)
- The Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiqueDocument8 pagesThe Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiquehishamsaukNo ratings yet
- School Improvement Through Better Grading PracticesDocument5 pagesSchool Improvement Through Better Grading PracticesMortega, John RodolfNo ratings yet
- Adapt Pt7 Manual Vol IIIDocument235 pagesAdapt Pt7 Manual Vol IIIapi-3730088100% (2)
- Xiaomi Redmi Note 9 PDFDocument107 pagesXiaomi Redmi Note 9 PDFlaurent llacelNo ratings yet
- I B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Document11 pagesI B.sc-Bca-B.sc (It) - Bca (H) - Maths II (Semester II)Sathish Babu Subramani NaiduNo ratings yet
- Essential Oil Nanoemulsions As Antimicrobial Agents in FoodDocument19 pagesEssential Oil Nanoemulsions As Antimicrobial Agents in FoodpradeepqNo ratings yet
- R o Romak Catalogue 2013Document141 pagesR o Romak Catalogue 2013BillNo ratings yet
- Course Outline 1. Course Code 2. Course Title 3. Pre - Requisite 4. CO - Requisite 5. Course Credit 6. Contact Hours/Semester 7. Course DescriptionDocument3 pagesCourse Outline 1. Course Code 2. Course Title 3. Pre - Requisite 4. CO - Requisite 5. Course Credit 6. Contact Hours/Semester 7. Course DescriptionFelica Delos ReyesNo ratings yet
- Corporate PPT Template 20Document10 pagesCorporate PPT Template 20Mustafa RahmanNo ratings yet
- Ugay, Nicole G. BS Psychology 3-ADocument4 pagesUgay, Nicole G. BS Psychology 3-ANicoleNo ratings yet
- Social Media ExpressionDocument13 pagesSocial Media ExpressionerickNo ratings yet
- Humphree Course StabilisingDocument8 pagesHumphree Course StabilisingMatNo ratings yet
- Ken Weaver Mechanical Engineer ResumeDocument2 pagesKen Weaver Mechanical Engineer Resumeapi-308328805No ratings yet
- Hasan Abdal Past PaperDocument20 pagesHasan Abdal Past Paperlovefist402No ratings yet
- Sample Paper VIII 2023-2024Document455 pagesSample Paper VIII 2023-2024RoxtteNo ratings yet
- LG Front Load Washer No TumbleDocument1 pageLG Front Load Washer No TumbleSamurai Appliance Repair ManNo ratings yet
- InggrisDocument4 pagesInggrisratu ningsiNo ratings yet
- Module One Wellness PlanDocument10 pagesModule One Wellness PlanMatthew JohnsonNo ratings yet
- Redis Cluster Specification-12Document1 pageRedis Cluster Specification-12Kajaruban SurendranNo ratings yet
- Internship Report FormatDocument8 pagesInternship Report FormatThushar DNo ratings yet
- 1950 04 07 HistorySNDocument76 pages1950 04 07 HistorySNIgnacio TabuadaNo ratings yet
- Low Power RegulatorDocument28 pagesLow Power RegulatorSagarNo ratings yet
- Quality and Safety Evidence Based NursingDocument30 pagesQuality and Safety Evidence Based NursingJamille Abenir LopezNo ratings yet
- GEC 7 Final Term ModuleDocument131 pagesGEC 7 Final Term ModuleJV PadernaNo ratings yet
- TikTok Article & Questions (PART 1)Document4 pagesTikTok Article & Questions (PART 1)AqeelALTNo ratings yet
- National Security PolicyDocument10 pagesNational Security PolicySagar SantwaniNo ratings yet
- Theories of Development - Ichien SomelhigDocument12 pagesTheories of Development - Ichien SomelhigIchien SomelhigNo ratings yet
- Freelander 2 - Maintenance Check SheetDocument3 pagesFreelander 2 - Maintenance Check SheetTXR SoluçõesNo ratings yet
- The Nicoll Highway Collapse PDF FreeDocument140 pagesThe Nicoll Highway Collapse PDF FreeJohn WongNo ratings yet