
Ce-Marking and The FPC Manual: Arto Juhani Kallunki
Ce-Marking and The FPC Manual: Arto Juhani Kallunki
You might also like
- DIN EN ISO 17637 enDocument22 pagesDIN EN ISO 17637 enBarbaros GülşahNo ratings yet
- FPC ManualDocument17 pagesFPC ManualCE_Wizard100% (2)
- FPC ManualDocument15 pagesFPC ManualDavid SeeNo ratings yet
- Glass in Building - Basic Soda-Lime Silicate Glass Products: BSI Standards PublicationDocument18 pagesGlass in Building - Basic Soda-Lime Silicate Glass Products: BSI Standards Publicationironface100% (1)
- R W C Exam PaperDocument15 pagesR W C Exam PaperScott Trainor100% (4)
- 2318-RA 18.03.2023-REV 0A Cutting The Leg Bracing - RIG Rig LovansingDocument9 pages2318-RA 18.03.2023-REV 0A Cutting The Leg Bracing - RIG Rig LovansingHafeez AliNo ratings yet
- Adventurers' Guild - SwordtagDocument12 pagesAdventurers' Guild - Swordtagtruly epicNo ratings yet
- FPC Manual PreviewDocument5 pagesFPC Manual PreviewIbrahim Levent AkkoyunluNo ratings yet
- DIN en 1090 EnglishDocument2 pagesDIN en 1090 EnglishLiliana GeorgianaNo ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Document29 pagesFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Document29 pagesFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- Welding and CuttingDocument64 pagesWelding and CuttingScott TrainorNo ratings yet
- CE Marking GuideDocument26 pagesCE Marking Guideshaggeruk100% (1)
- Steel Construction: CE MarkingDocument20 pagesSteel Construction: CE MarkingMarshall BravestarNo ratings yet
- Iso 3834 1 2021Document10 pagesIso 3834 1 2021sosheyanNo ratings yet
- FPC AsfDocument24 pagesFPC AsfSherif YehiaNo ratings yet
- Guide To ISO14731Document8 pagesGuide To ISO14731scandalthegoodNo ratings yet
- Conformity Assessment For The Execution of Steel & Aluminium StructuresDocument14 pagesConformity Assessment For The Execution of Steel & Aluminium StructuresJevgenijsKolupajevsNo ratings yet
- ISO-14272-2016 - Welding SpotDocument9 pagesISO-14272-2016 - Welding SpotYadi MulyadiNo ratings yet
- Steps To CE Mark According To EN 1090-1 Version 1.1Document1 pageSteps To CE Mark According To EN 1090-1 Version 1.1CE_WizardNo ratings yet
- Iso 26262 2 2018Document54 pagesIso 26262 2 2018Charles Quirino PimentaNo ratings yet
- Iso 3834Document2 pagesIso 3834Jaay Vel0% (1)
- Filler Materials TestingDocument34 pagesFiller Materials TestingSunilNo ratings yet
- En 1090 Technical RequirementDocument1 pageEn 1090 Technical RequirementVinoth MechNo ratings yet
- 6 Steps To CE Marking in EuropeDocument16 pages6 Steps To CE Marking in EuropeEU Chamber Of Commerce in Canada-WestNo ratings yet
- Iso 3834-1-2021.09 Part 1 Criteria For The Selection of The Appropriate Level of Quality Requirements API Asme PublicationDocument14 pagesIso 3834-1-2021.09 Part 1 Criteria For The Selection of The Appropriate Level of Quality Requirements API Asme PublicationJestin Daniel James100% (5)
- ISO 17021 Sample KitDocument12 pagesISO 17021 Sample Kitmohsinbhutta2236No ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- BS EN 292-1991 Safety of MachineryDocument90 pagesBS EN 292-1991 Safety of MachineryKen HuangNo ratings yet
- Steps To CE Marking According To BS EN 1090-1Document1 pageSteps To CE Marking According To BS EN 1090-1CE_WizardNo ratings yet
- Critical Anomalies EN1090Document2 pagesCritical Anomalies EN1090davidemolNo ratings yet
- En 1090Document32 pagesEn 1090fenasikerimNo ratings yet
- ISO 17021-2 - 2012 ChecklistDocument6 pagesISO 17021-2 - 2012 ChecklistShafqatiqbalNo ratings yet
- FactoryDocument72 pagesFactorywhitebrosNo ratings yet
- Iso/Iec/Ieee 29119-2 Ed1.0: Title Software and Systems Engineering - Software Testing - Part 2: Test ProcessesDocument3 pagesIso/Iec/Ieee 29119-2 Ed1.0: Title Software and Systems Engineering - Software Testing - Part 2: Test ProcessesAndy Daniel Pandapotan TariganNo ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- En Iso 17653 (E) Burulma TestiDocument9 pagesEn Iso 17653 (E) Burulma TestifecriiletkenNo ratings yet
- 4 Gerry McCarthy PDFDocument42 pages4 Gerry McCarthy PDFbharani dharanNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Clarification On CE Marking With en 1090 1Document5 pagesClarification On CE Marking With en 1090 1Simon KennyNo ratings yet
- CE Mark and DoP - QHPSDocument2 pagesCE Mark and DoP - QHPSHoangNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- En Iso 15614-12 (E) Direnc WPSDocument13 pagesEn Iso 15614-12 (E) Direnc WPSfecriiletkenNo ratings yet
- En1090 ChecklistDocument3 pagesEn1090 Checklist26110100% (1)
- SC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFDocument53 pagesSC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFAlienshowNo ratings yet
- CEN ISO TR 17844 (2004) (E) CodifiedDocument7 pagesCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- Non-Destructive Testing of Welds - Acceptance Levels For Radiographic TestingDocument20 pagesNon-Destructive Testing of Welds - Acceptance Levels For Radiographic Testingmaxpan maxNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- Iso 11722 通氮测试煤中水分Document10 pagesIso 11722 通氮测试煤中水分Winnjone YinNo ratings yet
- Din en Iso 15614 - 5 - 2004Document28 pagesDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Factory Acceptance Test Report - MixerDocument1 pageFactory Acceptance Test Report - MixerJohn KurongNo ratings yet
- Norsok M-601 (Welding and Inspecrtion of Piping)Document24 pagesNorsok M-601 (Welding and Inspecrtion of Piping)John PaulNo ratings yet
- Iso 22991 2004 en PDFDocument11 pagesIso 22991 2004 en PDFElias JarjouraNo ratings yet
- CE Marking of StructuralDocument31 pagesCE Marking of StructuralRavi ValiyaNo ratings yet
- Sai Sa8000 - 2008Document10 pagesSai Sa8000 - 2008namyeyelusNo ratings yet
- VR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Document7 pagesVR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Bryan GonzalesNo ratings yet
- WeldingFabricatorCertificationScheme ISO3834Document11 pagesWeldingFabricatorCertificationScheme ISO3834Weld Bro Sandeep100% (1)
- ISO 3834-2 Compliance Check List PDFDocument1 pageISO 3834-2 Compliance Check List PDFMichael TayactacNo ratings yet
- Clarification On CE Marking With EN 1090-1 PDFDocument5 pagesClarification On CE Marking With EN 1090-1 PDFAMGConsultadoriaNo ratings yet
- BS en 15614 Welder Tests Template1Document14 pagesBS en 15614 Welder Tests Template1delta lab sangliNo ratings yet
- Template For List of DocumentsDocument1 pageTemplate For List of DocumentsSatish KeskarNo ratings yet
- Svensk Standard SS-EN 13438:2005: Fastställd 2005-11-11 Utgåva 1Document11 pagesSvensk Standard SS-EN 13438:2005: Fastställd 2005-11-11 Utgåva 1Muhammad Arslan Khurshid BhattiNo ratings yet
- Rutile Electrodes: Basic (Low Hydrogen - Lime Coated) ElectrodesDocument3 pagesRutile Electrodes: Basic (Low Hydrogen - Lime Coated) ElectrodesScott TrainorNo ratings yet
- Introduction To Welding Page 1Document1 pageIntroduction To Welding Page 1Scott TrainorNo ratings yet
- M.I.G-M.A.G. Welding - M2 - U10Document61 pagesM.I.G-M.A.G. Welding - M2 - U10Scott TrainorNo ratings yet
- Stormtec Services Limited Non-Conformance Register: X XNCRDocument1 pageStormtec Services Limited Non-Conformance Register: X XNCRScott TrainorNo ratings yet
- 04 Modern Welding ProcessesDocument38 pages04 Modern Welding ProcessesScott TrainorNo ratings yet
- Welding Processes IntroductionDocument2 pagesWelding Processes IntroductionScott TrainorNo ratings yet
- 36 - Declaration of PerformanceDocument1 page36 - Declaration of PerformanceScott TrainorNo ratings yet
- What Is The Difference Between FerriticDocument4 pagesWhat Is The Difference Between FerriticScott TrainorNo ratings yet
- Who Needs To Comply With BS EN 1090Document2 pagesWho Needs To Comply With BS EN 1090Scott TrainorNo ratings yet
- 1522-IA-13 - Science and Calculations For Fabrication and Welding Work BookDocument26 pages1522-IA-13 - Science and Calculations For Fabrication and Welding Work BookScott TrainorNo ratings yet
- Fundamentals of Gas Welding and CuttingDocument85 pagesFundamentals of Gas Welding and CuttingScott TrainorNo ratings yet
- Weld Test Checklist: Welder (S) DetailsDocument2 pagesWeld Test Checklist: Welder (S) DetailsScott Trainor100% (1)
- Welding and Cutting Issue 4 2014 LowresDocument68 pagesWelding and Cutting Issue 4 2014 LowresScott TrainorNo ratings yet
- PEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesDocument3 pagesPEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesScott TrainorNo ratings yet
- Welding and Cutting Issue 3 2014 LowresDocument80 pagesWelding and Cutting Issue 3 2014 LowresScott TrainorNo ratings yet
- Welding and Cutting Issue 5 2014Document75 pagesWelding and Cutting Issue 5 2014Scott TrainorNo ratings yet
- Welding and Cutting Issue 5 2014Document75 pagesWelding and Cutting Issue 5 2014Scott TrainorNo ratings yet
- PEO/2.29 Unit No 29: Preparing and Using Manual MIG, MAG and Other Continuous Wire Welding EquipmentDocument3 pagesPEO/2.29 Unit No 29: Preparing and Using Manual MIG, MAG and Other Continuous Wire Welding EquipmentScott TrainorNo ratings yet
- 2.05 Bench Fitting To Support 206 BMDocument61 pages2.05 Bench Fitting To Support 206 BMScott TrainorNo ratings yet
- PEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesDocument3 pagesPEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesScott TrainorNo ratings yet
- Finally MThesisDocument165 pagesFinally MThesisScott Trainor100% (1)
- Welding and Cutting Issue 2 2014 LowresDocument64 pagesWelding and Cutting Issue 2 2014 LowresScott TrainorNo ratings yet
- WWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesDocument60 pagesWWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesScott TrainorNo ratings yet
- Midterm Examination: Ce 322 - Building Systems DesignDocument5 pagesMidterm Examination: Ce 322 - Building Systems DesignJEAN KATHLEEN SORIANONo ratings yet
- New Microsoft Word DocumentDocument18 pagesNew Microsoft Word DocumentSreekanth PagadapalliNo ratings yet
- Australian Mining ClusterDocument34 pagesAustralian Mining ClusterKumar Subrahmanya MankalaNo ratings yet
- Fetal BehaviourDocument1 pageFetal BehaviourJuan José Espinoza OsoresNo ratings yet
- JB W9 DPP 22 24Document21 pagesJB W9 DPP 22 24Anonymous H8TylnrHNo ratings yet
- Cold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypesDocument5 pagesCold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypessamehNo ratings yet
- Contribution of Plato in Political ThoughtDocument18 pagesContribution of Plato in Political ThoughtKOTUB UDDIN AHMED100% (2)
- Global Ethical Issues Unit 3Document15 pagesGlobal Ethical Issues Unit 3aditi anandNo ratings yet
- Spohn Performance, Inc.: Part# D94-02-TB-DS - Adjustable Front Track BarDocument5 pagesSpohn Performance, Inc.: Part# D94-02-TB-DS - Adjustable Front Track BarJameson PowersNo ratings yet
- STEP 1 Could It Be HIV? STEP 2 Informed Consent and Testing STEP 3 Conveying Test ResultsDocument2 pagesSTEP 1 Could It Be HIV? STEP 2 Informed Consent and Testing STEP 3 Conveying Test ResultsahjkseflhasefNo ratings yet
- Conceptualisation and Pilot Study of Shelled Compressed Earth Block For Sustainable Housing in NigeriaDocument15 pagesConceptualisation and Pilot Study of Shelled Compressed Earth Block For Sustainable Housing in NigeriaMMMFIAZNo ratings yet
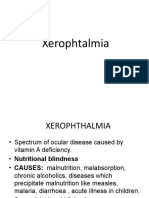
- 5 XerophtalmiaDocument36 pages5 XerophtalmiaMarshet GeteNo ratings yet
- High Voltage Engineering Assignment No 2: Ma'Am DR Sidra MumtazDocument7 pagesHigh Voltage Engineering Assignment No 2: Ma'Am DR Sidra MumtazZabeehullahmiakhailNo ratings yet
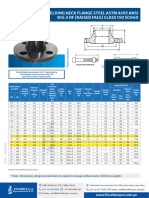
- Bridas WN Clase 150Document1 pageBridas WN Clase 150juan ormacheaNo ratings yet
- Soal Uts Bahasa Inggris Kelas 4 Semester 2Document3 pagesSoal Uts Bahasa Inggris Kelas 4 Semester 2Rosalita Veri Dwiyanti, S.pd.No ratings yet
- Chemical EnergerticsDocument24 pagesChemical EnergerticsAnotidaishe ChakanetsaNo ratings yet
- International Coatings MaintenanceDocument19 pagesInternational Coatings Maintenanceluckystrike9008100% (2)
- Revised-13.8kV Cable Sizing Calc-Arar 03.03.2005Document10 pagesRevised-13.8kV Cable Sizing Calc-Arar 03.03.2005srigirisetty208No ratings yet
- Product Manual For High Strength Deformed Steel Bars and Wires For Concrete Reinforcement ACCORDING TO IS 1786: 2008Document9 pagesProduct Manual For High Strength Deformed Steel Bars and Wires For Concrete Reinforcement ACCORDING TO IS 1786: 2008N.J. PatelNo ratings yet
- UEFA B - Technical InformationDocument85 pagesUEFA B - Technical InformationILO 007No ratings yet
- Chemistry Exam Q ADocument14 pagesChemistry Exam Q AmateialesandraNo ratings yet
- TOC Cleaning ValidationDocument6 pagesTOC Cleaning Validationjljimenez1969100% (1)
- PolynomialsDocument44 pagesPolynomialsSumit ManeNo ratings yet
- Smudge Cells:: What Technologists Need To KnowDocument5 pagesSmudge Cells:: What Technologists Need To KnowdewaNo ratings yet
- Gear Box Catalogue PDFDocument7 pagesGear Box Catalogue PDFPiyush Anand100% (2)
- 3504 S 63 Rev 0 ENDocument2 pages3504 S 63 Rev 0 ENIbrahim AsifNo ratings yet
- Babar Abbasi C VDocument10 pagesBabar Abbasi C VmimrantajNo ratings yet
- Talent Level 3 IGCSE Keys and ScriptsDocument2 pagesTalent Level 3 IGCSE Keys and ScriptsLUISA CASTRO CUNEONo ratings yet











































































































Download as pdf or txt
You might also like
- DIN EN ISO 17637 enDocument22 pagesDIN EN ISO 17637 enBarbaros GülşahNo ratings yet
- FPC ManualDocument17 pagesFPC ManualCE_Wizard100% (2)
- FPC ManualDocument15 pagesFPC ManualDavid SeeNo ratings yet
- Glass in Building - Basic Soda-Lime Silicate Glass Products: BSI Standards PublicationDocument18 pagesGlass in Building - Basic Soda-Lime Silicate Glass Products: BSI Standards Publicationironface100% (1)
- R W C Exam PaperDocument15 pagesR W C Exam PaperScott Trainor100% (4)
- 2318-RA 18.03.2023-REV 0A Cutting The Leg Bracing - RIG Rig LovansingDocument9 pages2318-RA 18.03.2023-REV 0A Cutting The Leg Bracing - RIG Rig LovansingHafeez AliNo ratings yet
- Adventurers' Guild - SwordtagDocument12 pagesAdventurers' Guild - Swordtagtruly epicNo ratings yet
- FPC Manual PreviewDocument5 pagesFPC Manual PreviewIbrahim Levent AkkoyunluNo ratings yet
- DIN en 1090 EnglishDocument2 pagesDIN en 1090 EnglishLiliana GeorgianaNo ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- IAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsDocument15 pagesIAB 337r2 13 Interpretation Implementation ISO 3834 RequirementsÖzgür ÇalışkanNo ratings yet
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Document29 pagesFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Document29 pagesFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- Welding and CuttingDocument64 pagesWelding and CuttingScott TrainorNo ratings yet
- CE Marking GuideDocument26 pagesCE Marking Guideshaggeruk100% (1)
- Steel Construction: CE MarkingDocument20 pagesSteel Construction: CE MarkingMarshall BravestarNo ratings yet
- Iso 3834 1 2021Document10 pagesIso 3834 1 2021sosheyanNo ratings yet
- FPC AsfDocument24 pagesFPC AsfSherif YehiaNo ratings yet
- Guide To ISO14731Document8 pagesGuide To ISO14731scandalthegoodNo ratings yet
- Conformity Assessment For The Execution of Steel & Aluminium StructuresDocument14 pagesConformity Assessment For The Execution of Steel & Aluminium StructuresJevgenijsKolupajevsNo ratings yet
- ISO-14272-2016 - Welding SpotDocument9 pagesISO-14272-2016 - Welding SpotYadi MulyadiNo ratings yet
- Steps To CE Mark According To EN 1090-1 Version 1.1Document1 pageSteps To CE Mark According To EN 1090-1 Version 1.1CE_WizardNo ratings yet
- Iso 26262 2 2018Document54 pagesIso 26262 2 2018Charles Quirino PimentaNo ratings yet
- Iso 3834Document2 pagesIso 3834Jaay Vel0% (1)
- Filler Materials TestingDocument34 pagesFiller Materials TestingSunilNo ratings yet
- En 1090 Technical RequirementDocument1 pageEn 1090 Technical RequirementVinoth MechNo ratings yet
- 6 Steps To CE Marking in EuropeDocument16 pages6 Steps To CE Marking in EuropeEU Chamber Of Commerce in Canada-WestNo ratings yet
- Iso 3834-1-2021.09 Part 1 Criteria For The Selection of The Appropriate Level of Quality Requirements API Asme PublicationDocument14 pagesIso 3834-1-2021.09 Part 1 Criteria For The Selection of The Appropriate Level of Quality Requirements API Asme PublicationJestin Daniel James100% (5)
- ISO 17021 Sample KitDocument12 pagesISO 17021 Sample Kitmohsinbhutta2236No ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- BS EN 292-1991 Safety of MachineryDocument90 pagesBS EN 292-1991 Safety of MachineryKen HuangNo ratings yet
- Steps To CE Marking According To BS EN 1090-1Document1 pageSteps To CE Marking According To BS EN 1090-1CE_WizardNo ratings yet
- Critical Anomalies EN1090Document2 pagesCritical Anomalies EN1090davidemolNo ratings yet
- En 1090Document32 pagesEn 1090fenasikerimNo ratings yet
- ISO 17021-2 - 2012 ChecklistDocument6 pagesISO 17021-2 - 2012 ChecklistShafqatiqbalNo ratings yet
- FactoryDocument72 pagesFactorywhitebrosNo ratings yet
- Iso/Iec/Ieee 29119-2 Ed1.0: Title Software and Systems Engineering - Software Testing - Part 2: Test ProcessesDocument3 pagesIso/Iec/Ieee 29119-2 Ed1.0: Title Software and Systems Engineering - Software Testing - Part 2: Test ProcessesAndy Daniel Pandapotan TariganNo ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- En Iso 17653 (E) Burulma TestiDocument9 pagesEn Iso 17653 (E) Burulma TestifecriiletkenNo ratings yet
- 4 Gerry McCarthy PDFDocument42 pages4 Gerry McCarthy PDFbharani dharanNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Clarification On CE Marking With en 1090 1Document5 pagesClarification On CE Marking With en 1090 1Simon KennyNo ratings yet
- CE Mark and DoP - QHPSDocument2 pagesCE Mark and DoP - QHPSHoangNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- En Iso 15614-12 (E) Direnc WPSDocument13 pagesEn Iso 15614-12 (E) Direnc WPSfecriiletkenNo ratings yet
- En1090 ChecklistDocument3 pagesEn1090 Checklist26110100% (1)
- SC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFDocument53 pagesSC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFAlienshowNo ratings yet
- CEN ISO TR 17844 (2004) (E) CodifiedDocument7 pagesCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- Non-Destructive Testing of Welds - Acceptance Levels For Radiographic TestingDocument20 pagesNon-Destructive Testing of Welds - Acceptance Levels For Radiographic Testingmaxpan maxNo ratings yet
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- Iso 11722 通氮测试煤中水分Document10 pagesIso 11722 通氮测试煤中水分Winnjone YinNo ratings yet
- Din en Iso 15614 - 5 - 2004Document28 pagesDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Factory Acceptance Test Report - MixerDocument1 pageFactory Acceptance Test Report - MixerJohn KurongNo ratings yet
- Norsok M-601 (Welding and Inspecrtion of Piping)Document24 pagesNorsok M-601 (Welding and Inspecrtion of Piping)John PaulNo ratings yet
- Iso 22991 2004 en PDFDocument11 pagesIso 22991 2004 en PDFElias JarjouraNo ratings yet
- CE Marking of StructuralDocument31 pagesCE Marking of StructuralRavi ValiyaNo ratings yet
- Sai Sa8000 - 2008Document10 pagesSai Sa8000 - 2008namyeyelusNo ratings yet
- VR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Document7 pagesVR 14-01 Supplier TC en 1090 Ce Marking Issue 1-15Bryan GonzalesNo ratings yet
- WeldingFabricatorCertificationScheme ISO3834Document11 pagesWeldingFabricatorCertificationScheme ISO3834Weld Bro Sandeep100% (1)
- ISO 3834-2 Compliance Check List PDFDocument1 pageISO 3834-2 Compliance Check List PDFMichael TayactacNo ratings yet
- Clarification On CE Marking With EN 1090-1 PDFDocument5 pagesClarification On CE Marking With EN 1090-1 PDFAMGConsultadoriaNo ratings yet
- BS en 15614 Welder Tests Template1Document14 pagesBS en 15614 Welder Tests Template1delta lab sangliNo ratings yet
- Template For List of DocumentsDocument1 pageTemplate For List of DocumentsSatish KeskarNo ratings yet
- Svensk Standard SS-EN 13438:2005: Fastställd 2005-11-11 Utgåva 1Document11 pagesSvensk Standard SS-EN 13438:2005: Fastställd 2005-11-11 Utgåva 1Muhammad Arslan Khurshid BhattiNo ratings yet
- Rutile Electrodes: Basic (Low Hydrogen - Lime Coated) ElectrodesDocument3 pagesRutile Electrodes: Basic (Low Hydrogen - Lime Coated) ElectrodesScott TrainorNo ratings yet
- Introduction To Welding Page 1Document1 pageIntroduction To Welding Page 1Scott TrainorNo ratings yet
- M.I.G-M.A.G. Welding - M2 - U10Document61 pagesM.I.G-M.A.G. Welding - M2 - U10Scott TrainorNo ratings yet
- Stormtec Services Limited Non-Conformance Register: X XNCRDocument1 pageStormtec Services Limited Non-Conformance Register: X XNCRScott TrainorNo ratings yet
- 04 Modern Welding ProcessesDocument38 pages04 Modern Welding ProcessesScott TrainorNo ratings yet
- Welding Processes IntroductionDocument2 pagesWelding Processes IntroductionScott TrainorNo ratings yet
- 36 - Declaration of PerformanceDocument1 page36 - Declaration of PerformanceScott TrainorNo ratings yet
- What Is The Difference Between FerriticDocument4 pagesWhat Is The Difference Between FerriticScott TrainorNo ratings yet
- Who Needs To Comply With BS EN 1090Document2 pagesWho Needs To Comply With BS EN 1090Scott TrainorNo ratings yet
- 1522-IA-13 - Science and Calculations For Fabrication and Welding Work BookDocument26 pages1522-IA-13 - Science and Calculations For Fabrication and Welding Work BookScott TrainorNo ratings yet
- Fundamentals of Gas Welding and CuttingDocument85 pagesFundamentals of Gas Welding and CuttingScott TrainorNo ratings yet
- Weld Test Checklist: Welder (S) DetailsDocument2 pagesWeld Test Checklist: Welder (S) DetailsScott Trainor100% (1)
- Welding and Cutting Issue 4 2014 LowresDocument68 pagesWelding and Cutting Issue 4 2014 LowresScott TrainorNo ratings yet
- PEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesDocument3 pagesPEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesScott TrainorNo ratings yet
- Welding and Cutting Issue 3 2014 LowresDocument80 pagesWelding and Cutting Issue 3 2014 LowresScott TrainorNo ratings yet
- Welding and Cutting Issue 5 2014Document75 pagesWelding and Cutting Issue 5 2014Scott TrainorNo ratings yet
- Welding and Cutting Issue 5 2014Document75 pagesWelding and Cutting Issue 5 2014Scott TrainorNo ratings yet
- PEO/2.29 Unit No 29: Preparing and Using Manual MIG, MAG and Other Continuous Wire Welding EquipmentDocument3 pagesPEO/2.29 Unit No 29: Preparing and Using Manual MIG, MAG and Other Continuous Wire Welding EquipmentScott TrainorNo ratings yet
- 2.05 Bench Fitting To Support 206 BMDocument61 pages2.05 Bench Fitting To Support 206 BMScott TrainorNo ratings yet
- PEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesDocument3 pagesPEO/2.05 Unit No 05: Producing Components Using Hand Fitting TechniquesScott TrainorNo ratings yet
- Finally MThesisDocument165 pagesFinally MThesisScott Trainor100% (1)
- Welding and Cutting Issue 2 2014 LowresDocument64 pagesWelding and Cutting Issue 2 2014 LowresScott TrainorNo ratings yet
- WWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesDocument60 pagesWWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesScott TrainorNo ratings yet
- Midterm Examination: Ce 322 - Building Systems DesignDocument5 pagesMidterm Examination: Ce 322 - Building Systems DesignJEAN KATHLEEN SORIANONo ratings yet
- New Microsoft Word DocumentDocument18 pagesNew Microsoft Word DocumentSreekanth PagadapalliNo ratings yet
- Australian Mining ClusterDocument34 pagesAustralian Mining ClusterKumar Subrahmanya MankalaNo ratings yet
- Fetal BehaviourDocument1 pageFetal BehaviourJuan José Espinoza OsoresNo ratings yet
- JB W9 DPP 22 24Document21 pagesJB W9 DPP 22 24Anonymous H8TylnrHNo ratings yet
- Cold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypesDocument5 pagesCold-Rolled Magnetic Lamination Quality Steel, Semiprocessed TypessamehNo ratings yet
- Contribution of Plato in Political ThoughtDocument18 pagesContribution of Plato in Political ThoughtKOTUB UDDIN AHMED100% (2)
- Global Ethical Issues Unit 3Document15 pagesGlobal Ethical Issues Unit 3aditi anandNo ratings yet
- Spohn Performance, Inc.: Part# D94-02-TB-DS - Adjustable Front Track BarDocument5 pagesSpohn Performance, Inc.: Part# D94-02-TB-DS - Adjustable Front Track BarJameson PowersNo ratings yet
- STEP 1 Could It Be HIV? STEP 2 Informed Consent and Testing STEP 3 Conveying Test ResultsDocument2 pagesSTEP 1 Could It Be HIV? STEP 2 Informed Consent and Testing STEP 3 Conveying Test ResultsahjkseflhasefNo ratings yet
- Conceptualisation and Pilot Study of Shelled Compressed Earth Block For Sustainable Housing in NigeriaDocument15 pagesConceptualisation and Pilot Study of Shelled Compressed Earth Block For Sustainable Housing in NigeriaMMMFIAZNo ratings yet
- 5 XerophtalmiaDocument36 pages5 XerophtalmiaMarshet GeteNo ratings yet
- High Voltage Engineering Assignment No 2: Ma'Am DR Sidra MumtazDocument7 pagesHigh Voltage Engineering Assignment No 2: Ma'Am DR Sidra MumtazZabeehullahmiakhailNo ratings yet
- Bridas WN Clase 150Document1 pageBridas WN Clase 150juan ormacheaNo ratings yet
- Soal Uts Bahasa Inggris Kelas 4 Semester 2Document3 pagesSoal Uts Bahasa Inggris Kelas 4 Semester 2Rosalita Veri Dwiyanti, S.pd.No ratings yet
- Chemical EnergerticsDocument24 pagesChemical EnergerticsAnotidaishe ChakanetsaNo ratings yet
- International Coatings MaintenanceDocument19 pagesInternational Coatings Maintenanceluckystrike9008100% (2)
- Revised-13.8kV Cable Sizing Calc-Arar 03.03.2005Document10 pagesRevised-13.8kV Cable Sizing Calc-Arar 03.03.2005srigirisetty208No ratings yet
- Product Manual For High Strength Deformed Steel Bars and Wires For Concrete Reinforcement ACCORDING TO IS 1786: 2008Document9 pagesProduct Manual For High Strength Deformed Steel Bars and Wires For Concrete Reinforcement ACCORDING TO IS 1786: 2008N.J. PatelNo ratings yet
- UEFA B - Technical InformationDocument85 pagesUEFA B - Technical InformationILO 007No ratings yet
- Chemistry Exam Q ADocument14 pagesChemistry Exam Q AmateialesandraNo ratings yet
- TOC Cleaning ValidationDocument6 pagesTOC Cleaning Validationjljimenez1969100% (1)
- PolynomialsDocument44 pagesPolynomialsSumit ManeNo ratings yet
- Smudge Cells:: What Technologists Need To KnowDocument5 pagesSmudge Cells:: What Technologists Need To KnowdewaNo ratings yet
- Gear Box Catalogue PDFDocument7 pagesGear Box Catalogue PDFPiyush Anand100% (2)
- 3504 S 63 Rev 0 ENDocument2 pages3504 S 63 Rev 0 ENIbrahim AsifNo ratings yet
- Babar Abbasi C VDocument10 pagesBabar Abbasi C VmimrantajNo ratings yet
- Talent Level 3 IGCSE Keys and ScriptsDocument2 pagesTalent Level 3 IGCSE Keys and ScriptsLUISA CASTRO CUNEONo ratings yet