Download as docx, pdf, or txt
You might also like
- Silent Partnership AgreementDocument5 pagesSilent Partnership AgreementAustin Williams60% (10)
- Subsea Rigid Pipelines – Methods of InstallationFrom EverandSubsea Rigid Pipelines – Methods of InstallationRating: 5 out of 5 stars5/5 (1)
- Secondary Progression Test - Stage 8 English Paper 1 PDFDocument12 pagesSecondary Progression Test - Stage 8 English Paper 1 PDFMaram70% (10)
- Method Statement For Ss PipingDocument11 pagesMethod Statement For Ss Pipingbrijesh shah67% (3)
- CBLM Core Smaw nc1Document57 pagesCBLM Core Smaw nc1MANPOWER ORMOC100% (5)
- TVL-SMAW 12 - Week 4 - Lesson 2 - International Welding Codes and StandardsDocument12 pagesTVL-SMAW 12 - Week 4 - Lesson 2 - International Welding Codes and StandardsNelPalalon100% (1)
- 1G Flat PositionDocument10 pages1G Flat PositionAlejandro Jr. TagacayNo ratings yet
- Case Study 1Document3 pagesCase Study 1Carel Jumawan100% (1)
- Module Weld Subsequent Filling PassDocument10 pagesModule Weld Subsequent Filling Passbarry bonzoNo ratings yet
- CBC Smaw PipeDocument10 pagesCBC Smaw PipeYuriiNo ratings yet
- Rating Sheet CANDIDATE 1Document7 pagesRating Sheet CANDIDATE 1orshi25ooNo ratings yet
- CP Smaw L3Document18 pagesCP Smaw L3yeopsagorNo ratings yet
- UNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesDocument152 pagesUNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesNaive Eilevor100% (2)
- CBLM Smaw NC Ii PipeDocument40 pagesCBLM Smaw NC Ii PipeRyanM.PradelNo ratings yet
- CBLMDocument11 pagesCBLMfred gallardoNo ratings yet
- Job SheetDocument2 pagesJob SheetnickNo ratings yet
- Core CompetenciesDocument8 pagesCore CompetenciesMphilipTNo ratings yet
- Guidance To Prepare WPS-PQR For WeldingDocument1 pageGuidance To Prepare WPS-PQR For WeldingSaran Kumar86% (7)
- Core Smaw NC IDocument13 pagesCore Smaw NC INICOSAT CollegesNo ratings yet
- Ok Demonstration Checklist With Oral QuestioningDocument2 pagesOk Demonstration Checklist With Oral QuestioningnickNo ratings yet
- 1F Flat PositionDocument14 pages1F Flat PositionAlejandro Jr. TagacayNo ratings yet
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDocument3 pagesTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputNo ratings yet
- Smaw Ncii ModuleDocument47 pagesSmaw Ncii ModuleRonald Miguel AlconisNo ratings yet
- CBLM Smaw NciiDocument44 pagesCBLM Smaw NciiJacaskills Jstac50% (2)
- Welding - SkillsUSADocument5 pagesWelding - SkillsUSACory StinnettNo ratings yet
- A. Position: Welding Inspector (QA/QC Inspector) ResponbilityDocument8 pagesA. Position: Welding Inspector (QA/QC Inspector) Responbilitydidi sudiNo ratings yet
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- Institutional Assessment ToolsDocument17 pagesInstitutional Assessment ToolslildensixxNo ratings yet
- CBLM PipeDocument44 pagesCBLM PipeAko Lang Poh100% (5)
- Parts of A Competency-Based Learning Material PackageDocument19 pagesParts of A Competency-Based Learning Material PackageRoedfrey OrtizNo ratings yet
- Ministry of Education, Malaysia Curriculum Development Division Vocational College Standard CurricullumDocument12 pagesMinistry of Education, Malaysia Curriculum Development Division Vocational College Standard CurricullumMohamad Nadzri YahayaNo ratings yet
- SiC Special Inspections GuideDocument28 pagesSiC Special Inspections GuideReinaldo Andrei SalazarNo ratings yet
- Module 1 SMAW 11 12 Q2 1Document13 pagesModule 1 SMAW 11 12 Q2 1Marc CadalinNo ratings yet
- API577 IDC Weld Inspect Aug15 PDFDocument7 pagesAPI577 IDC Weld Inspect Aug15 PDFMohamad AzuwanNo ratings yet
- CBLM For SMAW DondonDocument148 pagesCBLM For SMAW DondonRomeo Espinosa Carmona Jr100% (3)
- Asme-Ix PDFDocument9 pagesAsme-Ix PDFMuhammad ThohirNo ratings yet
- Job Sheet 1Document1 pageJob Sheet 1orshi25ooNo ratings yet
- Requirements To Be AccomplishedDocument9 pagesRequirements To Be Accomplishedcheenee dela cruzNo ratings yet
- Task Sheet 1Document4 pagesTask Sheet 1crystal galapon100% (3)
- 1) For Ultrasonic Testing, Which of The Following Statements Is True?Document5 pages1) For Ultrasonic Testing, Which of The Following Statements Is True?Rohit MalhotraNo ratings yet
- CBLM SmawDocument71 pagesCBLM SmawJoven Roque100% (2)
- Method Statement For Ss PipingDocument10 pagesMethod Statement For Ss PipingNishar BalkavadeNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Materi WI - EngDocument5 pagesMateri WI - EngDARYONO sudaryonoNo ratings yet
- LADWER API 510 - API RP 577 April 2017Document7 pagesLADWER API 510 - API RP 577 April 2017Luthfi ArdiansyahNo ratings yet
- ShipDocument7 pagesShipjyotiNo ratings yet
- Acabado Tuberia SanitariaDocument21 pagesAcabado Tuberia SanitariaAndresNo ratings yet
- Manual 2266Document9 pagesManual 2266Farea Yusuf KhanNo ratings yet
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- Repair WeldDocument9 pagesRepair WeldEvan Jared L. GalvezNo ratings yet
- Welding Inspector May 2021Document8 pagesWelding Inspector May 2021SUNIL BABURAO GAVADENo ratings yet
- Competency - Based Learning Materials: Metals and Engineering (Sector)Document44 pagesCompetency - Based Learning Materials: Metals and Engineering (Sector)Gissele Abolucion100% (1)
- Inspector Course OutlineDocument23 pagesInspector Course Outlinebhingmeh yotalNo ratings yet
- Pressure Vessel Inspector Certification - by PuspatriDocument162 pagesPressure Vessel Inspector Certification - by Puspatrijsaul100% (2)
- Insulating JointDocument17 pagesInsulating Jointreza329329100% (1)
- Product Manual For Oriented Unplasticized Polyvinyl Chloride (Pvc-O) Pipes For Water Supply According To Is 16647: 2017Document13 pagesProduct Manual For Oriented Unplasticized Polyvinyl Chloride (Pvc-O) Pipes For Water Supply According To Is 16647: 2017Murali SomasundharamNo ratings yet
- 14.PS-14-Welding WorksDocument27 pages14.PS-14-Welding Worksjoel comerosNo ratings yet
- Module 2 International Welding CodesDocument24 pagesModule 2 International Welding CodesMARCOE ALONZO ACAINNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Uses of The Perfect InfinitiveDocument24 pagesUses of The Perfect InfinitivemiraeNo ratings yet
- AGO - Program Evaluation AnalysisDocument4 pagesAGO - Program Evaluation AnalysismiraeNo ratings yet
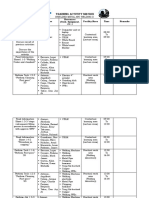
- Training Activity Matrix: Training Activities Trainee Resources Facility/Area Time RemarksDocument4 pagesTraining Activity Matrix: Training Activities Trainee Resources Facility/Area Time RemarksmiraeNo ratings yet
- Project PrelimDocument1 pageProject PrelimmiraeNo ratings yet
- Ferdinand Magellan Expedition To The PhilippinesDocument2 pagesFerdinand Magellan Expedition To The PhilippinesmiraeNo ratings yet
- The SecularizationDocument16 pagesThe SecularizationmiraeNo ratings yet
- OppositionDocument13 pagesOppositionmiraeNo ratings yet
- Application Software: BY Brendalyraayoan Anak Robinson Lee Li ThinDocument8 pagesApplication Software: BY Brendalyraayoan Anak Robinson Lee Li ThinmiraeNo ratings yet
- Unit-4 Special ConcreteDocument32 pagesUnit-4 Special Concretemeena y rNo ratings yet
- Asian RegionalismDocument13 pagesAsian RegionalismAxel NeoNo ratings yet
- Forensic Science International - Volume 164 PDFDocument199 pagesForensic Science International - Volume 164 PDFeduardNo ratings yet
- Valuation Models: Aswath DamodaranDocument20 pagesValuation Models: Aswath Damodaranmohitsinghal26No ratings yet
- Free Windows 10 ProductDocument11 pagesFree Windows 10 ProductIvan DimitrovNo ratings yet
- Assignment ThermoDocument6 pagesAssignment ThermoShahrul NaimNo ratings yet
- Sap Bopf Quick GuideDocument109 pagesSap Bopf Quick GuideMaría Lázaro ChuecaNo ratings yet
- ISYE 530 Spring 2020 SyllabusDocument2 pagesISYE 530 Spring 2020 SyllabusswapnilNo ratings yet
- The Sales ProcessDocument19 pagesThe Sales ProcessHarold Dela FuenteNo ratings yet
- Rosenbaum CJMDocument16 pagesRosenbaum CJMRamart HDNo ratings yet
- Current Technology in Genetic EngineeringDocument2 pagesCurrent Technology in Genetic EngineeringAnne Clarisse BarrientosNo ratings yet
- Pricelist The Dessert TableDocument17 pagesPricelist The Dessert TablegatiNo ratings yet
- # 112 Change Solenoid On Top Drive1Document2 pages# 112 Change Solenoid On Top Drive1HSE ManagerNo ratings yet
- Padanan KataDocument3 pagesPadanan Katabk28oktober19282 smkNo ratings yet
- Mataria - Engineering Research JournalDocument5 pagesMataria - Engineering Research JournalAwadHilmyNo ratings yet
- Tugas IndividuDocument6 pagesTugas IndividuMuhammad Fauzan H FauzanNo ratings yet
- MCES Envelop 1Document36 pagesMCES Envelop 1ralpdulayliboonNo ratings yet
- Chapter 1 Toxins - Kill The Primates, Rule The World. Or: Don't Turn Your Back On A Fungus!Document9 pagesChapter 1 Toxins - Kill The Primates, Rule The World. Or: Don't Turn Your Back On A Fungus!Eved1981 superrito.comNo ratings yet
- Decimal Series: 1 Naya Paisa Copper Nickle IssueDocument8 pagesDecimal Series: 1 Naya Paisa Copper Nickle IssueSeshadri VenkatNo ratings yet
- LUGGAGE THEFT (Baksho Churi)Document4 pagesLUGGAGE THEFT (Baksho Churi)Uddalak BanerjeeNo ratings yet
- China Banking Corp vs. CA - GR No.140687Document13 pagesChina Banking Corp vs. CA - GR No.140687Leizl A. VillapandoNo ratings yet
- ColorsDocument119 pagesColors密か 德永No ratings yet
- 3844 D DANQUAH Conditional Offer Letter 1Document3 pages3844 D DANQUAH Conditional Offer Letter 1Lozo DreNo ratings yet
- Child and Families.Document6 pagesChild and Families.CNo ratings yet
- Inset OutputDocument2 pagesInset OutputJackielou Biala-Guba Mosada RebualosNo ratings yet
- Đề Khảo Sát Chất Lượng Lần 1 Năm Học 2018-2019Document29 pagesĐề Khảo Sát Chất Lượng Lần 1 Năm Học 2018-2019Vu Tien ManhNo ratings yet
- EF3e Elem Quicktest 01Document3 pagesEF3e Elem Quicktest 01kujtim78No ratings yet