Download as pdf or txt
You might also like
- Top Five Causes of Switchgear FailureDocument3 pagesTop Five Causes of Switchgear FailureGlenn Adalia Bonita75% (4)
- 6 PDFDocument1 page6 PDFGerald See TohNo ratings yet
- Cayan Tower InfoDocument2 pagesCayan Tower InfoAatifNo ratings yet
- Mecanismos de Falha Nos Capacitores de CerâmicaDocument9 pagesMecanismos de Falha Nos Capacitores de CerâmicaLeonardo RennóNo ratings yet
- Avx - SMD Soldering Techniques & Thermal Shock in MLCCDocument6 pagesAvx - SMD Soldering Techniques & Thermal Shock in MLCCzcheng1980100% (4)
- Design Guidelines For Ceramic Capacitors Attached SAC SolderDocument12 pagesDesign Guidelines For Ceramic Capacitors Attached SAC SolderZetocha MilanNo ratings yet
- CA Failure in Ed Polypropylene CapacitorsDocument2 pagesCA Failure in Ed Polypropylene CapacitorsrithushivaNo ratings yet
- Motor-Cad Iemdc 2003Document9 pagesMotor-Cad Iemdc 2003simu84No ratings yet
- Heeg 2011Document8 pagesHeeg 2011bensNo ratings yet
- RootCauseAnalysis of Machine Stator Failures Electric MotorsDocument13 pagesRootCauseAnalysis of Machine Stator Failures Electric MotorsJAVIER ARTURO CORREA LOAIZANo ratings yet
- Handout PDFDocument51 pagesHandout PDFSCE SOLAPUR100% (1)
- Diagnostic Testing and Condition Assessment of Large GeneratorsDocument77 pagesDiagnostic Testing and Condition Assessment of Large GeneratorsmersiumNo ratings yet
- Seamless Superconducting RF CavitiesDocument4 pagesSeamless Superconducting RF CavitiesCarlos ArenasNo ratings yet
- Capit-04-4-Anexo 03Document17 pagesCapit-04-4-Anexo 03edgarafonsecaNo ratings yet
- On The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart I MetallizationDocument10 pagesOn The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart I MetallizationJiyang WangNo ratings yet
- Iiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Document9 pagesIiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Georgiana-LuizaNo ratings yet
- Practical Considerations For Attaching Surface-Mount ComponentsDocument7 pagesPractical Considerations For Attaching Surface-Mount ComponentsNilesh NarkhedeNo ratings yet
- The Fracture of Brittle Materials: Testing and Analysis, First Edition. Stephen W. FreimanDocument5 pagesThe Fracture of Brittle Materials: Testing and Analysis, First Edition. Stephen W. Freimandarebusi1No ratings yet
- DPR - RPT by EDMDocument11 pagesDPR - RPT by EDMswapnil pandeNo ratings yet
- Review of Resistance Spot Welding of SteelDocument31 pagesReview of Resistance Spot Welding of SteelLívia RodriguesNo ratings yet
- 422ME-3 Production Engineering-3 Lab - Manual: Processing of Polymer Materials and Application of 3D PrintingDocument10 pages422ME-3 Production Engineering-3 Lab - Manual: Processing of Polymer Materials and Application of 3D PrintingSyed KhaleelullahNo ratings yet
- Bobinados - FallasDocument10 pagesBobinados - FallassergiorezkNo ratings yet
- My Wrks NCMT IncmpltDocument17 pagesMy Wrks NCMT IncmpltUnni HaridasNo ratings yet
- 05 DragoiDocument8 pages05 DragoitmengaahkustNo ratings yet
- Design of A New Generation of Internal Arc Resistant SwitchgearDocument9 pagesDesign of A New Generation of Internal Arc Resistant Switchgearpatilshailesh123No ratings yet
- Failure Analysis of Tube and Shell Heat ExchangerDocument5 pagesFailure Analysis of Tube and Shell Heat ExchangerIJRASETPublicationsNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Loop Test and Core RepairDocument6 pagesLoop Test and Core Repairhino_kagu100% (1)
- Buehler Welding MetallographyFerrous MetalsDocument7 pagesBuehler Welding MetallographyFerrous Metalssukhabhukha987No ratings yet
- Industrial Strength DesignDocument4 pagesIndustrial Strength DesignPhạm Văn TưởngNo ratings yet
- High Temperature Degradation in Power Plants and RefineriesDocument10 pagesHigh Temperature Degradation in Power Plants and RefineriesrenataNo ratings yet
- Basics of Capacitors (Lesson 6) Mounting Methods For Chip Monolithic Ceramic Capacitors - Murata Manufacturing CoDocument3 pagesBasics of Capacitors (Lesson 6) Mounting Methods For Chip Monolithic Ceramic Capacitors - Murata Manufacturing CoAlanNo ratings yet
- Processed-Presentation 1Document17 pagesProcessed-Presentation 1Christian EstebanNo ratings yet
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDocument13 pagesMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikNo ratings yet
- AN0-42 - Practical Considerations For Attaching Surface-Mount ComponentsDocument7 pagesAN0-42 - Practical Considerations For Attaching Surface-Mount Componentsketab_doostNo ratings yet
- Unit I: Design Against Static and Fatigue LoadsDocument10 pagesUnit I: Design Against Static and Fatigue LoadsG.G. PRABHATH CHINTHAKANo ratings yet
- Transformer Faults Part-A NotesDocument19 pagesTransformer Faults Part-A Notesdattatray kulkarniNo ratings yet
- Unit 4 Lesson 4Document7 pagesUnit 4 Lesson 4mahmoud yarahmadiNo ratings yet
- Figure 1: Abrasive Wear of Hot Forging DieDocument4 pagesFigure 1: Abrasive Wear of Hot Forging DieANo ratings yet
- The Benefits of Surge and Hipot Testing of Electric MotorsDocument5 pagesThe Benefits of Surge and Hipot Testing of Electric Motorsamk2009No ratings yet
- Advanced Welding ProcessesDocument103 pagesAdvanced Welding ProcessesHTANo ratings yet
- Electrochemical MachiningDocument22 pagesElectrochemical MachiningAkshatshuklaNo ratings yet
- PrimeroDocument121 pagesPrimerojuan manuelNo ratings yet
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- Testing WeldsDocument16 pagesTesting Weldschokrib100% (2)
- Lec3 - Machining Equipment - PRE 314 - NewDocument18 pagesLec3 - Machining Equipment - PRE 314 - NewMahmoud EldesoukiNo ratings yet
- Chapter Chemical MachiningDocument35 pagesChapter Chemical MachiningMagenthran KuppusamyNo ratings yet
- An103 PDFDocument3 pagesAn103 PDFabdulyunus_amirNo ratings yet
- PTR 01-Introduction ENU PDFDocument29 pagesPTR 01-Introduction ENU PDFAhmed HasanNo ratings yet
- Lec. 7Document59 pagesLec. 7ʆƠƘЄƦ 6No ratings yet
- LESSON 4 (B)Document12 pagesLESSON 4 (B)learntomindyourownbusinessokayNo ratings yet
- Thermocracking of A Mechanical SealDocument16 pagesThermocracking of A Mechanical SealAjla TihicNo ratings yet
- Solovastru Ioan L1Document7 pagesSolovastru Ioan L1Anonymous iztPUhIiNo ratings yet
- Friction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsDocument11 pagesFriction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsNEMANI SURESH PATILNo ratings yet
- Aerospace Materials AssignmentDocument8 pagesAerospace Materials AssignmentRaef kobeissiNo ratings yet
- Review On Operational Faults in Synchronous GeneratorsDocument5 pagesReview On Operational Faults in Synchronous GeneratorsAnonymous 0BYsFuVNo ratings yet
- Weld Imperfections 01Document34 pagesWeld Imperfections 01Ahmad NazmiNo ratings yet
- Edm and Ebm: Presentation On Non-Conventional MachiningDocument18 pagesEdm and Ebm: Presentation On Non-Conventional MachiningSagan PreetNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsFrom EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNo ratings yet
- 1 PDFDocument1 page1 PDFGerald See TohNo ratings yet
- Lee 1989Document14 pagesLee 1989Gerald See TohNo ratings yet
- GP - Updated 14082019Document36 pagesGP - Updated 14082019Gerald See TohNo ratings yet
- TM 2.1.2A - Pinhole Evaluation, Dye Penetration Method 3-76Document1 pageTM 2.1.2A - Pinhole Evaluation, Dye Penetration Method 3-76Gerald See TohNo ratings yet
- TM 1.3A - Ambient Conditions 1-03Document1 pageTM 1.3A - Ambient Conditions 1-03Gerald See TohNo ratings yet
- IPCDocument8 pagesIPCGerald See TohNo ratings yet
- IPCDocument6 pagesIPCGerald See TohNo ratings yet
- Interpretation of Infrared Spectra, A Practical ApproachDocument24 pagesInterpretation of Infrared Spectra, A Practical ApproachLucas TimmerNo ratings yet
- BSI BS-1726-1-2002 - Guide To Methods of Specifying Tolerances and Testing - Extension Springs PDFDocument18 pagesBSI BS-1726-1-2002 - Guide To Methods of Specifying Tolerances and Testing - Extension Springs PDFGerald See Toh100% (1)
- Defect Detection in Multilayer Ceramic CapacitorsDocument6 pagesDefect Detection in Multilayer Ceramic CapacitorsGerald See TohNo ratings yet
- Mil STD 1580B - CHG 3Document134 pagesMil STD 1580B - CHG 3Gerald See TohNo ratings yet
- My20 Ava Ebro 061219 V6Document16 pagesMy20 Ava Ebro 061219 V6Gerald See TohNo ratings yet
- Mil HDBK 790 PDFDocument54 pagesMil HDBK 790 PDFGerald See TohNo ratings yet
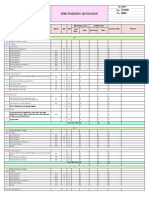
- Boq FHCDocument3 pagesBoq FHCHang ChethaNo ratings yet
- 125SPC 2425116IOM - 53 - Thermatile - Plus - Issue - 4Document12 pages125SPC 2425116IOM - 53 - Thermatile - Plus - Issue - 4PeterNo ratings yet
- Thermostatic Expansion Valves,: Type TE 5 - TE 55Document20 pagesThermostatic Expansion Valves,: Type TE 5 - TE 55dinoestarkxdNo ratings yet
- 1172132997-Oe Combined Prds ValvesDocument21 pages1172132997-Oe Combined Prds ValvesmayurjannuNo ratings yet
- Quantity Surveying - SpecificationDocument39 pagesQuantity Surveying - SpecificationAndrew MwambaNo ratings yet
- Design of Cantilever SlabsDocument2 pagesDesign of Cantilever SlabsMudasir HussainNo ratings yet
- StandardsDocument4 pagesStandardsridNo ratings yet
- Fencing and GatesDocument6 pagesFencing and GatesAliea NasreenNo ratings yet
- JKM615 635N 78HL4 BDV F7 enDocument2 pagesJKM615 635N 78HL4 BDV F7 enhira.smjafferNo ratings yet
- Retaining Counterfort Wall DesignDocument7 pagesRetaining Counterfort Wall DesignGoutam Chakraborty100% (3)
- 04 Dong Ohio State UniversityDocument9 pages04 Dong Ohio State Universitygurpinder dhaliwalNo ratings yet
- CE54 Domestic+Heating+Sizing+MethodDocument6 pagesCE54 Domestic+Heating+Sizing+Methodjoasobral100% (1)
- Carnot CycleDocument11 pagesCarnot CycleEngr RbNo ratings yet
- B.Konstruksi JTR: 1. KONSTRUKSI TYPE TR.1 (Penyangga)Document6 pagesB.Konstruksi JTR: 1. KONSTRUKSI TYPE TR.1 (Penyangga)Yanuar Ardian PutraNo ratings yet
- Group 3 CementDocument92 pagesGroup 3 Cementshuckss taloNo ratings yet
- Development of A Cutting Tool For Composites With Thermoplastic MatrixDocument6 pagesDevelopment of A Cutting Tool For Composites With Thermoplastic MatrixEge menNo ratings yet
- Clay-Polymer NanocompositesDocument1 pageClay-Polymer NanocompositesAabraham Samraj PonmaniNo ratings yet
- Grlweap Driven PilesDocument28 pagesGrlweap Driven PilesBolarinwa80% (5)
- BMCG 2613 - CHAPTER 5 Fluid KinematicsDocument51 pagesBMCG 2613 - CHAPTER 5 Fluid KinematicsSyakir ImanNo ratings yet
- Split Tee Specifications and Drawings - 20130906 - 191217Document17 pagesSplit Tee Specifications and Drawings - 20130906 - 191217Anonymous cuOIjrLINo ratings yet
- NV Series 30 36 Installation ManualDocument12 pagesNV Series 30 36 Installation ManualkletnikNo ratings yet
- InstallationDocument3 pagesInstallationANDREW GIDIONNo ratings yet
- Cot Req 15 Aifa Tepic FT Lithonia - CSVTDocument4 pagesCot Req 15 Aifa Tepic FT Lithonia - CSVTalberto cardozo piñaNo ratings yet
- ENTC 370-Lab 6-EES The First LawDocument10 pagesENTC 370-Lab 6-EES The First LawDavorin IvićNo ratings yet
- Klinger Bochure FinalDocument5 pagesKlinger Bochure FinalwongngganthengNo ratings yet
- Book - Sprayed Concrete - enDocument294 pagesBook - Sprayed Concrete - enBenjamin Musa ダNo ratings yet
- Retail colorchart-REYNOBONDDocument8 pagesRetail colorchart-REYNOBONDJonathanNo ratings yet
- 1st Assignment DME-IDocument2 pages1st Assignment DME-IenggsantuNo ratings yet
- Electrical Duct Bank LogDocument5 pagesElectrical Duct Bank LogRam SelvaNo ratings yet