Download as xlsx, pdf, or txt
You might also like
- Strategic Change - 2006 - Greener - Managing Change Before Change ManagementDocument8 pagesStrategic Change - 2006 - Greener - Managing Change Before Change ManagementdanaNo ratings yet
- CF34-10 Technical Manual Index March 1, 2022: All Component Maintenance Manuals Are Revised As RequiredDocument21 pagesCF34-10 Technical Manual Index March 1, 2022: All Component Maintenance Manuals Are Revised As RequiredSalvador AdamoNo ratings yet
- CATERPILLAR CAT D8R TRACK-TYPE TRACTOR Parts Catalog ManualDocument20 pagesCATERPILLAR CAT D8R TRACK-TYPE TRACTOR Parts Catalog Manualshakhko100% (2)
- Giraffe Blood CirculationDocument9 pagesGiraffe Blood Circulationthalita asriandinaNo ratings yet
- Block 2 - PECDocument268 pagesBlock 2 - PECduyanhNo ratings yet
- 773 Ka3450p1Document1 page773 Ka3450p1anna mannaNo ratings yet
- S96029 EVP F07A SMT 0030 R2 Cable Schedule Rev.3Document2 pagesS96029 EVP F07A SMT 0030 R2 Cable Schedule Rev.3AffiqNo ratings yet
- GirishDocument7 pagesGirishgsalunkhe241287No ratings yet
- DF330DZ MakitaDocument2 pagesDF330DZ MakitaScott FullerNo ratings yet
- Package 2 & 4 Block 2 (Sec 3 & 4) - Turnaround Daily Work PlanDocument111 pagesPackage 2 & 4 Block 2 (Sec 3 & 4) - Turnaround Daily Work PlanTuTuy AnNo ratings yet
- Sospensioni Moto TabellaDocument1 pageSospensioni Moto TabellaAnonymous XGp1ASz0GNo ratings yet
- 0240 1183 4Document12 pages0240 1183 4Marko ŠkaraNo ratings yet
- Acer Al1731Document28 pagesAcer Al1731Donald AndersenNo ratings yet
- Armado 793d InglésDocument289 pagesArmado 793d InglésFelipeNicolasSilvaNo ratings yet
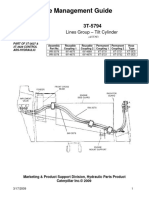
- Hose Management Guide: SN: 80Z Lines Group - Tilt CylinderDocument39 pagesHose Management Guide: SN: 80Z Lines Group - Tilt Cylinderjvp23894247No ratings yet
- TM 9-6115-465-24PDocument467 pagesTM 9-6115-465-24PAdvocate100% (1)
- Ds 50Document63 pagesDs 50Валерий ПоляцкийNo ratings yet
- 250 MLDocument19 pages250 MLnosajseveerNo ratings yet
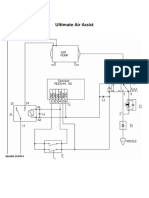
- Ultimate Air Assist PDFDocument2 pagesUltimate Air Assist PDFYuri Arce EspinosaNo ratings yet
- Service Replacements For Noncurrent Piston Pumps 6E-1278 120G 4HDDocument15 pagesService Replacements For Noncurrent Piston Pumps 6E-1278 120G 4HDpacman2803No ratings yet
- 02 MotorDocument99 pages02 Motorkarol1177No ratings yet
- C900D5Document6 pagesC900D5josephvanbacNo ratings yet
- M60dsu4 0445XB Man 001Document13 pagesM60dsu4 0445XB Man 001Riski KurniawanNo ratings yet
- D10R - AKT - Hose Management Guide PDFDocument43 pagesD10R - AKT - Hose Management Guide PDFAla Eddine BarhoumiNo ratings yet
- ASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002Document15 pagesASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002yu gangNo ratings yet
- Ehamvidp PDF 1693135808Document111 pagesEhamvidp PDF 1693135808Maurits VeenNo ratings yet
- BigDutchman Spare Parts June 2019-1-1Document58 pagesBigDutchman Spare Parts June 2019-1-1Daniel IonutNo ratings yet
- D11T - AmaDocument38 pagesD11T - Amajvp23894247No ratings yet
- Blohm + Voss Ag Tmpb-10Document123 pagesBlohm + Voss Ag Tmpb-10John ZhongNo ratings yet
- CONECTORESDocument114 pagesCONECTORESjorgetpr81No ratings yet
- 40 N177Document1 page40 N177ferasqdiaNo ratings yet
- Group 5 Connectors Group 5 Connectors: 1. Connector Destination 1. Connector DestinationDocument20 pagesGroup 5 Connectors Group 5 Connectors: 1. Connector Destination 1. Connector Destinationmohamed omerNo ratings yet
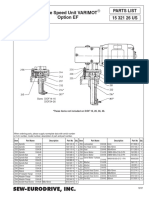
- Variable Speed Unit VARIMOT Option EF: Sew-Eurodrive, IncDocument1 pageVariable Speed Unit VARIMOT Option EF: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- 047 PDFDocument345 pages047 PDFLuisTolosaNo ratings yet
- TacairDocument11 pagesTacaircatseekit 캣시킷No ratings yet
- 6 Intake Air Duct: Remove/installDocument2 pages6 Intake Air Duct: Remove/installLudmila CroitoruNo ratings yet
- Ehamomdb PDF 1517585052Document61 pagesEhamomdb PDF 1517585052Maurits VeenNo ratings yet
- Manual Da Bba PrelubDocument12 pagesManual Da Bba PrelubVinicio de SouzaNo ratings yet
- App Rai 113Document3 pagesApp Rai 113RaiNo ratings yet
- 145-7995 Turbocharger Cat 3512 4aw01775Document2 pages145-7995 Turbocharger Cat 3512 4aw01775emiliano ZappaterraNo ratings yet
- Model: BSF28Z.12L 210602265 / 670201025 Machine Card 01/22/2007 1 of 6Document173 pagesModel: BSF28Z.12L 210602265 / 670201025 Machine Card 01/22/2007 1 of 6Alonso MtZ100% (1)
- Delta Parts CatalogDocument209 pagesDelta Parts CatalogPeter GaluszkaNo ratings yet
- CS-D24DB4H5 Cu-D24dbh5Document129 pagesCS-D24DB4H5 Cu-D24dbh5Dũng LêNo ratings yet
- Group 5 Connectors Group 5 Connectors: 1. Connector Destination 1. Connector DestinationDocument20 pagesGroup 5 Connectors Group 5 Connectors: 1. Connector Destination 1. Connector DestinationTaha RdmanNo ratings yet
- Savant SPD1010 IPB Integrated SpeedVac System - Parts List Exploded ViewDocument6 pagesSavant SPD1010 IPB Integrated SpeedVac System - Parts List Exploded Viewnavarrog90No ratings yet
- Despiece DF 130 CDocument196 pagesDespiece DF 130 CSamuel Moreno100% (1)
- 212 86 92 - RepairedDocument11 pages212 86 92 - Repairedsebastian cruzNo ratings yet
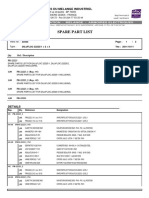
- DSA 2011 01967 - Spare Parts ListDocument2 pagesDSA 2011 01967 - Spare Parts ListMehedi HasanNo ratings yet
- Control Valve D8R..Document2 pagesControl Valve D8R..SyahdiNo ratings yet
- 06-Air Inlet and Exhaust SystemDocument29 pages06-Air Inlet and Exhaust SystemSidney RodriguesNo ratings yet
- ACS800 MultiDriveDocument104 pagesACS800 MultiDriveYasir AbdooNo ratings yet
- Rotair OLS160 PartsDocument5 pagesRotair OLS160 PartsJan KoniecznyNo ratings yet
- M60dsu4 0443XB Man 001Document13 pagesM60dsu4 0443XB Man 001Riski KurniawanNo ratings yet
- Backstop MountDocument3 pagesBackstop Mountluis terronesNo ratings yet
- Spare Parts For SMC 112Document53 pagesSpare Parts For SMC 112YanaNo ratings yet
- Chalwyn-D-AutoManual-Spindle-CE210 (7) 0716Document8 pagesChalwyn-D-AutoManual-Spindle-CE210 (7) 0716Dhiven VesNo ratings yet
- CONTENTSDocument6 pagesCONTENTSESRANo ratings yet
- D2002M WK T4Document5 pagesD2002M WK T4Charly Perez PlazaNo ratings yet
- Catalog - Wastewater DuplexDocument2 pagesCatalog - Wastewater DuplexYohemir MarinNo ratings yet
- Table of Contents - ManualDocument4 pagesTable of Contents - ManualRich KennedyNo ratings yet
- (Package 2 - Pec-Dcsm) NSRP Daily Progress Report - 201910 - 23Document21 pages(Package 2 - Pec-Dcsm) NSRP Daily Progress Report - 201910 - 23duyanhNo ratings yet
- Welding Procedure Specification (WPS) : Supporting PQR 01Document2 pagesWelding Procedure Specification (WPS) : Supporting PQR 01duyanhNo ratings yet
- Block 2 - PECDocument268 pagesBlock 2 - PECduyanhNo ratings yet
- 1-Package Wise Tracking Sheet - Matrix - Package WORK DONE MARKED UPDocument86 pages1-Package Wise Tracking Sheet - Matrix - Package WORK DONE MARKED UPduyanhNo ratings yet
- Welding Inspector IntroductionDocument6 pagesWelding Inspector IntroductionduyanhNo ratings yet
- DCSM Exe Org Chart FinalDocument11 pagesDCSM Exe Org Chart FinalduyanhNo ratings yet
- Turnaround Work List Categorization of Work Items Defect Confirmation Defect Is JGCSDocument11 pagesTurnaround Work List Categorization of Work Items Defect Confirmation Defect Is JGCSduyanhNo ratings yet
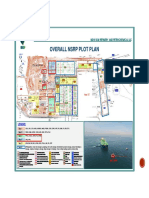
- 3-Plot Plan Section 3, 4 Marked UpDocument1 page3-Plot Plan Section 3, 4 Marked Upduyanh100% (1)
- Kalakalpa Sabda BrahmaDocument51 pagesKalakalpa Sabda Brahmasunil sondhiNo ratings yet
- Sage Instant Accounts Uk Ed...Document3 pagesSage Instant Accounts Uk Ed...TPKratorNo ratings yet
- Sooceal ProjectDocument40 pagesSooceal ProjectSushil ShresthaNo ratings yet
- Jaguar Land Rover Acquisition Part 1Document12 pagesJaguar Land Rover Acquisition Part 1Ankur Dinesh PandeyNo ratings yet
- Sa Pula, Sa PutiDocument84 pagesSa Pula, Sa PutiLuvina Amor Belarma0% (2)
- Objective of ECO401 (1 22) Short NotesDocument11 pagesObjective of ECO401 (1 22) Short Notesmuhammad jamilNo ratings yet
- Genesis g16Document2 pagesGenesis g16Krist UtamaNo ratings yet
- Diagrama 950H PDFDocument1 pageDiagrama 950H PDFDaniel Castillo PeñaNo ratings yet
- Works Cited - Senior PaperDocument2 pagesWorks Cited - Senior Paperapi-660800188No ratings yet
- Hypertensive Patients Knowledge, Self-Care ManagementDocument10 pagesHypertensive Patients Knowledge, Self-Care ManagementLilian ArthoNo ratings yet
- Marking ToolsDocument14 pagesMarking ToolsFabian NdegeNo ratings yet
- Machine Learning in GeoscienceDocument22 pagesMachine Learning in GeoscienceAde PrayudaNo ratings yet
- PH.D - Synopsis - M. Praveen KumarDocument12 pagesPH.D - Synopsis - M. Praveen KumaralexabcdxyzNo ratings yet
- Consequences of Stress: Kushaal Saraf Luv Kumar Jain Shivank Kedia Himashu RawtaniDocument21 pagesConsequences of Stress: Kushaal Saraf Luv Kumar Jain Shivank Kedia Himashu RawtaniSaraf KushalNo ratings yet
- Quant Number Properties Part 1Document7 pagesQuant Number Properties Part 1Khurram AhmedNo ratings yet
- Marinediesels - Co.uk - Members Section Starting and Reversing Sulzer ZA40 Air Start SystemDocument2 pagesMarinediesels - Co.uk - Members Section Starting and Reversing Sulzer ZA40 Air Start SystemArun SNo ratings yet
- Energy Statistics - Power Generation of IPGCL - PPCL: by - Aditi JainDocument16 pagesEnergy Statistics - Power Generation of IPGCL - PPCL: by - Aditi JainknochoutNo ratings yet
- Pembelajaran Literasi Membaca Di Pondok Pesantren Sidogiri Kraton PasuruanDocument17 pagesPembelajaran Literasi Membaca Di Pondok Pesantren Sidogiri Kraton Pasuruanpriyo hartantoNo ratings yet
- Chartplotter Compatibility Guide: Products Content and FeaturesDocument2 pagesChartplotter Compatibility Guide: Products Content and FeaturesRimantas VaiciusNo ratings yet
- Vanscheeuwijck, Marc - in Search of The Eighteenth-Century "Violoncello"Document21 pagesVanscheeuwijck, Marc - in Search of The Eighteenth-Century "Violoncello"Karen BarbosaNo ratings yet
- MC III Exp User ManualDocument136 pagesMC III Exp User ManualJamesStenhouse100% (1)
- Sports and Entertainment Marketing: Sample Role PlaysDocument36 pagesSports and Entertainment Marketing: Sample Role PlaysTAHA GABRNo ratings yet
- Push Button Typical WiringDocument12 pagesPush Button Typical Wiringstrob1974No ratings yet
- Deep Learning in Mobile and Wireless Networking: A SurveyDocument67 pagesDeep Learning in Mobile and Wireless Networking: A SurveyBee MUNo ratings yet
- Arduino Robot Arm TFCDDocument10 pagesArduino Robot Arm TFCDNelson MendivelsoNo ratings yet
- Spill Kit ChecklistDocument1 pageSpill Kit Checklistmd rafiqueNo ratings yet
- What Is The Difference Between Cement and Concrete?Document26 pagesWhat Is The Difference Between Cement and Concrete?Al-Buruj InstituteNo ratings yet