Download as pdf or txt
You might also like
- Mini Practice Set 4 QuickBooks Guide PDFDocument4 pagesMini Practice Set 4 QuickBooks Guide PDFJoseph SalidoNo ratings yet
- Answers To Workbook Exercises: Cambridge Checkpoint English 8Document2 pagesAnswers To Workbook Exercises: Cambridge Checkpoint English 8Mustafa Al QadyNo ratings yet
- Trio Reading 2 Unit 1 Answer KeyDocument15 pagesTrio Reading 2 Unit 1 Answer KeyMo Notie67% (3)
- Chian BE InspectionDocument8 pagesChian BE InspectionGarfang RattanapunNo ratings yet
- Pulveriseren Atriton PDFDocument8 pagesPulveriseren Atriton PDFEmre AfacanNo ratings yet
- Eco ChicDocument19 pagesEco Chicoananichi7386No ratings yet
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- EleconDocument72 pagesEleconPranit BangeraNo ratings yet
- Conveyor Belt: Installation, Maintenance & Troubleshooting GuideDocument5 pagesConveyor Belt: Installation, Maintenance & Troubleshooting GuideGuru Raja Ragavendran Nagarajan100% (1)
- Ball Mill Bearings Case StudyDocument2 pagesBall Mill Bearings Case StudyHasan KamalNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- RepairDocument4 pagesRepairaaa2175No ratings yet
- Gravity ConveyorsDocument49 pagesGravity ConveyorsAdriel Aron DiazNo ratings yet
- PROK Product CatalogueDocument32 pagesPROK Product CatalogueDiego AndradeNo ratings yet
- Bucket Elevator CatalogDocument34 pagesBucket Elevator CatalogKoray OzturkNo ratings yet
- Sidewall Splicing MechanicalDocument11 pagesSidewall Splicing MechanicalTamer EmamNo ratings yet
- 2015 MNCDocument33 pages2015 MNChiepNo ratings yet
- E - 7403-9000 - Table of ContentsDocument4 pagesE - 7403-9000 - Table of Contentsraobabar21No ratings yet
- Attock Cement MaintenanceDocument20 pagesAttock Cement Maintenancedanialme089No ratings yet
- Importance of Dedusting Pipe LayoutDocument4 pagesImportance of Dedusting Pipe LayoutManoj ThakurNo ratings yet
- Baghouse Inspection SchedDocument1 pageBaghouse Inspection SchedMahmoud MohammadNo ratings yet
- Different Types of Conveyor ComponentsDocument2 pagesDifferent Types of Conveyor ComponentsMatt Suarez TudgeNo ratings yet
- Operation & Maintenance Manual Maintenance Checks: This Page Intentionally Left BlankDocument6 pagesOperation & Maintenance Manual Maintenance Checks: This Page Intentionally Left BlankjlfyNo ratings yet
- Bucket Elevators: Installation and Operation ManualDocument20 pagesBucket Elevators: Installation and Operation Manualboyka yuriNo ratings yet
- Tolerances Tables PDFDocument16 pagesTolerances Tables PDFmelvin ekbote100% (1)
- Dust Collection MaintenanceDocument21 pagesDust Collection MaintenanceLinus RidgeNo ratings yet
- Basic of BearingsDocument43 pagesBasic of BearingsPriyamNo ratings yet
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Screw Conveyor O&M ManualDocument20 pagesScrew Conveyor O&M Manualjay b100% (1)
- DTS-BE-Bucket Elevator - 10-04-2007Document3 pagesDTS-BE-Bucket Elevator - 10-04-2007BRUNA NASCIMENTONo ratings yet
- S-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportDocument58 pagesS-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportSiddharth DeshmukhNo ratings yet
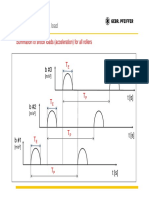
- Shock Load Roller MillDocument1 pageShock Load Roller MillrecaiNo ratings yet
- Information On Belt Selection and Storage: Reporting Reference: LBT-CP031204Document8 pagesInformation On Belt Selection and Storage: Reporting Reference: LBT-CP031204haziqNo ratings yet
- Elevator Belt and Splice Installation GuideDocument17 pagesElevator Belt and Splice Installation Guide4B Braime ComponentsNo ratings yet
- Experiment No. 1 Muller Mixer: AIM TheoryDocument2 pagesExperiment No. 1 Muller Mixer: AIM TheoryDhananjay ShimpiNo ratings yet
- Motox N Operating ManualDocument39 pagesMotox N Operating ManualNina FelaNo ratings yet
- Understanding The Importance of Bearing ClearanceDocument4 pagesUnderstanding The Importance of Bearing ClearanceHosseinNo ratings yet
- Fluid Coupling NotesDocument13 pagesFluid Coupling NotesDSKNo ratings yet
- Test Report: No. AJHG1412004745FT Date: JAN.09, 2015 Page 1 of 4 Hangzhou China Arts Industrial Corp. LTDDocument4 pagesTest Report: No. AJHG1412004745FT Date: JAN.09, 2015 Page 1 of 4 Hangzhou China Arts Industrial Corp. LTDKR123No ratings yet
- Beumer Belt Bucket Elevator en 06Document8 pagesBeumer Belt Bucket Elevator en 06mathiNo ratings yet
- Helical Gear Box Series) Maintanance ManualDocument37 pagesHelical Gear Box Series) Maintanance ManualSham Aiyappa100% (1)
- Assistant Mechanical Engineer Resume FormatDocument3 pagesAssistant Mechanical Engineer Resume FormatMahesh MinnieNo ratings yet
- Area Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Document7 pagesArea Report Raw Mill: Submitted By: Zohaib Ahmed Memon (96658) SMT (Production)Zohaib AhmedNo ratings yet
- Iom DSM100-36Document27 pagesIom DSM100-36rogueatdoorNo ratings yet
- Bucket ElevatorsDocument30 pagesBucket ElevatorsarhescobarNo ratings yet
- My Name Is No ManDocument47 pagesMy Name Is No Mannuman maqsoodNo ratings yet
- DTS - Belt Conveyor Data SheetDocument3 pagesDTS - Belt Conveyor Data SheetBRUNA NASCIMENTONo ratings yet
- AUMUND Chain Conveyors 2Document12 pagesAUMUND Chain Conveyors 2NavidJalalianNo ratings yet
- CFI Controlled Flow Inverted Cone SiloDocument4 pagesCFI Controlled Flow Inverted Cone SiloTùng CCIDNo ratings yet
- Lubricating System and Cooling SystemDocument20 pagesLubricating System and Cooling SystemAlliah MacahilasNo ratings yet
- Pulleys - Pulley LaggingDocument4 pagesPulleys - Pulley LaggingWaris La Joi WakatobiNo ratings yet
- Installation Technical Manual: Innovation - All For Conveying!Document44 pagesInstallation Technical Manual: Innovation - All For Conveying!zul isymaNo ratings yet
- SKF BearingsDocument108 pagesSKF BearingsAgg GlezNo ratings yet
- Increasing The Kiln SpeedDocument1 pageIncreasing The Kiln SpeedsreeganeshrNo ratings yet
- Type DSM (Thru Bore) : Instructions On Installation Operation and Maintenance For Kirloskar PumpDocument43 pagesType DSM (Thru Bore) : Instructions On Installation Operation and Maintenance For Kirloskar Pumpkprasad_56900No ratings yet
- Fluid CouplingDocument2 pagesFluid CouplingChakravarthi Naga0% (1)
- Shaft AlignmentDocument7 pagesShaft AlignmentAmitanshu SharmaNo ratings yet
- Pneumatic Conveying: Technology You Can TrustDocument16 pagesPneumatic Conveying: Technology You Can TrustSyed Rameez MohiuddinNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Doleco USA Catalog 2016Document52 pagesDoleco USA Catalog 2016TEP DesignNo ratings yet
- Catwalk Assembly and Installation Manual v8Document17 pagesCatwalk Assembly and Installation Manual v8Plm PlmNo ratings yet
- Iin Ns Stta Alllla Attiio On N,, O Op Pe Erra Attiio On N,, & & M Ma Aiin Ntte en Na An NC Ce E M Ma An Nu Ua AllDocument22 pagesIin Ns Stta Alllla Attiio On N,, O Op Pe Erra Attiio On N,, & & M Ma Aiin Ntte en Na An NC Ce E M Ma An Nu Ua Allaiyubi2No ratings yet
- Timeline of Special Education in The PhilippinesDocument3 pagesTimeline of Special Education in The PhilippinesIchien SomelhigNo ratings yet
- Middle East Architect 201203Document68 pagesMiddle East Architect 201203Lays SesanaNo ratings yet
- Plcement Hazel MascarenhasDocument2 pagesPlcement Hazel Mascarenhasapi-309903004No ratings yet
- Medieval Ages - Plainchant-1Document3 pagesMedieval Ages - Plainchant-1Hannah TrippNo ratings yet
- Memories of MadrasDocument394 pagesMemories of MadrasRohit100% (2)
- Gold Sluice Box LegsDocument3 pagesGold Sluice Box LegsEricNo ratings yet
- Assess 311 WEEK1Document8 pagesAssess 311 WEEK1cloe reginaldoNo ratings yet
- MIRCS: A Mobile USSD-SMS Interactive Result Checking System For Resource-Constrained SettingsDocument5 pagesMIRCS: A Mobile USSD-SMS Interactive Result Checking System For Resource-Constrained Settingsabdulg abdulNo ratings yet
- The Socio-Economic Significance of Food DesertsDocument1 pageThe Socio-Economic Significance of Food Desertsapi-466415791No ratings yet
- "Coke Versus Pepsi, 2001" Written Analysis of The Case (WAC)Document10 pages"Coke Versus Pepsi, 2001" Written Analysis of The Case (WAC)CAO Basilan State CollegeNo ratings yet
- Ufo'S & The U.S. Air Force: (Continued From Nexus Vol.2 #4)Document3 pagesUfo'S & The U.S. Air Force: (Continued From Nexus Vol.2 #4)boninhNo ratings yet
- Lucija Engleski GramatikaDocument3 pagesLucija Engleski Gramatika022freeNo ratings yet
- 48900-Article Text-64551-1-10-20091210Document6 pages48900-Article Text-64551-1-10-20091210Muguo Mouafo BriceNo ratings yet
- Michael King - PresentationDocument14 pagesMichael King - PresentationArk GroupNo ratings yet
- Aavani AvittamDocument2 pagesAavani AvittamUmashakti PeethNo ratings yet
- Lge 2010sr Stakeholder CommunicationDocument6 pagesLge 2010sr Stakeholder CommunicationAnh Khoa PhạmNo ratings yet
- Electronic Child Health Network (Echn) : Hospitals in OntarioDocument7 pagesElectronic Child Health Network (Echn) : Hospitals in OntariobevNo ratings yet
- OnlineSvcsConsolidatedSLA (WW) (English) (February2024) (CR)Document118 pagesOnlineSvcsConsolidatedSLA (WW) (English) (February2024) (CR)Uriel TijerinoNo ratings yet
- Assam Current Affairs 2020 by AffairsCloudDocument52 pagesAssam Current Affairs 2020 by AffairsCloudRocking MeNo ratings yet
- Festive Mood Honey Cakes PrewDocument9 pagesFestive Mood Honey Cakes PrewAbdo ElmohtarefNo ratings yet
- Decorative Textiles 1918Document494 pagesDecorative Textiles 1918Ioana Balint-RădulescuNo ratings yet
- Jaipuria Institute of Management 1. Course Information MKT402 Marketing Planning and Control 3Document17 pagesJaipuria Institute of Management 1. Course Information MKT402 Marketing Planning and Control 3Sanjeev Kumar Suman Student, Jaipuria LucknowNo ratings yet
- Apple Iphone XR Price - Google SearchDocument1 pageApple Iphone XR Price - Google Searchkamarie DavisNo ratings yet
- Water PumpsDocument4 pagesWater PumpsEphremHailuNo ratings yet
- Carolina Industries vs. CMS Stock Brokerage PDFDocument42 pagesCarolina Industries vs. CMS Stock Brokerage PDFdanexrainierNo ratings yet
- Bray Series 35 36 Weights DimensionsDocument1 pageBray Series 35 36 Weights Dimensionsjacquesstrappe06No ratings yet