Download as pdf or txt
You might also like
- Hangar One InstructionsDocument13 pagesHangar One InstructionsDan BeakeNo ratings yet
- Sprinkler System Installation Guide: For Redbuilt Open-Web Trusses and Red-I JoistsDocument12 pagesSprinkler System Installation Guide: For Redbuilt Open-Web Trusses and Red-I JoistsSteve VelardeNo ratings yet
- Chapter One 1.1 History and Meaning of SIWESDocument12 pagesChapter One 1.1 History and Meaning of SIWESDahiru Ibrahim100% (1)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- Resto Tips Part 31Document10 pagesResto Tips Part 31rodolfocv92359100% (1)
- USMC MotorEquipmentDocument268 pagesUSMC MotorEquipmentSteve VelardeNo ratings yet
- P30Document294 pagesP30Bev Whitmore100% (4)
- Plywood ScooterDocument7 pagesPlywood ScooterJim100% (4)
- Motor Canoe Boat PlansDocument4 pagesMotor Canoe Boat PlansJim100% (6)
- T-38 Park Jet Construction GuideDocument16 pagesT-38 Park Jet Construction Guidemam73No ratings yet
- Car TransporterDocument12 pagesCar TransporterDr DNo ratings yet
- JAS 39 Park Jet Construction ManualDocument17 pagesJAS 39 Park Jet Construction Manualmam73No ratings yet
- F-22 Construction GuideDocument28 pagesF-22 Construction Guideibmace100% (1)
- Guppy Assembly ManualDocument11 pagesGuppy Assembly ManualAlfredo Arnéz Paz SoldánNo ratings yet
- Station Wagon SkiffDocument8 pagesStation Wagon SkiffJim100% (3)
- Building A 1/2a Control Line StunterDocument35 pagesBuilding A 1/2a Control Line StunterHeman Lee100% (3)
- F-15 Park Jet Construction Guide Rev ADocument21 pagesF-15 Park Jet Construction Guide Rev AAkas AsriNo ratings yet
- Half Lite Stunter Building InstructionsDocument37 pagesHalf Lite Stunter Building InstructionsCarlos Manuel GonzálezNo ratings yet
- PLANOS AutogiroDocument11 pagesPLANOS Autogirorobochoa100% (1)
- Cessna 140Document18 pagesCessna 140getuliobraiaNo ratings yet
- King Quad 700 Tips 101 Ver 1.2Document36 pagesKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Kickout TraditionalDocument28 pagesKickout TraditionalNelson TinocoNo ratings yet
- Stiletto BoatDocument7 pagesStiletto BoatJim100% (5)
- BHManual Fuselage26 45rev1Document20 pagesBHManual Fuselage26 45rev1viorelu99No ratings yet
- Upright Trike Plan: For This Project You Will NeedDocument7 pagesUpright Trike Plan: For This Project You Will NeedchidoNo ratings yet
- 67-68 Cougar Rear TorqueArmDocument18 pages67-68 Cougar Rear TorqueArmChristian VillaNo ratings yet
- (Backward Engine Girocopter) : Electric Pusher GyrocopterDocument25 pages(Backward Engine Girocopter) : Electric Pusher GyrocopterИгорь МакаровNo ratings yet
- F-18 Park Jet Construction Guide Rev ADocument20 pagesF-18 Park Jet Construction Guide Rev ASzymon WójcikNo ratings yet
- F-22 Construction Guide-Scratchbuild 13Document14 pagesF-22 Construction Guide-Scratchbuild 13Mar PopNo ratings yet
- F-22 Construction Guide Scratchbuild Rev ADocument23 pagesF-22 Construction Guide Scratchbuild Rev ARonald Cardenas GNo ratings yet
- Guppyassemblymanual PDFDocument11 pagesGuppyassemblymanual PDFmarianospenza100% (1)
- F22 FOAM Construction GuideDocument26 pagesF22 FOAM Construction GuideFilip Lisičin100% (1)
- Kick Out Traditional Instruction ManualDocument28 pagesKick Out Traditional Instruction ManualShalon MeloNo ratings yet
- Instructions: Street Stock Roll Cage Kit Installation GuidelinesDocument8 pagesInstructions: Street Stock Roll Cage Kit Installation Guidelinesmikael bezerra cotias dos santosNo ratings yet
- Building The Fairchild Ranger: by Paul W. LindbergDocument4 pagesBuilding The Fairchild Ranger: by Paul W. LindbergBrunno VasquesNo ratings yet
- Deck Over TrailerDocument79 pagesDeck Over TrailerGeorge finkle80% (5)
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Brush Buggy, Build An ExcitingDocument5 pagesBrush Buggy, Build An ExcitingJim88% (8)
- Aquarail JetskiDocument6 pagesAquarail Jetskitony_williams_4No ratings yet
- Suburban Runabout Three Wheel ScooterDocument14 pagesSuburban Runabout Three Wheel ScooterJim100% (8)
- Kid-Powered "Squaris" WheelDocument6 pagesKid-Powered "Squaris" WheelzebrazeroNo ratings yet
- Planta de AeronaveDocument18 pagesPlanta de AeronaveKellLuz100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Instructions-Mini-V1 2 2Document19 pagesInstructions-Mini-V1 2 2Mark TescariNo ratings yet
- Aeromodelismo Mini V1 PDFDocument19 pagesAeromodelismo Mini V1 PDFMarcelo BispoNo ratings yet
- Sumo 3d Build LogDocument5 pagesSumo 3d Build LogbennetjeNo ratings yet
- Precision Drill Frame ConstructionDocument7 pagesPrecision Drill Frame ConstructionMahesa SanggadipaNo ratings yet
- Honda Goldwing GL1000 GL1100 Starter Rebuild-17E1CDocument2 pagesHonda Goldwing GL1000 GL1100 Starter Rebuild-17E1CBikerSouthNo ratings yet
- The Pacemaker - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Document11 pagesThe Pacemaker - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Bob KowalskiNo ratings yet
- Construir Moto ChopperDocument7 pagesConstruir Moto ChopperAngel Dure100% (2)
- Clone 7 Build InstructionsDocument1 pageClone 7 Build InstructionsPrismaNo ratings yet
- Next Page: Home New Project Title Page Chassis (Page 3)Document33 pagesNext Page: Home New Project Title Page Chassis (Page 3)Eden AleixoNo ratings yet
- Table Saw Drum Mill: InstructablesDocument11 pagesTable Saw Drum Mill: InstructablesJazzy VaaltynNo ratings yet
- Planuri GyrocopterDocument21 pagesPlanuri GyrocopterDRAGOS BILGANo ratings yet
- AWKDocument14 pagesAWKMcMgNo ratings yet
- Aeronca Chief TandemDocument7 pagesAeronca Chief TandemAviation/Space History Library100% (1)
- My Hovercraft Build DiaryDocument74 pagesMy Hovercraft Build DiaryLeonel Rodriguez100% (2)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- X7425 - 73 74 Maint Manual Section 5 Thru 6 PDFDocument205 pagesX7425 - 73 74 Maint Manual Section 5 Thru 6 PDFSteve VelardeNo ratings yet
- LowFrequency NotAppliances AppGuide AVAG424Document8 pagesLowFrequency NotAppliances AppGuide AVAG424Steve VelardeNo ratings yet
- The Borg-Warner Overdrive TransmissionDocument5 pagesThe Borg-Warner Overdrive TransmissionSteve Velarde100% (1)
- Tech Handbook of Technical Irrigation InformationDocument140 pagesTech Handbook of Technical Irrigation InformationSteve VelardeNo ratings yet
- PropertyRiskEngineering GAPS FireProtection InspectionMaintFrequency Chart XL Catlin USDocument9 pagesPropertyRiskEngineering GAPS FireProtection InspectionMaintFrequency Chart XL Catlin USSteve VelardeNo ratings yet
- Conduit BendingDocument32 pagesConduit BendingSteve Velarde100% (1)
- 2020-COR-TXT Planetary Emergency 2-0-Aug2020Document9 pages2020-COR-TXT Planetary Emergency 2-0-Aug2020Mika DeverinNo ratings yet
- Specification of 1500v 5.1mva Solar Ware Station - RevaDocument15 pagesSpecification of 1500v 5.1mva Solar Ware Station - Revalilama45-1No ratings yet
- Research Paper Topics Oliver TwistDocument4 pagesResearch Paper Topics Oliver Twistnikuvivakuv3100% (1)
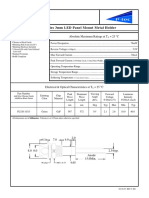
- PL320 Series 3mm LED Panel Mount Metal Holder: Features Absolute Maximum Ratings at T 25 °CDocument1 pagePL320 Series 3mm LED Panel Mount Metal Holder: Features Absolute Maximum Ratings at T 25 °CJajang JajaNo ratings yet
- Standard Costing and Variance AnalysisDocument2 pagesStandard Costing and Variance AnalysisMISRET 2018 IEI JSCNo ratings yet
- AL6061 SiCDocument36 pagesAL6061 SiCmayankNo ratings yet
- Obadia Pricing Final JIM ReseasearchGateDocument40 pagesObadia Pricing Final JIM ReseasearchGateJai VermaNo ratings yet
- Jurnal Farmasi PDFDocument7 pagesJurnal Farmasi PDFFiona ValenciaNo ratings yet
- TMV Trading PricelistDocument8 pagesTMV Trading Pricelistronald s. rodrigoNo ratings yet
- Technical Data Book PDFDocument79 pagesTechnical Data Book PDFRuth Santos NaranjoNo ratings yet
- Geothermal DrillingDocument14 pagesGeothermal DrillingDaniel TobingNo ratings yet
- Basic CryptanalysisDocument22 pagesBasic Cryptanalysisyohan suryaNo ratings yet
- PowerPact B-Frame Molded Case Circuit Breakers - BGA36020Document3 pagesPowerPact B-Frame Molded Case Circuit Breakers - BGA36020wajdyzNo ratings yet
- Ale Cop CatalogDocument244 pagesAle Cop CatalogabyzenNo ratings yet
- Digital WatermarkingDocument29 pagesDigital WatermarkingAngelNo ratings yet
- Aircraft Maintenance ManualDocument118 pagesAircraft Maintenance ManualcleberNo ratings yet
- COPD Treatment, DiagnoseDocument8 pagesCOPD Treatment, Diagnoseaghamohsin1No ratings yet
- Nation'S Foremost Cpa Review Inc.: Set A Management Advirosy Services First Pre-BoardDocument10 pagesNation'S Foremost Cpa Review Inc.: Set A Management Advirosy Services First Pre-BoardAlyssah Grace EllosoNo ratings yet
- ACC2008 - Lec 3 - Flexible Budgeting and Analysis of Overhead CostsDocument29 pagesACC2008 - Lec 3 - Flexible Budgeting and Analysis of Overhead CostsSu-Kym TanNo ratings yet
- Humanistic Approach - Advantages and Disadvantages Table in A Level and IB PsychologyDocument6 pagesHumanistic Approach - Advantages and Disadvantages Table in A Level and IB PsychologyNurul LathifaNo ratings yet
- Blood Type Diet Chart 26Document2 pagesBlood Type Diet Chart 26shafali bediNo ratings yet
- 1 Quarter TLE 7 Week 7 Lesson: Hazard and Risk in The WorkplaceDocument15 pages1 Quarter TLE 7 Week 7 Lesson: Hazard and Risk in The WorkplaceNazzer NacuspagNo ratings yet
- Biogas:: HistoryDocument6 pagesBiogas:: HistorysarayooNo ratings yet
- Add Math Project 2018Document26 pagesAdd Math Project 2018Gisele YoungNo ratings yet
- Hearts of Care Community Hospital Project ProposalDocument33 pagesHearts of Care Community Hospital Project ProposalWALGEN TRADINGNo ratings yet
- Attitude of Customers About Milma ProductsDocument30 pagesAttitude of Customers About Milma ProductsAswanth JNo ratings yet
- Applying Theorems On Triangle Inequalities (Exterior Angle Inequality Theorem)Document3 pagesApplying Theorems On Triangle Inequalities (Exterior Angle Inequality Theorem)leonardoalbor05No ratings yet
- Rule 1Document7 pagesRule 1margiant76100% (1)
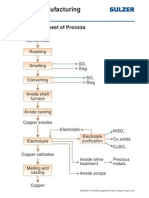
- Copper Manufacturing Process: General Flowsheet of ProcessDocument28 pagesCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoNo ratings yet