Download as pdf or txt
You might also like
- Telephone Answering PolicyDocument4 pagesTelephone Answering PolicyshailendraNo ratings yet
- Standard Operating Procedures: Sales ReturnDocument4 pagesStandard Operating Procedures: Sales Returnshailendra100% (1)
- Continued Process Verification: ImplementingDocument16 pagesContinued Process Verification: ImplementingBruno DebonnetNo ratings yet
- COPQ Metrics Governance ProcessDocument16 pagesCOPQ Metrics Governance Processarelyta8123No ratings yet
- Problem Solving Techniques Case StudyDocument33 pagesProblem Solving Techniques Case Studyshradha_DAIMSRNo ratings yet
- Management Consulting Strategic Role in Improving Business Performance PDFDocument9 pagesManagement Consulting Strategic Role in Improving Business Performance PDFshailendraNo ratings yet
- Transport Phenomena Fluid Mechanics Problem Solution BSL - Flow Between Two Concentric Rotating SpheresDocument5 pagesTransport Phenomena Fluid Mechanics Problem Solution BSL - Flow Between Two Concentric Rotating SpheresyudhaputraNo ratings yet
- Dynamic and Static Analysis of Turbogenerator FoundationDocument120 pagesDynamic and Static Analysis of Turbogenerator Foundationerabhijeetanand100% (1)
- Lean Six SigmaDocument84 pagesLean Six Sigmashamim hossainNo ratings yet
- Kaizen PDCA Cycle ProcessDocument83 pagesKaizen PDCA Cycle ProcessjswldeepNo ratings yet
- Process Improvement in Casting Through Defect Minimization A Case Study1 PDFDocument7 pagesProcess Improvement in Casting Through Defect Minimization A Case Study1 PDFTarun Chakraborty100% (1)
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 pagesControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingNo ratings yet
- Management Walk-Through Check List: What We See What We Want To See SalesDocument6 pagesManagement Walk-Through Check List: What We See What We Want To See SalesDhananjay PatilNo ratings yet
- Measuring Conformal Coating Adhesion IpcDocument12 pagesMeasuring Conformal Coating Adhesion IpcNguyen Ngoc MinhNo ratings yet
- Project - 1: - PROJECT TITLE:-To Reduce Bolt Loosening Problem inDocument38 pagesProject - 1: - PROJECT TITLE:-To Reduce Bolt Loosening Problem inmanpreetNo ratings yet
- ASOP - Leader Standard Work V1.2Document16 pagesASOP - Leader Standard Work V1.2SiddharthNo ratings yet
- 5S - Visual Workplace HandbookDocument19 pages5S - Visual Workplace HandbookJePee GroupNo ratings yet
- KraDocument1 pageKralass navarroNo ratings yet
- Kaizen PDFDocument74 pagesKaizen PDFKaushik BiswasNo ratings yet
- Fmea Chart 70kb PDFDocument1 pageFmea Chart 70kb PDFmike gamerNo ratings yet
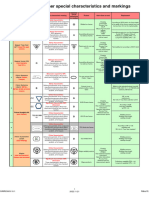
- Customer Special CharacteristicsDocument1 pageCustomer Special Characteristicspundhir12898No ratings yet
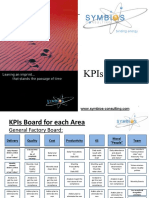
- KPIs BoardDocument7 pagesKPIs BoardAhmed HassanNo ratings yet
- Cost of Quality Worksheet / Grinding Variation Rework CostsDocument2 pagesCost of Quality Worksheet / Grinding Variation Rework CostsmotiNo ratings yet
- QC Story - Toyota - Handbook of TQM and QCC - V1Document8 pagesQC Story - Toyota - Handbook of TQM and QCC - V1Venkatesh GogineniNo ratings yet
- Dead Endclamp Failure AnalysisDocument26 pagesDead Endclamp Failure AnalysisRK KumarNo ratings yet
- HR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringDocument1 pageHR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringPriyankka PRNo ratings yet
- F16 (SOP - hrd.01) Kaizen Implementation SheetDocument1 pageF16 (SOP - hrd.01) Kaizen Implementation SheetRAHUL YADAVNo ratings yet
- Jishu Hozen Audit Sheet: Step 1: Initial Cleaning Department: Area: Circle Name: Circle LeaderDocument7 pagesJishu Hozen Audit Sheet: Step 1: Initial Cleaning Department: Area: Circle Name: Circle LeaderharshavardhanNo ratings yet
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- 5 SDocument34 pages5 SRashmi ChoudharyNo ratings yet
- b2 1 AndoDocument60 pagesb2 1 AndoSudhagarNo ratings yet
- Gemba Kaizen Presentation To IcpakDocument75 pagesGemba Kaizen Presentation To IcpakSeenivasagam SeenuNo ratings yet
- En 14399 & en 15048 FPC Points To Be CoveredDocument8 pagesEn 14399 & en 15048 FPC Points To Be Coveredsks27974No ratings yet
- Understanding Six SigmaDocument147 pagesUnderstanding Six Sigmamanisankar05100% (2)
- Lean Chapter 4Document15 pagesLean Chapter 4WinterMist11No ratings yet
- Basic Education of TPM: Kobetsu-Kaizen For Production EfficiencyDocument27 pagesBasic Education of TPM: Kobetsu-Kaizen For Production EfficiencyMadhan KumarNo ratings yet
- QMS - 1-1. Quality Policy & ObjectivesDocument2 pagesQMS - 1-1. Quality Policy & ObjectivesVeerrajuChowdaryNo ratings yet
- تفاصيل برامج سام ساموي-1-2Document18 pagesتفاصيل برامج سام ساموي-1-2salouaNo ratings yet
- SWOT - v1Document79 pagesSWOT - v1Alpha Excellence consultingNo ratings yet
- Quality Management Systems GuideDocument27 pagesQuality Management Systems Guidesunmeet singhNo ratings yet
- Basic Concepts of 5S-KAIZEN-TQM ApproachDocument33 pagesBasic Concepts of 5S-KAIZEN-TQM Approachsandeep singhNo ratings yet
- COPQ TrackerDocument2 pagesCOPQ Trackergopalranjan_2000939No ratings yet
- JBM Group 12 Pillar Internal Auditor Exam 2022-23Document30 pagesJBM Group 12 Pillar Internal Auditor Exam 2022-23Ravi javaliNo ratings yet
- Group2 - ISO 9001 Exercise and WorkshopDocument29 pagesGroup2 - ISO 9001 Exercise and WorkshopBWQNo ratings yet
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640No ratings yet
- The Company'S Factory Production Control System (FPC) FPC 0: BackgroundDocument7 pagesThe Company'S Factory Production Control System (FPC) FPC 0: BackgroundSandy D. RockNo ratings yet
- Production Report Shift Wise - AddaDocument1 pageProduction Report Shift Wise - AddaOBSC PerfectionNo ratings yet
- OEE PresentationDocument15 pagesOEE PresentationIbrahim FaragNo ratings yet
- 5S+ 1 Review BoardDocument1 page5S+ 1 Review BoardAhmed HassanNo ratings yet
- Changeover Optimizer ChartDocument50 pagesChangeover Optimizer ChartBalaji SNo ratings yet
- COPQ KPI How To MeasureDocument2 pagesCOPQ KPI How To MeasureNguyễn Tiến Dũng100% (1)
- Le Kaizen: or Continuous ImprovementDocument54 pagesLe Kaizen: or Continuous ImprovementfetNo ratings yet
- HeattreatmentDocument21 pagesHeattreatmentroyalmechnoNo ratings yet
- Hira Training ModuleDocument1 pageHira Training ModuleAnkur Dhir100% (1)
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- SPC Training 2016Document116 pagesSPC Training 2016Remy Ellaine Souribio100% (1)
- CP, CPK, PP, and PPK - A Guide To Process Capability and Capability IndicesDocument13 pagesCP, CPK, PP, and PPK - A Guide To Process Capability and Capability IndicesVasant bhoknalNo ratings yet
- Successful Transformation Projects Begin and End With 360° Process Mining, Discovery and DiagnosticsDocument2 pagesSuccessful Transformation Projects Begin and End With 360° Process Mining, Discovery and Diagnosticsserge ziehiNo ratings yet
- What Is Statistical Process Control (SPC) ?Document5 pagesWhat Is Statistical Process Control (SPC) ?José AlcocerNo ratings yet
- Knowledge Is Poor But A Knowldgeable Man Is PowerfullDocument42 pagesKnowledge Is Poor But A Knowldgeable Man Is PowerfullRaj ArunNo ratings yet
- Actividad 9 Presentación Seis SigmaDocument42 pagesActividad 9 Presentación Seis SigmaLaura GomezNo ratings yet
- On Time in Full (OTIF) KPI Guide: Definition, Formulas, Tips, Practical ApplicationsDocument17 pagesOn Time in Full (OTIF) KPI Guide: Definition, Formulas, Tips, Practical ApplicationsBernardo RiveroNo ratings yet
- On Time in Full (OTIF) KPI Guide: Definition, Formulas, Tips, Practical ApplicationsDocument17 pagesOn Time in Full (OTIF) KPI Guide: Definition, Formulas, Tips, Practical ApplicationsBernardo RiveroNo ratings yet
- Stern Stewart (06) Research (En 66) Fighting BureaucracyDocument19 pagesStern Stewart (06) Research (En 66) Fighting BureaucracyPaulo Nicoletti de FragaNo ratings yet
- MBA NMIMS - 20 - DecDocument11 pagesMBA NMIMS - 20 - DecshailendraNo ratings yet
- RFD Kpi'sDocument1 pageRFD Kpi'sshailendraNo ratings yet
- Case Study: Manufacturing Process Improvement: Demonstrated ExperienceDocument2 pagesCase Study: Manufacturing Process Improvement: Demonstrated ExperienceshailendraNo ratings yet
- Measurement System AnalysisDocument50 pagesMeasurement System AnalysisshailendraNo ratings yet
- ClitDocument1 pageClitshailendraNo ratings yet
- Early Sale Process StagesDocument1 pageEarly Sale Process StagesshailendraNo ratings yet
- Dispatch PolicyDocument14 pagesDispatch PolicyshailendraNo ratings yet
- Sales OrdersDocument2 pagesSales OrdersshailendraNo ratings yet
- Goods Return PolicyDocument9 pagesGoods Return PolicyshailendraNo ratings yet
- 1 Veera Training & EE TrackerDocument3 pages1 Veera Training & EE TrackershailendraNo ratings yet
- 22 List ComprehensionsDocument14 pages22 List Comprehensionsaadarsh kumar SinghNo ratings yet
- 3 5 A AppliedstatisticsDocument3 pages3 5 A Appliedstatisticsapi-312535953No ratings yet
- mfm2p Course Outline 16Document4 pagesmfm2p Course Outline 16api-289793930No ratings yet
- Synthesis PaperDocument3 pagesSynthesis PaperChristine SaliganNo ratings yet
- Triz Uncovering Hidden TruthsDocument12 pagesTriz Uncovering Hidden TruthsTRIZtease100% (4)
- Survey of Mathematics With Applications 9th Edition Angel Solutions ManualDocument44 pagesSurvey of Mathematics With Applications 9th Edition Angel Solutions Manualbrianhue3zqkp100% (26)
- Object Oriented Programming With C++Document2 pagesObject Oriented Programming With C++Azhar JamilNo ratings yet
- Chapter 9: Capital Market Theory: CAPM AssumptionsDocument3 pagesChapter 9: Capital Market Theory: CAPM AssumptionssaanmitNo ratings yet
- Decision MakingDocument137 pagesDecision MakingBogdan Anghelache100% (10)
- Analysis and Design DrawingDocument41 pagesAnalysis and Design DrawingBrown MeshNo ratings yet
- Quantum V4 N5Document68 pagesQuantum V4 N5Edney MeloNo ratings yet
- Finding Inverse of A Matrix PDFDocument1 pageFinding Inverse of A Matrix PDFPritish SinglaNo ratings yet
- Indiabix ThermoDocument44 pagesIndiabix ThermoZir AeNo ratings yet
- NCERT Solutions Class 10 Maths Chapter 2 PolynomiDocument2 pagesNCERT Solutions Class 10 Maths Chapter 2 PolynomiYuvika MadanNo ratings yet
- Vlookup Practice ExamplesDocument4 pagesVlookup Practice ExamplesErick LlagasNo ratings yet
- Fluids Secondaires PDFDocument11 pagesFluids Secondaires PDFmohand_mindietaNo ratings yet
- Tuple in PythonDocument36 pagesTuple in PythonManan kansaraNo ratings yet
- Reg Multi RevDocument16 pagesReg Multi RevManuel RodriguesNo ratings yet
- Padeye Design: Input Sling Angle (From X-Z Plane)Document7 pagesPadeye Design: Input Sling Angle (From X-Z Plane)Alexandre FreitasNo ratings yet
- High Power Density Air-Cooled Microchannel Heat ExchangerDocument8 pagesHigh Power Density Air-Cooled Microchannel Heat ExchangerAnkit LonareNo ratings yet
- MathematicsDocument12 pagesMathematicsAlbert Camacho100% (1)
- Digital Logic ManualDocument65 pagesDigital Logic ManualchaitucvsNo ratings yet
- Algorithm RecordDocument48 pagesAlgorithm Recordhemapardeep8No ratings yet
- Lab 2 PDFDocument14 pagesLab 2 PDFragavendharNo ratings yet
- Toolkit Note: Testing and Adjusting For Attrition in Household Panel DataDocument12 pagesToolkit Note: Testing and Adjusting For Attrition in Household Panel Dataarthur42No ratings yet
- (E. Böhm-Vitense) Introduction To Stellar AstrophDocument255 pages(E. Böhm-Vitense) Introduction To Stellar AstrophJyoti Prakash100% (1)
- Resistencia Equivalente DodecaedroDocument11 pagesResistencia Equivalente DodecaedroJames MaxwellNo ratings yet
- Ch-06 (Comp) - Number SystemDocument32 pagesCh-06 (Comp) - Number Systemسید حماد اعجاز شاہNo ratings yet