Download as pdf or txt
You might also like
- The Transformative Twenties Report Collection PDFDocument63 pagesThe Transformative Twenties Report Collection PDFMadalinaBatalu100% (1)
- 1 s2.0 037604219190008R Main PDFDocument71 pages1 s2.0 037604219190008R Main PDFMarcelo GuerraNo ratings yet
- Pin Brazing - DN80 Ph.1Document14 pagesPin Brazing - DN80 Ph.1Marcelo GuerraNo ratings yet
- PixSense - Go-to-Market Strategy PDFDocument19 pagesPixSense - Go-to-Market Strategy PDFIliasNo ratings yet
- Inventory ManagementDocument3 pagesInventory Managementmani_932218609No ratings yet
- Effect of Heat Treatment On Strength and Ductility PDFDocument8 pagesEffect of Heat Treatment On Strength and Ductility PDFMartin HristovNo ratings yet
- Effect of Heat Treatment On Strength and DuctilityDocument8 pagesEffect of Heat Treatment On Strength and DuctilityMartin HristovNo ratings yet
- Steel Alerts Vol.5 No.3Document24 pagesSteel Alerts Vol.5 No.3Learnscoop Inc.No ratings yet
- Fabrication of End Quenched Machine: Hardenability EvaluationDocument8 pagesFabrication of End Quenched Machine: Hardenability EvaluationEdwinMedinaBejaranoNo ratings yet
- Journal of Harmonized Research in EngineeringDocument4 pagesJournal of Harmonized Research in EngineeringBravianNo ratings yet
- Experiment 6Document11 pagesExperiment 6Kazi Mamunur Rahman RifatNo ratings yet
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 pagesSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharNo ratings yet
- The Heat Treatment of Austenisation Analysis of Me PDFDocument8 pagesThe Heat Treatment of Austenisation Analysis of Me PDFGuussttNo ratings yet
- Metals 08 01056 PDFDocument16 pagesMetals 08 01056 PDFluisNo ratings yet
- The Effects of Deep Cryogenic Treatment On The Hardness of SAE 52100 Bearing SteelDocument9 pagesThe Effects of Deep Cryogenic Treatment On The Hardness of SAE 52100 Bearing SteelArun KumarNo ratings yet
- 36185-Paper Cryogenic Treatment - 2Document6 pages36185-Paper Cryogenic Treatment - 2eshuNo ratings yet
- Squeezed Casting Process For AL Alloys PDFDocument156 pagesSqueezed Casting Process For AL Alloys PDFP S Lakshmi KanthanNo ratings yet
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNo ratings yet
- Pipeline InspectionDocument7 pagesPipeline InspectionSaulo RoseiraNo ratings yet
- Metal Casting Dies: Thoguluva Raghavan VijayaramDocument4 pagesMetal Casting Dies: Thoguluva Raghavan VijayaramcombinationcoffeeNo ratings yet
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocument8 pagesMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNo ratings yet
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDocument5 pagesA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseNo ratings yet
- Erdem 2005Document7 pagesErdem 2005vinayakNo ratings yet
- Effect of Water Flow Rate On The Yield Strength ofDocument6 pagesEffect of Water Flow Rate On The Yield Strength ofRam Deo AwasthiNo ratings yet
- Jing 2021 Mater. Res. Express 8 036506Document10 pagesJing 2021 Mater. Res. Express 8 036506Arturo CervantesNo ratings yet
- Mechanical and Microstructure Properties of Chilled Cast Iron CamshaftDocument12 pagesMechanical and Microstructure Properties of Chilled Cast Iron CamshaftDiego PovedaNo ratings yet
- Damage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesDocument16 pagesDamage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesAndrea CalderaNo ratings yet
- Experiment No. 5: Mechanical Engg Dept., GEC, BhavnagarDocument5 pagesExperiment No. 5: Mechanical Engg Dept., GEC, Bhavnagardhruv dabhiNo ratings yet
- AISI 1022-Coil SpherodisationDocument10 pagesAISI 1022-Coil SpherodisationP I GuddimathNo ratings yet
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocument8 pagesSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiNo ratings yet
- Metals 11 01014Document14 pagesMetals 11 01014Rolando Mario Nuñez MonrroyNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- Tandem MIG process-WAAM in Stainless Steel-2018Document12 pagesTandem MIG process-WAAM in Stainless Steel-2018fereidoon marefatNo ratings yet
- Effect - of - Tempering - On - Corrosion - Properties - of - Mol 2024Document9 pagesEffect - of - Tempering - On - Corrosion - Properties - of - Mol 2024Ahmad MustopaNo ratings yet
- Casting DefectsDocument7 pagesCasting DefectsCarlos SolerNo ratings yet
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocument7 pagesThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGNo ratings yet
- 10 11648 J Ijmsa 20130202 14 PDFDocument10 pages10 11648 J Ijmsa 20130202 14 PDFclebertasparNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Baking Effect On Desorption of Diffusible HydrogenDocument14 pagesBaking Effect On Desorption of Diffusible Hydrogenkhalid muhammadNo ratings yet
- Research Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy MethodDocument3 pagesResearch Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy Methodavnishchauhan8_46499No ratings yet
- 1516 1439 MR 22 01 E20180315 PDFDocument7 pages1516 1439 MR 22 01 E20180315 PDFMs3a ProduksiNo ratings yet
- The Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelDocument8 pagesThe Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelGopala Rao ThellaputtaNo ratings yet
- Exp 4Document11 pagesExp 4masuma lovelyNo ratings yet
- LINGOTE Hasan2014Document12 pagesLINGOTE Hasan2014Taguis VelascoNo ratings yet
- 2002 Mitsuo Hashimoto V 2002Document8 pages2002 Mitsuo Hashimoto V 2002ralish12No ratings yet
- Myresearchin IJASTDocument15 pagesMyresearchin IJASTKhezzari MerwenNo ratings yet
- Metallurgical Changes in SteelsDocument16 pagesMetallurgical Changes in SteelsJafer Sathiq JaferNo ratings yet
- ME Test 2 ConvDocument7 pagesME Test 2 ConvrajivkumarbalagaNo ratings yet
- Metallurgical Analysis of SA-106 GR.B Pipe Failure During Hot BendingDocument11 pagesMetallurgical Analysis of SA-106 GR.B Pipe Failure During Hot Bendingahmed saberNo ratings yet
- Adigrat University: College of Engineering and TechnologyDocument15 pagesAdigrat University: College of Engineering and TechnologyHadush TeklayNo ratings yet
- MCW - 4 PDFDocument5 pagesMCW - 4 PDFAtul Goswami 21BME1315No ratings yet
- 555555555555Document15 pages555555555555Hadush TeklayNo ratings yet
- M 451 ContentDocument66 pagesM 451 Contentsekson100% (1)
- Five Steps To Improving Die PerformanceDocument5 pagesFive Steps To Improving Die Performanceromanhawranek100% (1)
- Analysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming ToolsDocument23 pagesAnalysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming Toolsl_aguilar_mNo ratings yet
- Hardenability of SteelDocument9 pagesHardenability of SteelUmitjan PirnepesowNo ratings yet
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560No ratings yet
- Increasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat TreatmentDocument25 pagesIncreasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat Treatmentthai avvaiNo ratings yet
- Jurnal KEM.948.33 M. Ziyad, FMDocument7 pagesJurnal KEM.948.33 M. Ziyad, FMZinsaisal BakriNo ratings yet
- MST PaperDocument12 pagesMST PaperFaris fakhryNo ratings yet
- Experimental Investigation of Quenching Temperature Influence On The Mechanical Properties of H13 SteelDocument8 pagesExperimental Investigation of Quenching Temperature Influence On The Mechanical Properties of H13 SteelTJPRC PublicationsNo ratings yet
- Thixoforming: Semi-solid Metal ProcessingFrom EverandThixoforming: Semi-solid Metal ProcessingGerhard HirtNo ratings yet
- Efficient Optimization of BOF-dedusting: October 2014Document12 pagesEfficient Optimization of BOF-dedusting: October 2014Marcelo GuerraNo ratings yet
- Solar FuelDocument10 pagesSolar FuelMarcelo GuerraNo ratings yet
- Report ChenDocument105 pagesReport ChenMarcelo GuerraNo ratings yet
- ZEECO Boiler Burner Data SheetDocument11 pagesZEECO Boiler Burner Data SheetMarcelo GuerraNo ratings yet
- Guía de Ingeniería EclipseDocument121 pagesGuía de Ingeniería Eclipsegiovanny1136No ratings yet
- Introduction To Brazing V3 PDFDocument24 pagesIntroduction To Brazing V3 PDFMarcelo GuerraNo ratings yet
- EES Lecture 3 and 4 AssignmentDocument2 pagesEES Lecture 3 and 4 AssignmentMarcelo GuerraNo ratings yet
- 2021 Specimen Paper 4 PDFDocument6 pages2021 Specimen Paper 4 PDFZain CruiseNo ratings yet
- Deployment Guide Series IBM Total Storage Productivity Center For Data Sg247140Document602 pagesDeployment Guide Series IBM Total Storage Productivity Center For Data Sg247140bupbechanhNo ratings yet
- Sony XR Ca370Document32 pagesSony XR Ca370eugen26mNo ratings yet
- General Knowledge Question Answers For Bank PO ExamsDocument37 pagesGeneral Knowledge Question Answers For Bank PO Examsnilesh_manakikarNo ratings yet
- DR Hanif Suhairi Cyberbullying Among AdolescentsDocument21 pagesDR Hanif Suhairi Cyberbullying Among AdolescentsnurulNo ratings yet
- Programmer Manual 5326 PDFDocument869 pagesProgrammer Manual 5326 PDFHector QuirozNo ratings yet
- ViewDocument2 pagesViewJohn Lorenz OrduñaNo ratings yet
- Brainaid CaseDocument4 pagesBrainaid CaseJyotiraditya Kumar JhaNo ratings yet
- Chapter 1 Characteristics of ResearchDocument1 pageChapter 1 Characteristics of ResearchPrincess Nicole ManagbanagNo ratings yet
- Speedy ConstructionDocument57 pagesSpeedy Constructionritika bhatiaNo ratings yet
- Co Nte NT KN Ow Led Ge An D Ped Ag Og yDocument30 pagesCo Nte NT KN Ow Led Ge An D Ped Ag Og yLeizel Sayan-labiangNo ratings yet
- Electric Vehicle Energy Consumption ModellingDocument20 pagesElectric Vehicle Energy Consumption ModellingRohanNo ratings yet
- SSR 2012-13Document146 pagesSSR 2012-13Madhu Sayari100% (1)
- Digital Scent TechnologyDocument25 pagesDigital Scent TechnologyAnang Sunny0% (1)
- AFTEK - Penapatch Panel LW MSDS 2018Document7 pagesAFTEK - Penapatch Panel LW MSDS 2018Aria NickbakhtNo ratings yet
- Thayer, Indo-Pacific Geopolitics and The South China Sea Disputes: Australian PerspectiveDocument21 pagesThayer, Indo-Pacific Geopolitics and The South China Sea Disputes: Australian PerspectiveCarlyle Alan ThayerNo ratings yet
- News Writing ExercisesDocument2 pagesNews Writing ExercisesZanthea Dela Pena YanuarioNo ratings yet
- How To Guide Developing A Customer Focused Quality Improvement Plan TRACC 3616Document18 pagesHow To Guide Developing A Customer Focused Quality Improvement Plan TRACC 3616Salih Erdem100% (1)
- Hydro-Weight Master Indicator System: Service ManualDocument39 pagesHydro-Weight Master Indicator System: Service ManualAbdallah ElhendyNo ratings yet
- How Long A Trip Is It From Here To Our Cairo Office?Document5 pagesHow Long A Trip Is It From Here To Our Cairo Office?Luyện TrầnNo ratings yet
- Sheldon Krimsky - Kathleen Sloan - Race and The Genetic Revolution - Science, Myth, and Culture-Columbia University Press (2011)Document300 pagesSheldon Krimsky - Kathleen Sloan - Race and The Genetic Revolution - Science, Myth, and Culture-Columbia University Press (2011)Burnley JenifferNo ratings yet
- Blastocystis HominisDocument25 pagesBlastocystis HominisRO Sa RioNo ratings yet
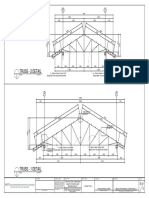
- Truss - 2 Detail: Scale 1: 50 MTRSDocument1 pageTruss - 2 Detail: Scale 1: 50 MTRSGerald MasangayNo ratings yet
- Solution Manual For Computer and Communication Networks 2 e Nader F MirDocument35 pagesSolution Manual For Computer and Communication Networks 2 e Nader F Mirconcreteprimula2ppwr100% (17)
- LK-1910, LK-1920, LK-1930 emDocument187 pagesLK-1910, LK-1920, LK-1930 emAmila LasanthaNo ratings yet
- EDB Postgres Backup and Recovery Guide v2.4 PDFDocument145 pagesEDB Postgres Backup and Recovery Guide v2.4 PDFomar2022No ratings yet
- LOGIT ONE RegistrationDocument24 pagesLOGIT ONE RegistrationsitsekharNo ratings yet