Professional Documents
Culture Documents
Article Xiv Brazing Data: QB-400 Variables
Article Xiv Brazing Data: QB-400 Variables
Uploaded by
Carlinho TipianmOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Article Xiv Brazing Data: QB-400 Variables
Article Xiv Brazing Data: QB-400 Variables
Uploaded by
Carlinho TipianmCopyright:
Available Formats
--`,,```,,,,````-`-`,,`,,`,`,,`---
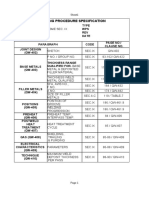
ARTICLE XIV
BRAZING DATA
QB-400 VARIABLES QB-403 Brazing Filler Metal
QB-401 General QB-403.1 A change from one F-Number in table
QB-401.1 Each brazing variable described in this QB-432 to any other F-Number, or to any other filler
Article is applicable as an essential or nonessential vari- metal not listed in table QB-432.
able for procedure qualification when referenced in QB-403.2 A change in filler metal from one product
QB-250 for each specific process. Essential variables for form to another (for example, from preformed ring to
performance qualification are referenced in QB-350 for paste).
each specific brazing process. A change from one brazing
process to another brazing process is an essential variable
and requires requalification. QB-404 Brazing Temperature
QB-404.1 A change in brazing temperature to a value
QB-402 Base Metal outside the range specified in the BPS.
QB-402.1 A change from a base metal listed under
one P-Number in table QW/QB-422 to any of the fol-
QB-406 Brazing Flux, Fuel Gas, or Atmosphere
lowing:
(a) a metal listed under another P-Number QB-406.1 The addition or deletion of brazing flux or
(b) any other base metal not listed in table a change in AWS classification of the flux. Nominal
QW/QB-422 chemical composition or the trade name of the flux may
(c) as permitted in QW-420.2 (for S-Numbers) be used as an alternative to the AWS classification.
The brazing of dissimilar metals need not be requalified QB-406.2 A change in the furnace atmosphere from
if each base metal involved is qualified individually for one basic type to another type. For example:
the same brazing filler metal, flux, atmosphere, and pro- (a) reducing to inert
cess. Similarly, the brazing of dissimilar metals qualifies (b) carburizing to decarburizing
for the individual base metal brazed to itself and for the (c) hydrogen to disassociated ammonia
same brazing filler metal, flux, atmosphere, and process,
provided the requirements of QB-153.1(a) are met. QB-406.3 A change in the type of fuel gas(es).
QB-402.2 A change from a base metal listed under
one P-Number in table QW/QB-422 to any of the fol- QB-407 Flow Position
lowing: QB-407.1 The addition of other brazing positions than
(a) a metal listed under another P-Number those already qualified (see QB-120 through QB-124,
(b) any other metal not listed in table QW/QB-422 QB-203 for procedure, and QB-303 for performance).
(c) as permitted in QW-420.2 (for S-Numbers) (a) If the brazing filler metal is preplaced or facefed
The brazing of dissimilar metals need not be requalified from outside the joint, then requalification is required in
if each base metal involved is qualified individually for accordance with the positions defined in figures QB-461.1
the same brazing filler metal, flux, atmosphere, and pro- and QB-461.2 under the conditions of QB-120 through
cess. Similarly, the brazing of dissimilar metals qualifies QB-124.
for the individual base metal brazed to itself and for the (b) If the brazing filler metal is preplaced in a joint in
same brazing filler metal, flux, atmosphere, and process. a manner that major flow does occur, then requalification
QB-402.3 A change in base metal thickness beyond is required in accordance with the positions defined in
the range qualified in QB-451 for procedure qualification, figures QB-461.1 and QB-461.2 under the conditions of
or QB-452 for performance qualification. QB-120 through QB-124.
214
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-407.1 BRAZING DATA QB-431
(c) If the brazing filler metal is preplaced in a joint so encountered in the fabrication of production brazements,
that there is no major flow, then the joint may be brazed including at least 80% of the aggregate time at tempera-
in any position without requalification. ture(s). The postbraze heat treatment total time(s) at tem-
perature(s) may be applied in one heating cycle.
QB-408 Joint Design QB-409.3 For a procedure qualification test coupon
QB-408.1 A change in the joint type, i.e., from a butt receiving a postbraze heat treatment in which the upper
to a lap or socket, from that qualified. For lap or socket transformation temperature is exceeded, the maximum
joints, an increase in lap length of more than 25% from qualified thickness for production brazements is 1.1 times
the overlap used on the brazer performance qualification the thickness of the test coupon.
test coupon.
QB-408.2 A change in the joint clearances to a value QB-410 Technique
outside the range specified in the BPS and as recorded QB-410.1 A change in the method of preparing the
in the PQR. base metal, i.e., method of precleaning the joints (for
QB-408.3 A change in the joint clearances to a value example, from chemical cleaning to cleaning by abrasive
--`,,```,,,,````-`-`,,`,,`,`,,`---
outside the range specified in the BPS. or mechanical means).
QB-408.4 A change in the joint type, e.g., from a QB-410.2 A change in the method of postbraze clean-
butt to a lap or socket, from that qualified. For lap and ing (for example, from chemical cleaning to cleaning by
socket joints, a decrease in overlap length from that qual- wire brushing or wiping with a wet rag).
ified.
QB-410.3 A change in the nature of the flame (for
example, a change from neutral or slightly reducing).
QB-409 Postbraze Heat Treatment
QB-409.1 A separate procedure qualification is QB-410.4 A change in the brazing tip sizes.
required for each of the following conditions: QB-410.5 A change from manual to mechanical torch
(a) For P-Nos. 101 and 102 materials, the following brazing and vice versa.
postbraze heat treatment conditions apply:
(1) no postbraze heat treatment
(2) postbraze heat treatment below the lower trans- QB-420 P-NUMBERS
formation temperature
(3) postbraze heat treatment above the upper trans- (See Part QW, Welding — QW-420)
formation temperature (e.g., normalizing)
(4) postbraze heat treatment above the upper trans-
formation temperature followed by heat treatment below QB-430 F-NUMBERS
the lower transformation temperature (e.g., normalizing QB-431 General
or quenching followed by tempering)
The following F-Number grouping of brazing filler
(5) postbraze heat treatment between the upper and
metals in table QB-432 is based essentially on their usabil-
lower transformation temperatures
ity characteristics, which fundamentally determine the
(b) For all other materials, the following post weld
ability of brazers and brazing operators to make satisfac-
heat treatment conditions apply:
tory brazements with a given filler metal. This grouping
(1) no postbraze heat treatment
is made to reduce the number of brazing procedure and
(2) postbraze heat treatment within a specified tem-
performance qualifications, where this can logically be
perature range
done. The grouping does not imply that filler metals
QB-409.2 A change in the postbraze heat treatment within a group may be indiscriminately substituted for a
(see QB-409.1) temperature and time range requires a filler metal which was used in the qualification test with-
PQR. out consideration of the compatibility from the standpoint
The procedure qualification test shall be subjected to of metallurgical properties, design, mechanical proper-
postbraze heat treatment essentially equivalent to that ties, postbraze heat treatment, and service requirements.
215
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
QB-432
F-NUMBERS
Grouping of Brazing Filler Metals for Procedure and Performance Qualification SFA-5.8
QB F-No. AWS Classification No.
432.1 101 BAg-1
BAg-1a
BAg-8
BAg-8a
BAg-22
BAg-23
BVAg-0
BVAg-8
BVAg-8b
BVAg-30
--`,,```,,,,````-`-`,,`,,`,`,,`---
432.2 102 BAg-2
BAg-2a
BAg-3
BAg-4
BAg-5
BAg-6
BAg-7
BAg-9
BAg-10
BAg-13
BAg-13a
BAg-18
BAg-19
BAg-20
BAg-21
BAg-24
BAg-26
BAg-27
BAg-28
BAg-33
BAg-34
BAg-35
BAg-36
BAg-37
BVAg-6b
BVAg-18
BVAg-29
BVAg-31
BVAg-32
432.3 103 BCuP-1
BCuP-2
BCuP-3
BCuP-4
BCuP-5
BCuP-6
BCuP-7
216
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
QB-432
F-NUMBERS (CONT’D)
Grouping of Brazing Filler Metals for Procedure and Performance Qualification SFA-5.8
QB F-No. AWS Classification No.
432.4 104 BAlSi-2
BAlSi-3
BAlSi-4
BAlSi-5
BAlSi-7
BAlSi-9
BAlSi-11
432.5 105 BCu-1
BVCu-1x
BCu-1a
BCu-2
432.6 106 RBCuZn-A
RBCuZn-B
RBCuZn-C
RBCuZn-D
432.7 107 BNi-1
BNi-1a
BNi-2
BNi-3
BNi-4
BNi-5
BNi-5a
BNi-6
BNi-7
BNi-8
BNi-9
BNi-10
BNi-11
432.8 108 BAu-1
BAu-2
BAu-3
BAu-4
BAu-5
BAu-6
--`,,```,,,,````-`-`,,`,,`,`,,`---
BVAu-2
BVAu-4
BVAu-7
BVAu-8
432.9 109 BMg-1
432.10 110 BCo-1
432.11 111 BVPd-1
217
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-450 2004 SECTION IX QB-451.3
QB-450 SPECIMENS
QB-451 Procedure Qualification Specimens
A05 QB-451.1
TENSION TESTS AND TRANSVERSE-BEND TESTS — BUTT AND SCARF JOINTS
Range of Thickness of Type and Number of Test Specimens Required
Materials Qualified by Test
Thickness T of Test Coupon as Plate or Pipe, in. (mm)
Tension First Surface Second Surface
Brazed, in. (mm) Min. Max. [Note (1)] Bend [Note (2)] Bend [Note (2)]
Less than 1⁄8 (3) 0.5T 2T 2 2 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2 2 2
Over 3⁄8 (10) 3
⁄16 (5) 2T 2 [Note (3)] 2 2
NOTES:
(1) For specimen dimensions, see figure QB-462.1(a) for plate specimens, or figure QB-462.1(b) for pipe specimens. For pipe specimens not
greater than NPS 3 (DN 75), full section testing may be substituted; see figure QB-462.1(e).
(2) For specimen dimensions, see figure QB-462.2(a). For specimen removal, see figure QB-463.1(a) for plate coupons, or figure QB-463.1(e)
for pipe coupons.
(3) See QB-151 for details on multiple specimens when coupon thicknesses are over 1 in. (25 mm).
A05
QB-451.2
TENSION TESTS AND LONGITUDINAL BEND TESTS — BUTT AND SCARF JOINTS
Range of Thickness of Type and Number of Test Specimens Required
Materials Qualified by Test
Plate or Pipe, in. (mm)
Thickness T of Test Coupon as Tension First Surface Second Surface
Brazed, in. (mm) Min. Max. [Note (1)] Bend [Note (2)] Bend [Note (2)]
Less than 1⁄8 (3) 0.5T 2T 2 2 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2 2 2
Over 3⁄8 (10) 3
--`,,```,,,,````-`-`,,`,,`,`,,`---
⁄16 (5) 2T 2 [Note (3)] 2 2
NOTES:
(1) For specimen dimensions, see figure QB-462.1(a) for plate specimens, or figure QB-462.1(b) for pipe specimens. For pipe specimens not
greater than NPS 3 (DN 75), full section testing may be substituted; see figure QB-462.1(e).
(2) For specimen dimensions, see figures QB-462.2(b) and QB-463.1(b) for specimen removal.
(3) See QB-151 for details on multiple specimens when coupon thicknesses are over 1 in. (25 mm).
A05 QB-451.3
TENSION TESTS AND PEEL TESTS — LAP JOINTS
Type and Number of
Range of Thickness of Materials Test Specimens Required
Thickness T of Test Coupon as Qualified by Test Plate or Pipe, in. (mm)
Tension Peel
Brazed, in. (mm) Min. Max. [Note (1)] [Notes (2) and (3)]
Less than 1⁄8 (3) 0.5T 2T 2 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2 2
Over 3⁄8 (10) 3
⁄16 (5) 2T 2 2
NOTES:
(1) For specimen dimensions, see figure QB-462.1(c). For pipe specimens not greater than NPS 3 (DN 75), full section testing may be substituted;
see figure QB-462.1(e).
(2) For peel specimens, see figure QB-462.3 for specimen dimensions, and figure QB-463.1(d) for specimen removal.
(3) Sectioning tests may be substituted for peel tests. For section specimens, see figure QB-462.4 for specimen dimensions, and figure QB-
463.1(c) for specimen removal.
218
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
QB-451.4 A05
TENSION TESTS AND SECTION TESTS — RABBET JOINTS
Range of Thickness of
Materials Qualified by Type and Number of
Test Plate or Pipe, Test Specimens Required
Thickness T of
in. (mm)
Test Coupon as Tension Section
Brazed, in. (mm) Min. Max. [Note (1)] [Note (2)]
Less than 1⁄8 (3) 0.5T 2T 2 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2 2
Over 3⁄8 (10) 3
⁄16 (5) 2T 2 2
NOTES:
(1) For specimen dimensions, see figure QB-462.1(c). For pipe specimens not greater than NPS 3 (DN 75), full section testing may be substituted;
see figure QB-462.1(e).
(2) For specimen dimensions, see figures QB-462.4 and QB-463.1(c) for specimen removal.
QB-451.5
SECTION TESTS — WORKMANSHIP COUPON JOINTS
Range of Thickness
of Materials Qualified by Type and Number of
Thickness T of Test Plate or Pipe, Test Specimens Required
Test Coupon as in. (mm)
Section,
Brazed, in. (mm) Min. Max. QB-462.5 [Note (1)]
Less than 1⁄8 (3) 0.5T 2T 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2
Over 3⁄8 (10) 3
⁄16 (5) 2T 2
NOTE:
(1) This test in itself does not constitute procedure qualification but must be validated by conductance of tests of butt or lap joints as appropriate.
For joints connecting tension members, such as the stay or partition type in QB-462.5, the validation data may be based upon butt joints;
for joints connecting members in shear, such as saddle or spud joints, the validation data may be based on lap joints.
219
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-452 2004 SECTION IX QB-452.2
04 QB-452 Performance Qualification Specimens
A05 QB-452.1
PEEL OR SECTION TESTS — BUTT, SCARF, LAP, RABBET JOINTS
Range of Thickness of Type and Number of
Thickness T of Materials Qualified by Test Specimens Required
Test Plate or Pipe, in. (mm)
Test Coupon as Peel, QB-462.3
Brazed, in. (mm) Min. Max. [Notes (1), (2), and (3)]
Less than 1⁄8 (3) 0.5T 2T 2
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 2
Over 3⁄8 (10) 3
⁄16 (5) 2T 2
NOTES:
(1) For a joint brazed with a filler metal having a tensile strength equal to or greater than that of the metal being joined, the specimens shall
be sectioned as shown in figure QB-462.4.
(2) For specimen dimensions, see figure QB-462.3 for peel test specimens or figure QB-462.4 for section specimens.
(3) For specimen removal, see figure QB-463.2(a) for section specimens or figure QB-463.2(b) for peel specimens from plate coupons, or figure
QB-463.2(c) for pipe coupons.
QB-452.2
SECTION TESTS — WORKMANSHIP SPECIMEN JOINTS
Range of Thickness of Materials Type and Number of
Qualified by Test Plate or Test Specimens Required
Thickness T of Test
Pipe, in. (mm)
Coupon as Brazed, Section,
in. (mm) Min. Max. QB-462.5
Less than 1⁄8 (3) 0.5T 2T 1
1
⁄8 to 3⁄8 (3 to 10), incl. 1
⁄16 (1.5) 2T 1
Over 3⁄8 (10) 3
⁄16 (5) 2T 1
--`,,```,,,,````-`-`,,`,,`,`,,`---
220
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-460 BRAZING DATA QB-461.1
QB-460 GRAPHICS
A
45 deg (1) (3)
C
C
Flat Flow
L
C (2) (4) (5)
Flat Flow
45 deg (3)
(1)
C
Flow
L (2)
C (4)
C
Vertical Downflow
C C
(3)
(1)
C
L
Flow
(2)
C (4)
45 deg
Vertical Upflow
45 deg (1) (2)
C
45 deg
Flow
C
L
C Horizontal Flow
(a) C p joint clearance
(b) L p length of lap or thickness
QB-461.1 FLOW POSITIONS
221
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
A
15 deg (1) (3)
C
C
Flat Flow
L
C (2) (4) (5)
Flat Flow
15 deg (3)
(1)
C
Flow
L
(2)
C (4)
C
Vertical Downflow
C C
(3)
(1)
C
L
Flow
(2)
C (4)
15 deg
Vertical Upflow
15 deg (1) (2)
C
15 deg
Flow
C
L
C Horizontal Flow
(a) C p joint clearance
(b) L p length of lap or thickness
QB-461.2 TEST FLOW POSITIONS
222
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
10 in. (250 mm)
approx. [Note (1)]
2 in. 1/ in. (6 mm) 1/ in. (6 mm)
4 4
(50 mm) R
Edge of joint
3/ in. (19 mm)
4
1/ in. (6 mm)
4
This section machined,
preferably by milling
10 in. (250 mm) approx. [Note (1)] 1 in.
21/4 in. (25 mm)
2 in. (50 mm) R (57 mm)
A, min. min. A, min. 1/ in. (6 mm)
4
[Note (2)] [Note (2)]
0.5 in.
3/ in. (19 mm)
(13 mm) 4
diameter
This section machined,
1/ in. (6 mm)
preferably by milling 4
2 in. (50 mm)
approx. [Note (1)]
Alternate Pin-Loaded Specimen
NOTES:
(1) Length may vary to fit testing machine.
(2) A p greater of 1⁄4 in. (6 mm) or 2T
QB-462.1(a) TENSION — REDUCED SECTION FOR BUTT AND SCARF JOINTS — PLATE A05
223
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
10 in. (250 mm)
approx. [Note (1)]
2 in. 1/ in. (6 mm) 1/ in. (6 mm)
4 4
(50 mm) R Edge of joint Machine the minimum amount
needed to obtain plane parallel
faces over the 3/4 in. (19 mm)
3/ in. (19 mm) wide reduced section
4
1/ in. (6 mm)
4
This section machined,
preferably by milling
10 in. (250 mm) approx. [Note (1)] 1 in.
21/4 in. (25 mm)
2 in. (50 mm) R (57 mm)
A, min. min. A, min. 1/ in. (6 mm)
4
[Note (2)] [Note (2)]
0.5 in.
3/ in. (19 mm)
(13 mm) 4
diameter
This section machined,
1/ in. (6 mm)
preferably by milling 4
2 in. (50 mm)
approx. [Note (1)]
Alternate Pin-Loaded Specimen
X As specified
[Note (3)] by design
T
T
For Lap Joints
NOTES:
(1) Length may vary to fit testing machine.
(2) A p greater of 1⁄4 in. (6 mm) or 2T
(3) X p test specimen overlap
A05 QB-462.1(b) TENSION — REDUCED SECTION FOR BUTT, LAP, AND SCARF JOINTS — PIPE
--`,,```,,,,````-`-`,,`,,`,`,,`---
223.1
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
2004 SECTION IX
10 in. (250 mm) approx. [Note (1)] As specified
21/4 in. by design
2 in. (50 mm) R (57 mm)
A, min. min. A, min. 1/ in. (6 mm) X X
4
[Note (2)] [Note (2)]
T min.
T
3/ in. (19 mm)
4
For Rabbet Joints
As specified
by design X X
This section machined,
1/ in. (6 mm)
preferably by milling 4
T min.
T
10 in. (250 mm) approx. [Note (1)] 1 in.
21/4 in. (25 mm)
2 in. (50 mm) R (57 mm)
1/ X
A, min. min. A, min. 4 in. (6 mm)
[Note (2)] [Note (2)] T
T
0.5 in.
3/ in. (19 mm)
(13 mm) 4 Alternate Designs
diameter
This section machined,
1/ in. (6 mm)
preferably by milling 4
2 in. (50 mm)
approx. [Note (1)]
Alternate Pin-Loaded Specimen
X As specified
[Note (3)] by design
T
T
For Lap Joints
NOTES:
(1) Length may vary to fit testing machine.
(2) A p greater of 1⁄4 in. (6 mm) or 2T
(3) X p test specimen overlap
QB-462.1(c) TENSION — REDUCED SECTION FOR LAP AND RABBET JOINTS — PLATE 04
A05
224
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
QB-462.1(e) TENSION — FULL SECTION FOR LAP, SCARF, AND BUTT JOINTS — SMALL DIAMETER PIPE A05
225
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
Jaws of testing machine
3
1
1
6
5
2 3
3
Front View Side View
1 Restrainer Bars GENERAL NOTE: The restraining fixture is intended to provide a snug
fit between the fixture and the contour of the tension specimen. The
2 Spacers fixture shall be tightened, but only to the point where a minimum of
0.001 in. (0.03 mm) clearance exists between the sides of the fixture
3 Reduced-Section Tension Specimen and the tension specimen.
4 Bolts, Body-Bound
5 4 Locknuts
6 4 Nuts
QB-462.1(f) SUPPORT FIXTURE FOR REDUCED-SECTION TENSION SPECIMENS
226
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
6 in. (150 mm) min. y y
11/2 in. (38 mm)
T T
Plate Pipe
T
y y
T
y, in. (mm) GENERAL NOTE: For the first surface bend specimens,
T, in. (mm) machine from the second surface as necessary until the
All ferrous and nonferrous materials
1/ – 3/ (1.5–10) required thickness is obtained. For second surface bend
16 8 T specimens, machine from the first surface as necessary
>3/8 ( >10) 3/ (10)
8 until the required thickness is obtained.
QB-462.2(a) TRANSVERSE FIRST AND SECOND SURFACE BENDS — PLATE AND PIPE
T T
6 in. (150 mm) min. y y
R R = 1/8 in.
(3 mm) max.
11/2 in.
(38 mm)
y y
T T
y, in. (mm) GENERAL NOTE: For the first surface bend specimens,
T, in. (mm) machine from the second surface as necessary until the
All ferrous and nonferrous materials
required thickness is obtained. For second surface bend
1/ – 3/ (1.5–10) T
16 8 specimens, machine from the first surface as necessary
>3/8 ( >10) 3/ (10)
8 until the required thickness is obtained.
--`,,```,,,,````-`-`,,`,,`,`,,`---
QB-462.2(b) LONGITUDINAL FIRST AND SECOND SURFACE BENDS — PLATE
227
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
10 in. (250 mm) approx.
[Note (1)]
11/2 in. (38 mm)
X X = 4T min. or as
Z Section A required by design
Section B T
Y
Approximately, or sufficient
Fulcrum point for peeling purposes
GENERAL NOTES:
(a) Flange Y may be omitted from Section B when “peeling” is to be accomplished in a
suitable tension machine.
--`,,```,,,,````-`-`,,`,,`,`,,`---
(b) Specimen shall be brazed from side marked Z.
NOTE:
(1) Length may vary to fit testing machine.
QB-462.3 LAP JOINT PEEL SPECIMEN
Discard this piece 1/ W
3
W= 11/2
in. 1/
Section specimen 3 W
(38 mm)
Discard this piece 1/ W
3
Z X
Section A
Section B T
X = 4T min. or as required by design 11/2 in. (38 mm)
GENERAL NOTE: Specimen shall be brazed from the side marked Z. Alternate for Rabbet Joint
QB-462.4 LAP JOINT SECTION SPECIMEN (See QB-181)
228
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
--`,,```,,,,````-`-`,,`,,`,`,,`---
QB-462.5 WORKMANSHIP COUPONS
229
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-463 2004 SECTION IX QB-463.1(b)
QB-463 Order of Removal
--`,,```,,,,````-`-`,,`,,`,`,,`---
QB-463.1(a) PLATES PROCEDURE QUALIFICATION
QB-463.1(b) PLATES PROCEDURE QUALIFICATION
230
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
--`,,```,,,,````-`-`,,`,,`,`,,`---
Discard this piece
Reduced section specimen
tensile Alternate Lap Joint
[Note (2)]
Sectioning specimen
Reduced section specimen Alternate Lap Joint
tensile [Note (2)]
Sectioning specimen
Discard this piece
Alternate Lap Joint
[Note (2)]
NOTES:
(1) Required for rabbet joints.
(2) The sectioning specimen in this view may be used as
an alternate to sectioning the peel test specimens of
Rabbet Joint QB-463.1(d) when the peel test cannot be used. This
[Note (1)] section test specimen should be approximately 1/2 in.
(13 mm) wide.
QB-463.1(c) PLATES PROCEDURE QUALIFICATION
231
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
QB-463.1(d) PLATES PROCEDURE QUALIFICATION
232
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
Top
Reduced section tensile Specimen location No. 1
First surface bend
(if required)
--`,,```,,,,````-`-`,,`,,`,`,,`---
Horizontal plane
Plane of cut
for half-
section
specimens
Specimen location No. 2 First surface bend
(if required)
Bottom
Reduced section tensile
GENERAL NOTES:
(a) Figure shown is for coupons over 3 in. (75 mm) O.D. Locations No. 1 and 2 are for:
(1) second surface specimens for butt and scarf joints
(2) peel or section specimens for lap joints
(3) section specimens for rabbet joints
(b) For coupons 3 in. (75 mm) O.D. and smaller, two coupons shall be brazed and one specimen shall be removed from each coupon. If brazed
in the horizontal flow position, the specimen shall be taken at specimen location No. 1. Alternatively, each coupon shall be cut longitudinally
and the specimen shall consist of both sides of one half-section of each coupon.
(c) When coupon is brazed in the horizontal flow position, specimens locations shall be as shown relative to the horizontal plane of the coupon,
and for half-section specimens, plane of cut shall be oriented as shown relative to the horizontal plane of the coupon.
(d) When both ends of a coupling are brazed, each end is considered a separate test coupon.
QB-463.1(e) PIPE — PROCEDURE QUALIFICATION
233
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
--`,,```,,,,````-`-`,,`,,`,`,,`---
2004 SECTION IX
Discard this piece
Sectioning specimen
Alternate Lap Joint
Discard this piece
[Note (2)]
Sectioning specimen
Discard this piece
Alternate Lap Joint
[Note (2)]
Rabbet Joint
[Note (1)]
Alternate Lap Joint
[Note (2)]
Alternate Scarf Joint
[Note (2)] NOTES:
(1) Required for rabbet joints.
(2) The sectioning specimen in this view may be used as
an alternate to sectioning the peel test specimens of
Alternate Butt Joint QB-463.2 (b) when the peel test cannot be used. This
section test specimen should be approximately 1/2 in.
[Note (2)]
(13 mm) wide.
QB-463.2(a) PLATES PERFORMANCE QUALIFICATION
234
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
BRAZING DATA
--`,,```,,,,````-`-`,,`,,`,`,,`---
QB-463.2(b) PLATES PERFORMANCE QUALIFICATION
235
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
Top
Specimen
location No. 1
Horizontal plane
Plane of
cut for
half-section
specimens
Specimen location No. 2
Bottom
GENERAL NOTES:
(a) For coupons over 3 in. (75 mm) O.D., one specimen
shall be removed from each location shown.
(b) For coupons 3 in. (75 mm) O.D. and smaller, two
coupons shall be brazed and one specimen
shall be removed from each coupon. If brazed in
the horizontal flow position, the specimen shall
be taken at specimen location No. 1. Alternatively,
each coupon shall be cut longitudinally and the
specimen shall be both sides of one half-section
of each coupon.
(c) When the coupon is brazed in the horizontal flow position,
specimen locations shall be as shown relative to the
horizontal plane of the coupon. For half-section
specimens, plane of cut shall be oriented as shown
relative to the horizontal plane of the coupon.
(d) When both ends of a coupling are brazed, each end
is considered a separate test coupon.
QB-463.2(c) PIPE PERFORMANCE QUALIFICATION
236
--`,,```,,,,````-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
QB-466 BRAZING DATA QB-466.1
QB-466 Test Jigs
Tapped hole to suit Hardened rollers 11/2 in. (38 mm) diameter
testing machine may be substituted for jig shoulders
As required As required
3/ in. (19 mm)
4
1/ in. (13 mm)
2
Shoulders hardened
and greased A 11/8 in. (28 mm)
3/ in. (19 mm)
4 3/ in. (19 mm)
(170 mm)
4
11/8 in. (29 mm)
6 3/4 in.
(50 mm)
(75 mm)
2 in. min.
3/ in. R
3 in. min.
1/ in. (6 mm) 4
4
(19 mm)
1/ in. (3 mm)
8
Plunger
B R
3/ in. (19 mm)
4
3/ in. (19 mm)
4
2 in. (50 mm) C D R
Yoke 71/2 in. (190 mm)
3 7/8 in. (97 mm) 9 in. (225 mm)
Thickness of
Specimen, A, B, C, D,
in. (mm) in. (mm) in. (mm) in. (mm) in. (mm)
3
⁄8 (10) 11⁄2 (38) 3
⁄4 (19) 23⁄8 (60) 13⁄16 (30)
t 4t 2t 6t + 3.2 3t + 1.6
QB-466.1 GUIDED-BEND JIG
--`,,```,,,,````-`-`,,`,,`,`,,`---
237
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
2004 SECTION IX
--`,,```,,,,````-`-`,,`,,`,`,,`---
A Note (3)
B = 1/2 A
Notes (1), (2) R min. = 3/4 in. (19 mm)
C
Notes (4), (5)
T
Roller
R min. T + 1/16 in. (1.5 mm) max.
A
Thickness of Speci- A, B, C,
men, in. (mm) in. (mm) in. (mm) in. (mm)
B = 1/2 A
3
⁄8 (10) 11⁄2 (38) 3
⁄4 (19) 23⁄8 (60)
t 4t 2t 6t + 1⁄8 (3)
GENERAL NOTE: The braze joint in the case of a transverse bend
specimen shall be completely within the bend portion of the specimen
after testing.
Thickness of Speci- A, B,
NOTES: men, in. (mm) in. (mm) in. (mm)
(1) Either hardened and greased shoulders or hardened rollers free 3
to rotate shall be used. ⁄8 (10) 11⁄2 (38) 3
⁄4 (19)
t 4t 2t
(2) The shoulders of rollers shall have a minimum bearing surface
of 2 in. (50 mm) for placement of the specimen. The rollers shall GENERAL NOTES:
be high enough above the bottom of the jig so that the specimens (a) Dimensions not shown are the option of the designer. The
will clear the rollers when the ram is in the low position. essential consideration is to have adequate rigidity so that the
(3) The ram shall be fitted with an appropriate base and provision jig parts will not spring.
made for attachment to the testing machine, and shall be of a (b) The specimen shall be firmly clamped on one end so that there
sufficiently rigid design to prevent deflection and misalignment is no sliding of the specimen during the bending operation.
(c) Test specimens shall be removed from the jig when the outer
while making the bend test. The body of the ram may be less than
roll has been removed 180 deg from the starting point.
the dimensions shown in column A.
(4) If desired, either the rollers or the roller supports may be made
adjustable in the horizontal direction so that specimens of t thick- QB-466.3 GUIDED-BEND WRAP AROUND JIG
ness may be tested on the same jig.
(5) The roller supports shall be fitted with an appropriate base
designed to safeguard against deflection or misalignment and
equipped with means for maintaining the rollers centered midpoint
and aligned with respect to the ram.
QB-466.2 GUIDED-BEND ROLLER JIG
238
Copyright ASME International
Provided by IHS under license with ASME
No reproduction or networking permitted without license from IHS Not for Resale
You might also like
- Fireball Tool: Adjustable Fixture TableDocument7 pagesFireball Tool: Adjustable Fixture TableAnonymous dh6DIT100% (3)
- Specification Tuyauterie q3622011 02 220 Pe SPC 00001 - BDocument96 pagesSpecification Tuyauterie q3622011 02 220 Pe SPC 00001 - BLAKHTIRINo ratings yet
- Astm B248 PDFDocument12 pagesAstm B248 PDFFabian Medrano50% (2)
- QT Forms Summary Qt1 Qt11Document1 pageQT Forms Summary Qt1 Qt11Muhammad Rafiq100% (2)
- Asme Ix Part QB Art XivDocument26 pagesAsme Ix Part QB Art XivAna María Reyes PresidiaNo ratings yet
- Specification For Carbon Steel Forgings For Piping ApplicationsDocument10 pagesSpecification For Carbon Steel Forgings For Piping ApplicationsMauricio Esteban Fernandez RamirezNo ratings yet
- Circulating Fluidized Bed Boilers: Design and OperationsFrom EverandCirculating Fluidized Bed Boilers: Design and OperationsRating: 4.5 out of 5 stars4.5/5 (6)
- Kenwood KFF2DS14 ManualDocument20 pagesKenwood KFF2DS14 Manualmortgageworld0% (1)
- Diagrid Structural SystemDocument15 pagesDiagrid Structural SystemJogi naiduNo ratings yet
- Asme Sec Ix PT QB Article Xiv - Brazing DataDocument24 pagesAsme Sec Ix PT QB Article Xiv - Brazing Datasamitha505No ratings yet
- H 99 Sec 9 QwivDocument79 pagesH 99 Sec 9 QwivJhon HernandezNo ratings yet
- Asme Sec Ix PT QW Article IVDocument139 pagesAsme Sec Ix PT QW Article IVjorgeNo ratings yet
- Table QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023Document1 pageTable QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023ahmadrizkiqcNo ratings yet
- Pages From Asme Sec Ix 2017-4Document1 pagePages From Asme Sec Ix 2017-4Akhtar AnsariNo ratings yet
- Asme Ix PT QB Article Xi QB 100 Brazing General RequirementsDocument5 pagesAsme Ix PT QB Article Xi QB 100 Brazing General RequirementsGabriel Giampietro de AndradeNo ratings yet
- Brief of Variables: Smaw Gtaw Gmaw SawDocument3 pagesBrief of Variables: Smaw Gtaw Gmaw SawAdilMunirNo ratings yet
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDocument2 pagesVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyNo ratings yet
- BPVC Ix qb-484 PDFDocument1 pageBPVC Ix qb-484 PDFKhaled A MarashliNo ratings yet
- ASME Brazing Procedures Qualification (BPQ)Document1 pageASME Brazing Procedures Qualification (BPQ)ChowKC03No ratings yet
- BPVC Ix qb-484Document1 pageBPVC Ix qb-484Emma DNo ratings yet
- QW-403 6Document1 pageQW-403 6Solikhul HarisNo ratings yet
- C685Document10 pagesC685Gato Sesa0% (1)
- Essential Variables For All ProcessesDocument4 pagesEssential Variables For All ProcessesRahulNo ratings yet
- Asme Ix 2 PDFDocument34 pagesAsme Ix 2 PDFAli Ben AmorNo ratings yet
- ASME Sec IX Summary of Change PDFDocument4 pagesASME Sec IX Summary of Change PDFAhmed BaroukNo ratings yet
- Asme Ix WPS TestDocument6 pagesAsme Ix WPS Testmuhammad hadiNo ratings yet
- Gen-Spc-Pip-5050 - Rev. BDocument40 pagesGen-Spc-Pip-5050 - Rev. BAHMED AMIRANo ratings yet
- Sec Viii D2 Art F-3Document2 pagesSec Viii D2 Art F-3Manus79No ratings yet
- Asme Ix QW MTDocument57 pagesAsme Ix QW MTharabiNo ratings yet
- Form Qb-482 Suggested Format For A Brazing Procedure Specification (BPS) (See QB-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qb-482 Suggested Format For A Brazing Procedure Specification (BPS) (See QB-200.1, Section IX, ASME Boiler and Pressure Vessel Code)ChowKC03No ratings yet
- Nit 2187 3Document62 pagesNit 2187 3Imran MulaniNo ratings yet
- 56 BD 07Document39 pages56 BD 07Mayur Urkude100% (1)
- Format For Manufacturer Record of Welding Operator QualificationDocument1 pageFormat For Manufacturer Record of Welding Operator QualificationRajeev KumarNo ratings yet
- Sec Viii D3 Art KF-6Document3 pagesSec Viii D3 Art KF-6Juan MartinezNo ratings yet
- Asme IX BQ Art 11Document5 pagesAsme IX BQ Art 11Maria Alexandra Lange LenzNo ratings yet
- WPS PQR For Alumunium Reactor TankDocument31 pagesWPS PQR For Alumunium Reactor TankAlirza Aliyev100% (1)
- Welding Procedures and DocumentationDocument17 pagesWelding Procedures and DocumentationVamsikrishna Chowdary MarthaNo ratings yet
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- TABLE 1 Materials For Line Posts and Assemblies: A B A BDocument1 pageTABLE 1 Materials For Line Posts and Assemblies: A B A Ble hoang vietNo ratings yet
- WPS Er70s-3 R2Document14 pagesWPS Er70s-3 R2luis m hueto castilloNo ratings yet
- Variable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aDocument7 pagesVariable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aSaut Maruli Tua SamosirNo ratings yet
- WPS, PQR & WQT According To ASME Section IX - 2019Document50 pagesWPS, PQR & WQT According To ASME Section IX - 2019Anon YmousNo ratings yet
- Wps Requirement FormatDocument1 pageWps Requirement Formatpradip meneNo ratings yet
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Document8 pagesSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- Copper Flat Products With Finished (Rolled or Drawn) Edges (Flat Wire and Strip)Document6 pagesCopper Flat Products With Finished (Rolled or Drawn) Edges (Flat Wire and Strip)Isma RioNo ratings yet
- BPVC Ix QB-483Document1 pageBPVC Ix QB-483Wagner ClaudioNo ratings yet
- Asme N 494-3Document16 pagesAsme N 494-3YESID MAURICIO SILVA GALINDONo ratings yet
- Nma App B PDFDocument11 pagesNma App B PDFJesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Requirements of Brazing QualificationsDocument8 pagesRequirements of Brazing QualificationsShahul Hameed KhadarmeeranNo ratings yet
- ASME Sec IX - Preheat&Postweld HeatDocument1 pageASME Sec IX - Preheat&Postweld HeatArab WeldersNo ratings yet
- Gen-Spc-Pip-5030 - Rev. BDocument16 pagesGen-Spc-Pip-5030 - Rev. BAHMED AMIRANo ratings yet
- Aws and Asme WpsDocument59 pagesAws and Asme Wpsfaizalzol100% (1)
- ASME InterpretationDocument4 pagesASME Interpretationhrh_pogcNo ratings yet
- GB1516 Sac 240 CV RP 0004 - BDocument69 pagesGB1516 Sac 240 CV RP 0004 - BkkkkNo ratings yet
- Pages From ASME - B31.3 - Ed.2018Document10 pagesPages From ASME - B31.3 - Ed.2018sarsan nedumkuzhiNo ratings yet
- Summary of Changes in ASME Section IX, 1998 EditionDocument5 pagesSummary of Changes in ASME Section IX, 1998 EditionTeguh Setiono100% (1)
- H 99 Sec 9 AppbDocument4 pagesH 99 Sec 9 AppbAxel MalusaNo ratings yet
- ASME BPVC 2023 Sect IX - BrazinDocument40 pagesASME BPVC 2023 Sect IX - BrazinJose Adrian Hernandez HernandezNo ratings yet
- Specifications Lignes Ba1 Bb1 Bb3 Bd2 Bg1 Bl5Document40 pagesSpecifications Lignes Ba1 Bb1 Bb3 Bd2 Bg1 Bl5LAKHTIRINo ratings yet
- Pages From ASME - IX - 2019 - Boiler - and - Pressure - VesselDocument1 pagePages From ASME - IX - 2019 - Boiler - and - Pressure - Vesselsarsan nedumkuzhiNo ratings yet
- Asme Boiler & Pressure Vessel CodeDocument33 pagesAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Codes and StandardsDocument33 pagesCodes and StandardsMohd AmaniNo ratings yet
- Sec Viii D3 Art KF-7Document1 pageSec Viii D3 Art KF-7Juan MartinezNo ratings yet
- Ermco Fibre Guide September 2012 Corr ADocument39 pagesErmco Fibre Guide September 2012 Corr AourebooksNo ratings yet
- Aaf Brochure High Purity Housings and Hepa Ulpa Filters en OnlineDocument28 pagesAaf Brochure High Purity Housings and Hepa Ulpa Filters en OnlineJose BalaguerNo ratings yet
- BS 476-31.1 1983 PDFDocument15 pagesBS 476-31.1 1983 PDFAdrian DorhatNo ratings yet
- Die-Casting Process: Types, Applications & LimitationsDocument24 pagesDie-Casting Process: Types, Applications & LimitationssoorajNo ratings yet
- Suprobox R & Rack Series 2022Document23 pagesSuprobox R & Rack Series 2022Orkut AktaşNo ratings yet
- Instruction Manual MotorDocument32 pagesInstruction Manual MotorHasan BashirNo ratings yet
- Catalogue - New QPF PDFDocument32 pagesCatalogue - New QPF PDFShaiju EbrahimNo ratings yet
- Mechanical Engineering SyllabusDocument175 pagesMechanical Engineering SyllabusGuru krishnaNo ratings yet
- Topic 4 BondDocument36 pagesTopic 4 BondJay PatelNo ratings yet
- Soft-Soil Const ModelDocument6 pagesSoft-Soil Const ModelicabullangueroNo ratings yet
- Mill Test Reports 19mm 26mmDocument2 pagesMill Test Reports 19mm 26mmkayshephNo ratings yet
- Waterproofing SystemsDocument4 pagesWaterproofing SystemsfairmatechemicalNo ratings yet
- A471Document5 pagesA471rohit kumarNo ratings yet
- Analysis and Design of Prestressed Concrete Girder: Vishal U. Misal, N. G. Gore, P. J. SalunkeDocument5 pagesAnalysis and Design of Prestressed Concrete Girder: Vishal U. Misal, N. G. Gore, P. J. SalunkeGopu R100% (1)
- Lecture 6 Elements of Gating SystemDocument7 pagesLecture 6 Elements of Gating SystemNemani Raghu0% (1)
- Thermal Properties of MatterDocument21 pagesThermal Properties of MatterKiron SheiqNo ratings yet
- Bosch Dishwasher Service Training Manual - Part6 PDFDocument4 pagesBosch Dishwasher Service Training Manual - Part6 PDFnilsNo ratings yet
- Pool Fittings Brochure English Double Page VersionDocument8 pagesPool Fittings Brochure English Double Page VersionnewbornlifeNo ratings yet
- Watcher Hut DrawingDocument1 pageWatcher Hut DrawingChinthakaNo ratings yet
- PCCL Cement CourseDocument3 pagesPCCL Cement CourseAmr A. NaderNo ratings yet
- Asme Sec Viii D1 C PT UhaDocument15 pagesAsme Sec Viii D1 C PT Uhakcp1986No ratings yet
- Design ProblemsDocument50 pagesDesign ProblemsAngel Mae OndovillaNo ratings yet
- Pveng: Pressure Vessel Engineering LTDDocument20 pagesPveng: Pressure Vessel Engineering LTDSivateja NallamothuNo ratings yet
- B1 Beam DesignDocument7 pagesB1 Beam DesignakhilNo ratings yet
- Specifications BamStrand 3 Part SpecsDocument7 pagesSpecifications BamStrand 3 Part SpecsKimberly MitchellNo ratings yet
- BS Units - DaikinDocument23 pagesBS Units - Daikinbigkm1974No ratings yet