Download as pdf or txt
You might also like
- Schematitic and Wiring Drawing ADEM IIIDocument2 pagesSchematitic and Wiring Drawing ADEM IIIJose Luis Rattia86% (7)
- Show: Bunheads By: Amy Sherman-Palladino Scene Type: Serio-Comic Character: BooDocument17 pagesShow: Bunheads By: Amy Sherman-Palladino Scene Type: Serio-Comic Character: BooChristina CannillaNo ratings yet
- ISO 14224 Maintenance Standard PDFDocument69 pagesISO 14224 Maintenance Standard PDFNJOY81No ratings yet
- Defect EliminationDocument4 pagesDefect EliminationHossein100% (1)
- 3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Document6 pages3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Chidiebere Samuel OkogwuNo ratings yet
- The Cygnus MysteryDocument25 pagesThe Cygnus MysteryGraham Harris100% (3)
- P1 - The Particulate Nature of Matter PDFDocument17 pagesP1 - The Particulate Nature of Matter PDFEdgardo LeysaNo ratings yet
- Chapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1Document9 pagesChapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1yinkaNo ratings yet
- Ed Indicators Document 2nd Edition Preview 2012-05-31Document8 pagesEd Indicators Document 2nd Edition Preview 2012-05-31Enio BasualdoNo ratings yet
- Condition Monitoring EssentialsDocument44 pagesCondition Monitoring Essentials4358213100% (2)
- Books 2008Document4 pagesBooks 2008Arvind KumarNo ratings yet
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocument42 pages11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- CBP Current Best Practices For Reliability and MaintenanceDocument8 pagesCBP Current Best Practices For Reliability and MaintenancepkbijuNo ratings yet
- Creating A Culture For ReliabilityDocument27 pagesCreating A Culture For ReliabilityChad HuntNo ratings yet
- Why Are We So Bad at Maintenance ManagementDocument16 pagesWhy Are We So Bad at Maintenance ManagementMasoud AmirzadehfardNo ratings yet
- Maintenance RoiDocument8 pagesMaintenance Roiganeshji@vsnl.comNo ratings yet
- Uptime Maintenance: Strategies For ExcellenceDocument3 pagesUptime Maintenance: Strategies For Excellencemostfa nermenNo ratings yet
- CMMS Best Practices Study - ReliabilitywebDocument49 pagesCMMS Best Practices Study - Reliabilitywebfrank naranjo100% (1)
- Proact Rca TemplateDocument1 pageProact Rca Templatetristanmaharaj100% (1)
- CMRP OverviewDocument2 pagesCMRP OverviewBabatunde Abiodun OluboriNo ratings yet
- Defect EliminationDocument8 pagesDefect EliminationHariKishore SudarsanamNo ratings yet
- Maintenance Journal 171fullDocument85 pagesMaintenance Journal 171fullJorge MartinezNo ratings yet
- Vibration Analysis WorkshopDocument55 pagesVibration Analysis WorkshopFarhan Hyder SyedNo ratings yet
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- Bearing Life CycleDocument2 pagesBearing Life CyclemoerkerkNo ratings yet
- BTH780ReliabilityEngineeringLectureMaterial#1 (1) MergedDocument523 pagesBTH780ReliabilityEngineeringLectureMaterial#1 (1) MergedNeuky Els100% (1)
- Can RCM (Reliability Centered Maintenance) and Streamlined RCM Peacefully Co-ExistDocument12 pagesCan RCM (Reliability Centered Maintenance) and Streamlined RCM Peacefully Co-ExistHugoCabanillasNo ratings yet
- Welcome To IEN 754: Reliability and Maintainability EngineeringDocument16 pagesWelcome To IEN 754: Reliability and Maintainability EngineeringSherif El-soudyNo ratings yet
- Back To Basics MRODocument5 pagesBack To Basics MROrstein666No ratings yet
- Equipment Critical Analysis - The Need For An Effective Maintenance ProgramDocument9 pagesEquipment Critical Analysis - The Need For An Effective Maintenance ProgramAle SanzNo ratings yet
- World Class Maintenance Presentation PDFDocument15 pagesWorld Class Maintenance Presentation PDFJose Luis RattiaNo ratings yet
- Study of Failure Modes of Rolling Bearings: A ReviewDocument7 pagesStudy of Failure Modes of Rolling Bearings: A ReviewIJMERNo ratings yet
- SMRP Metric 1.3 Maintenance Unit CostDocument5 pagesSMRP Metric 1.3 Maintenance Unit CostJorge FracaroNo ratings yet
- 5 Ways To Measure Your Asset Health ManagementDocument2 pages5 Ways To Measure Your Asset Health ManagementChávez Ordoñez RemyNo ratings yet
- Basic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro UniversityDocument45 pagesBasic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro Universitysurya kusumaNo ratings yet
- The Road To Reliability A Simple 4 Step Approach To Reduce Your Downtime by 90%Document15 pagesThe Road To Reliability A Simple 4 Step Approach To Reduce Your Downtime by 90%HugoCabanillas100% (1)
- ReliabilityDocument27 pagesReliabilityNelson LlenoNo ratings yet
- Why Do Machines and Equipment Continue To Fail in Companies PDFDocument126 pagesWhy Do Machines and Equipment Continue To Fail in Companies PDFLong NguyenNo ratings yet
- Maintenance Planning and Scheduling Masterclass - Student HandoutDocument161 pagesMaintenance Planning and Scheduling Masterclass - Student Handoutsabrina samuelsNo ratings yet
- Reliability Engineering: Rajesh V. R. Asst. Professor Dept. of Mechanical Engg. FisatDocument58 pagesReliability Engineering: Rajesh V. R. Asst. Professor Dept. of Mechanical Engg. FisatprashantiyerNo ratings yet
- Spare Parts ProvisioningDocument47 pagesSpare Parts Provisioningapi-3732848100% (3)
- Key Performance Indicators For Maintenance PDFDocument6 pagesKey Performance Indicators For Maintenance PDFnhatnam06dt1No ratings yet
- Bad Actor Defect EliminationDocument28 pagesBad Actor Defect EliminationMunazar HussainNo ratings yet
- Reliabilityweb Uptime 20121011Document69 pagesReliabilityweb Uptime 20121011catraioNo ratings yet
- 11.0 Failure AnalysisDocument7 pages11.0 Failure AnalysisApirat WhannurakNo ratings yet
- FMEADocument87 pagesFMEAArijitMalakarNo ratings yet
- Mech7350 14 Condition MonitoringDocument12 pagesMech7350 14 Condition Monitoringkwakwa4No ratings yet
- Failure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPDocument55 pagesFailure Reporting, Analysis, Corrective Action System: Presented By: Ricky Smith, CMRPTeodora DobricăNo ratings yet
- R CM BrochureDocument4 pagesR CM Brochureelshamik100% (1)
- Note Bearing PDFDocument77 pagesNote Bearing PDFفايق العرودNo ratings yet
- Introduction To Reliability: EN0625 Design and Manufacturing AnalysisDocument50 pagesIntroduction To Reliability: EN0625 Design and Manufacturing AnalysisAl AidenNo ratings yet
- Top 10 Reasons Why Maintenance Planning Is Not EffectiveDocument7 pagesTop 10 Reasons Why Maintenance Planning Is Not Effectivemenz502No ratings yet
- Design For Reliability by AdeshDocument68 pagesDesign For Reliability by AdeshDelhiites AdeshNo ratings yet
- 1 13936 Fixed Asset Management Evaluation GuideDocument6 pages1 13936 Fixed Asset Management Evaluation GuideRagul MohanNo ratings yet
- 2 - Pillar - One Rev-20161229Document37 pages2 - Pillar - One Rev-20161229AhmadNo ratings yet
- SMRP Metric 5.5.8 Overtime Maintenance HoursDocument6 pagesSMRP Metric 5.5.8 Overtime Maintenance HoursJorge FracaroNo ratings yet
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocument17 pagesTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluNo ratings yet
- Lecture 14 - Reliability Centered Maintenance-2012Document31 pagesLecture 14 - Reliability Centered Maintenance-2012Falak Khan100% (1)
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadNo ratings yet
- Reliability Maintenance Is Good MedicineDocument12 pagesReliability Maintenance Is Good MedicineGyogi MitsutaNo ratings yet
- Reliability Centred MaintenanceDocument19 pagesReliability Centred Maintenancefaraherh amberNo ratings yet
- 01 Maintenance OrganizationDocument19 pages01 Maintenance OrganizationIrfannurllah Shah100% (1)
- Condition Based Maintenance EbookDocument48 pagesCondition Based Maintenance EbookDayan AGUILAR RINCONNo ratings yet
- Thin Material: Nozzle Segment Indication ZonesDocument1 pageThin Material: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- 3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Document19 pages3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Chidiebere Samuel OkogwuNo ratings yet
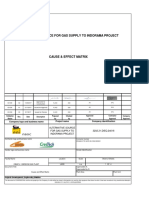
- Alternative Source For Gas Supply To Indorama ProjectDocument4 pagesAlternative Source For Gas Supply To Indorama ProjectChidiebere Samuel OkogwuNo ratings yet
- Field Technical Instruction: John Brown Engineering Customer Service DivisionDocument2 pagesField Technical Instruction: John Brown Engineering Customer Service DivisionChidiebere Samuel OkogwuNo ratings yet
- Start Time SN Job Step Hazard Hazard Controls Status CommentsDocument3 pagesStart Time SN Job Step Hazard Hazard Controls Status CommentsChidiebere Samuel OkogwuNo ratings yet
- Nozzle Segment Indication Zones: A B C B D D E FDocument1 pageNozzle Segment Indication Zones: A B C B D D E FChidiebere Samuel OkogwuNo ratings yet
- Start Time SN Job Step Hazard Harzard Controls Status CommentsDocument3 pagesStart Time SN Job Step Hazard Harzard Controls Status CommentsChidiebere Samuel OkogwuNo ratings yet
- PM List I&C (1258)Document6 pagesPM List I&C (1258)Chidiebere Samuel OkogwuNo ratings yet
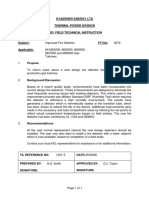
- Kvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Bulging: Nozzle Segment Indication ZonesDocument1 pageBulging: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
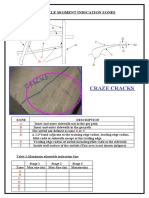
- Craze Cracks: Nozzle Segment Indication ZonesDocument1 pageCraze Cracks: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Errosion: Nozzle Segment Indication ZonesDocument1 pageErrosion: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Document5 pagesTechnical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Chidiebere Samuel Okogwu100% (1)
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Evaporative Cooler Commissioning ProcedureDocument2 pagesTechnical Information Letter: Evaporative Cooler Commissioning ProcedureChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument1 pageKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Load Coupling Nut EventDocument1 pageTechnical Information Letter: Load Coupling Nut EventChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Energy Services Engineering Product Service TIL 1576Document4 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1576Chidiebere Samuel Okogwu100% (2)
- Technical Information Letter: TIL 1357-2 Ge Energy Services Product Service 15 JULY 2002Document2 pagesTechnical Information Letter: TIL 1357-2 Ge Energy Services Product Service 15 JULY 2002Chidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Document3 pagesTechnical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Chidiebere Samuel OkogwuNo ratings yet
- Kirsty Simone Bonner: Core Competencies and AchievementsDocument3 pagesKirsty Simone Bonner: Core Competencies and AchievementsChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: TIL 1378-1 Ge Energy Services Product Service 12 December 2002Document1 pageTechnical Information Letter: TIL 1378-1 Ge Energy Services Product Service 12 December 2002Chidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: PurposeDocument1 pageTechnical Information Letter: PurposeChidiebere Samuel OkogwuNo ratings yet
- 1208-3: Changes in Steam Turbine and Generator Parts Corrosion Protection PackagingDocument3 pages1208-3: Changes in Steam Turbine and Generator Parts Corrosion Protection PackagingChidiebere Samuel OkogwuNo ratings yet
- Hick's Law Lab 1Document6 pagesHick's Law Lab 1Merna SamieNo ratings yet
- VedicDocument12 pagesVedicShriti AggarwalNo ratings yet
- Intro To SS Lecture 2Document21 pagesIntro To SS Lecture 2Muhammad HusnainNo ratings yet
- BC0033 Basic Mathematics MQPDocument20 pagesBC0033 Basic Mathematics MQPdeepakwiproNo ratings yet
- Tavant Technologies Sample Aptitude Placement PaperDocument6 pagesTavant Technologies Sample Aptitude Placement PaperPuli Naveen100% (1)
- Model-Based Strategic PlanningDocument18 pagesModel-Based Strategic PlanningBintang ramadhanNo ratings yet
- Anatomi TibiaDocument9 pagesAnatomi TibiaHerryanto AgustriadiNo ratings yet
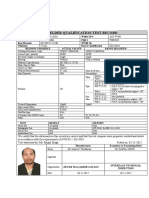
- Wqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Document1 pageWqt-1-13-W-1-3g-Smaw-Alclad-Aws D1.1Rejoy babyNo ratings yet
- MG500 Service Training PDFDocument22 pagesMG500 Service Training PDFJav SeNo ratings yet
- Experiment N 5: Surface RoughnessDocument3 pagesExperiment N 5: Surface RoughnessG. Dancer GhNo ratings yet
- Earth and Life ScienceDocument4 pagesEarth and Life SciencePinky PardilladaNo ratings yet
- Important Questions EmtDocument9 pagesImportant Questions EmtDinesh PeterNo ratings yet
- 16.21.1814 EbookDocument442 pages16.21.1814 EbookSutadi Triputra100% (1)
- ProposalDocument18 pagesProposalakintundeakinboladeNo ratings yet
- Goulds e-NSC Series: High Flexibility, Heavy Duty End Suction Pumps For Building Services, Public Utilities and IndustryDocument23 pagesGoulds e-NSC Series: High Flexibility, Heavy Duty End Suction Pumps For Building Services, Public Utilities and IndustryFARAZamuNo ratings yet
- AtropineDocument4 pagesAtropineAnung RespatiNo ratings yet
- Summary ReportDocument24 pagesSummary ReportRonniNo ratings yet
- Cad Cam Lab VivaDocument9 pagesCad Cam Lab VivaAnonymous dYDY4Eha100% (2)
- DH 0515Document12 pagesDH 0515The Delphos HeraldNo ratings yet
- Crest Definition - Google Search OkDocument1 pageCrest Definition - Google Search Okh4wkwzbtpfNo ratings yet
- Line Dance ModuleDocument34 pagesLine Dance ModuleMarie Antionette MondragonNo ratings yet
- Modest Barbie Style Perfecting The PantyDocument4 pagesModest Barbie Style Perfecting The PantyapfelkraftNo ratings yet
- Sustainability PackagingDocument3 pagesSustainability Packagingdong.quan.1705No ratings yet
- Latihan SoalDocument5 pagesLatihan SoalWizka Mulya JayaNo ratings yet
- 5db697c820cca Sample Preparation Operating Manual CryoCube F740hi Hiw I Iw MinDocument118 pages5db697c820cca Sample Preparation Operating Manual CryoCube F740hi Hiw I Iw MinKrzysiek PrądzińskiNo ratings yet
- Spare Parts ManagementDocument19 pagesSpare Parts ManagementdaveferalNo ratings yet