Download as pdf or txt
You might also like
- B.S. Nagendra Parashar and R.K. Mittal - Elements of Manufacturing Processes (2011, PHI Learning Private Limited) - Libgen - LiDocument491 pagesB.S. Nagendra Parashar and R.K. Mittal - Elements of Manufacturing Processes (2011, PHI Learning Private Limited) - Libgen - LiAnsheekaNo ratings yet
- CSM 10423RDocument53 pagesCSM 10423RWyllton CandidoNo ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- A434Document3 pagesA434alirioNo ratings yet
- Brass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocument9 pagesBrass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForarunjacobnNo ratings yet
- PN50SD0L01 2015Document4 pagesPN50SD0L01 2015romerobernaNo ratings yet
- Astm A234-16Document9 pagesAstm A234-16romerobernaNo ratings yet
- Astm A338-14 PDFDocument2 pagesAstm A338-14 PDFromerobernaNo ratings yet
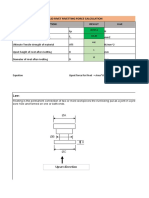
- Solid Rivet Upset Force CalculationDocument7 pagesSolid Rivet Upset Force CalculationVenkateswaran venkateswaranNo ratings yet
- Austempered Ductile Iron Castings: Standard Specification ForDocument8 pagesAustempered Ductile Iron Castings: Standard Specification ForMahendra AhirwarNo ratings yet
- SB 308Document8 pagesSB 308AnilNo ratings yet
- As ISO IEC 15424-2006 Information Technology - Automatic Identification and Data Capture Techniques - Data CADocument8 pagesAs ISO IEC 15424-2006 Information Technology - Automatic Identification and Data Capture Techniques - Data CASAI Global - APACNo ratings yet
- E186 RXDocument3 pagesE186 RXgechaves1No ratings yet
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- ASTM F593: MaterialsDocument1 pageASTM F593: MaterialsBilly DNo ratings yet
- Phosphate/Oil Corrosion Protective Coatings For FastenersDocument2 pagesPhosphate/Oil Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- A597 7Document2 pagesA597 7sandeep acharNo ratings yet
- Lvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudDocument17 pagesLvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudshamrajjNo ratings yet
- Astm A381 1996 PDFDocument7 pagesAstm A381 1996 PDFMauricio Rincón OrtizNo ratings yet
- AMS5772Document7 pagesAMS5772Adrian FinichiuNo ratings yet
- Iso 15418. Ansi MH10.8.2 - CM2020-08-27+Document172 pagesIso 15418. Ansi MH10.8.2 - CM2020-08-27+Box of Locks Inc.No ratings yet
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- TM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)Document5 pagesTM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)方綵樺No ratings yet
- Astm B487Document2 pagesAstm B487Srinivasa RaghavanNo ratings yet
- Wss-M1a367-A33, 37,38,44Document11 pagesWss-M1a367-A33, 37,38,44nguyễn mạnhNo ratings yet
- 1757 1988Document4 pages1757 1988Ramesh BNo ratings yet
- Sae J122-2017Document12 pagesSae J122-2017phan hoai nam PhanNo ratings yet
- Determining The Inclusion Content of Steel: Standard Test Methods ForDocument20 pagesDetermining The Inclusion Content of Steel: Standard Test Methods ForoslatNo ratings yet
- Nickel AlloysDocument2 pagesNickel AlloysmeNo ratings yet
- Astm 194 - 2023Document13 pagesAstm 194 - 2023ahmed sobhyNo ratings yet
- Disclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Document15 pagesDisclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Selvaraji Muthu50% (2)
- D1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberDocument15 pagesD1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberFrancoNo ratings yet
- ASTM A580 18 Stainless Steel WireDocument5 pagesASTM A580 18 Stainless Steel WireMartin Åkesson100% (1)
- MIL-A-22771D - Aluminum Forgings, Heat TreatedDocument24 pagesMIL-A-22771D - Aluminum Forgings, Heat TreatedklinedavidklineNo ratings yet
- Astm A 1016 2020Document12 pagesAstm A 1016 2020geraldo leoncioNo ratings yet
- As 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuDocument2 pagesAs 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuSAI Global - APACNo ratings yet
- Astm A1008 2020Document11 pagesAstm A1008 2020reza acbariNo ratings yet
- ASTM A842 - Corpo de Prova OmegaDocument4 pagesASTM A842 - Corpo de Prova OmegaFabiano MonteiroNo ratings yet
- Astm A827-14Document3 pagesAstm A827-14Артем Титов100% (1)
- Ductile Iron Castings: Standard Specification ForDocument6 pagesDuctile Iron Castings: Standard Specification ForLuis F. LoachamínNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- Astm A512 PDFDocument7 pagesAstm A512 PDFRathi TwNo ratings yet
- Astm E407Document21 pagesAstm E407Chan UeiNianNo ratings yet
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocument4 pagesHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNo ratings yet
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- B 21 - B 21M - 14Document8 pagesB 21 - B 21M - 14Ahmed BilalNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- Astm A 572 A 572m 15pdfDocument4 pagesAstm A 572 A 572m 15pdfKartik DoblekarNo ratings yet
- A 232 - A 232M - 05 (2011) E1 PDFDocument4 pagesA 232 - A 232M - 05 (2011) E1 PDFأسامة وحيد الدين رمضانNo ratings yet
- Aerospace Material SpecificationDocument11 pagesAerospace Material Specificationfelipe juremaNo ratings yet
- Astm A513 A513m 18Document10 pagesAstm A513 A513m 18Thị Hồng Vỹ LêNo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- Sae J82-2013Document6 pagesSae J82-2013Marcos RosenbergNo ratings yet
- Automotive Gray Iron Castings: Standard Specification ForDocument5 pagesAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- Astm A512Document7 pagesAstm A512Rathi TwNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Bes MSDocument1 pageBes MSasdNo ratings yet
- A588a588m 6956Document3 pagesA588a588m 6956Jaleel ClaasenNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForVIKAS DAHIYANo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForAdán Cogley CantoNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForMaxNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification Forrohit kumarNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForBorza DorinNo ratings yet
- A220Document5 pagesA220Jarbas MoraesNo ratings yet
- NACE MR0175-Circular1 Part2Document5 pagesNACE MR0175-Circular1 Part2romerobernaNo ratings yet
- NACE MR0175-Circular1 Part3Document13 pagesNACE MR0175-Circular1 Part3romerobernaNo ratings yet
- Rev 2 Ducting Spec - ASMErevDocument76 pagesRev 2 Ducting Spec - ASMErevromerobernaNo ratings yet
- NACE MR0175-Circular1 Part1Document4 pagesNACE MR0175-Circular1 Part1romerobernaNo ratings yet
- NACE MR0175-Circular4 Part3Document7 pagesNACE MR0175-Circular4 Part3romerobernaNo ratings yet
- NACE MR0175-Circular2 Part3Document21 pagesNACE MR0175-Circular2 Part3romerobernaNo ratings yet
- NACE MR0175-Circular2 Part2Document3 pagesNACE MR0175-Circular2 Part2romerobernaNo ratings yet
- NIA NGGT0053 Pipeline Noise Mitigation - Final Repo 150714111738Document46 pagesNIA NGGT0053 Pipeline Noise Mitigation - Final Repo 150714111738romerobernaNo ratings yet
- What Is A Pitting Resistance Equivalent Number (PREN) - Unified AlloysDocument10 pagesWhat Is A Pitting Resistance Equivalent Number (PREN) - Unified AlloysromerobernaNo ratings yet
- CSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveDocument4 pagesCSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveromerobernaNo ratings yet
- Process Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- Process Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsDocument11 pagesProcess Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- Astm A1067-12 PDFDocument8 pagesAstm A1067-12 PDFromerobernaNo ratings yet
- Process Industry Practices Piping: PIP PNC00004 Piping Stress Analysis Criteria For ASME B31.3 Metallic PipingDocument10 pagesProcess Industry Practices Piping: PIP PNC00004 Piping Stress Analysis Criteria For ASME B31.3 Metallic PipingromerobernaNo ratings yet
- SSPC Visual 2Document5 pagesSSPC Visual 2romerobernaNo ratings yet
- Process Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- SSPC Pa1Document12 pagesSSPC Pa1romeroberna100% (1)
- Process Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsDocument10 pagesProcess Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsromerobernaNo ratings yet
- Spe 192741-MSDocument19 pagesSpe 192741-MSromerobernaNo ratings yet
- Dental Materials Part 1.pdf - 2023.04.15 - 09.03.03amDocument61 pagesDental Materials Part 1.pdf - 2023.04.15 - 09.03.03amOmar FawazNo ratings yet
- The Future of Rock Bolting 1692444089Document4 pagesThe Future of Rock Bolting 1692444089Raul Bracamontes JimenezNo ratings yet
- BMT Lab Manual - NewDocument109 pagesBMT Lab Manual - NewAravind B Patil100% (1)
- (5-3-1) NPTEL - Properties of Materials at Cryogenic TemperatureDocument50 pages(5-3-1) NPTEL - Properties of Materials at Cryogenic TemperatureSamlesh ChoudhuryNo ratings yet
- Strength of MaterialsDocument29 pagesStrength of Materialsrubyshaji96No ratings yet
- Science JeopardyDocument26 pagesScience Jeopardyapi-259274653No ratings yet
- Methods Material Models and Crash Simul in LSDYNADocument56 pagesMethods Material Models and Crash Simul in LSDYNAbelkacem kisriNo ratings yet
- GPG PS003 Cold Formed BendsDocument80 pagesGPG PS003 Cold Formed BendsNirvana RamkissoonNo ratings yet
- Physical and Mechcanical Properties of Dental Materials.Document136 pagesPhysical and Mechcanical Properties of Dental Materials.Diksha SolankiNo ratings yet
- Behaviour of Al6061-T6 Alloy at Different Temperatures and Strain-Rates - Experimental Characterization and Material Modelling M. Scapin & A. ManesDocument34 pagesBehaviour of Al6061-T6 Alloy at Different Temperatures and Strain-Rates - Experimental Characterization and Material Modelling M. Scapin & A. Manestaylor.collins291100% (10)
- Standard Test Methods For Bend Testing of Material For DuctilityDocument10 pagesStandard Test Methods For Bend Testing of Material For DuctilitysahidNo ratings yet
- Static Equipment Material SelectionDocument58 pagesStatic Equipment Material SelectionLorenzoNo ratings yet
- Experiment No: 05 Ductility of Bituminous MaterialDocument2 pagesExperiment No: 05 Ductility of Bituminous MaterialZakirul Aslam ChowdhuryNo ratings yet
- Assignment-SKMM 2613 Silver & AlloysDocument19 pagesAssignment-SKMM 2613 Silver & Alloysjun005No ratings yet
- Earthquake Effects On BuildingsDocument28 pagesEarthquake Effects On BuildingsvishalgoreNo ratings yet
- Ubc 94-97Document18 pagesUbc 94-97Muhammad Ahsan NadeemNo ratings yet
- Chemistry Form 4 Chapter 9Document24 pagesChemistry Form 4 Chapter 9dinda syi100% (18)
- Final Poster - Biodegradeable Metallic StentsDocument1 pageFinal Poster - Biodegradeable Metallic StentsMcQuack ÁvilaNo ratings yet
- Billet Defects - Transverse Cracking Formation Prevention and EvolutionDocument24 pagesBillet Defects - Transverse Cracking Formation Prevention and EvolutionJorge MadiasNo ratings yet
- Research On Ferrocement - Global PerspectiveDocument147 pagesResearch On Ferrocement - Global PerspectiveYash PatelNo ratings yet
- Chapter 5Document14 pagesChapter 5Phuc Truong DucNo ratings yet
- CVN and DWTT Energy Methods For Determining Fracture Arrest Toughness of High Strength Pipeline SteelsDocument9 pagesCVN and DWTT Energy Methods For Determining Fracture Arrest Toughness of High Strength Pipeline SteelsMarcelo Varejão CasarinNo ratings yet
- Choose The Letter of The Best Answer in Each QuestionsDocument8 pagesChoose The Letter of The Best Answer in Each QuestionsMark Brendon Jess VargasNo ratings yet
- MM-03 Flow Meter Final DrawingDocument20 pagesMM-03 Flow Meter Final DrawingAlexandru AlexNo ratings yet
- 5444r 88Document18 pages5444r 88Mohammed IsmailNo ratings yet
- 17610-Shaikh-sir-Notes-Ch 1. Theory On Introduction To DesignDocument22 pages17610-Shaikh-sir-Notes-Ch 1. Theory On Introduction To DesignTech Once MoreNo ratings yet
- 1st Quarter ExamDocument2 pages1st Quarter ExamKRIZZEL CATAMINNo ratings yet