
SL Electroplating 270 01
SL Electroplating 270 01
You might also like
- Automotive Wiring and Circuit DiagramsDocument36 pagesAutomotive Wiring and Circuit Diagramsngelectronic522675% (28)
- EN 50272-3-2002 - enDocument20 pagesEN 50272-3-2002 - enMiahsaheb RafeeqNo ratings yet
- Automated Broad and Narrow Band Impedance Matching for RF and Microwave CircuitsFrom EverandAutomated Broad and Narrow Band Impedance Matching for RF and Microwave CircuitsNo ratings yet
- Diff Types of Transmission Lines Used in CommsDocument9 pagesDiff Types of Transmission Lines Used in CommsLe AndroNo ratings yet
- Underground Power Cables Catalogue 03-2010Document48 pagesUnderground Power Cables Catalogue 03-2010Edgar Sierra Rodriguez100% (1)
- Fermator Car Door CD30 Maintenance Manual Premium - 09.18Document76 pagesFermator Car Door CD30 Maintenance Manual Premium - 09.18alfrelia0% (1)
- SL Electroplating 270 01Document20 pagesSL Electroplating 270 01pmurphNo ratings yet
- Practical Guide To Cable SelectionDocument12 pagesPractical Guide To Cable Selectionazitagg100% (1)
- Week 5-7 Inductance of TLsDocument59 pagesWeek 5-7 Inductance of TLsSyed Faras HaiderNo ratings yet
- Design and Comparison of High Frequency Transformers Using Foil and Round WindingsDocument7 pagesDesign and Comparison of High Frequency Transformers Using Foil and Round WindingsFelipe FerreiraNo ratings yet
- Thesis Paper On TransistorsDocument7 pagesThesis Paper On TransistorsRabib HossainNo ratings yet
- What To Take in Consideration For The Project: Optical Protection Ground WireDocument9 pagesWhat To Take in Consideration For The Project: Optical Protection Ground WireJesus LopezNo ratings yet
- Design, Modeling, and Analysis of A Compact Planar TransformerDocument4 pagesDesign, Modeling, and Analysis of A Compact Planar Transformerигорь сидоренкоNo ratings yet
- Wire ModelingDocument68 pagesWire ModelingprocatellNo ratings yet
- Lecture 4: Interconnect RC: High Speed CMOS VLSI DesignDocument12 pagesLecture 4: Interconnect RC: High Speed CMOS VLSI DesignGyanaranjan NayakNo ratings yet
- Activity-1 COMS 3Document3 pagesActivity-1 COMS 3reymarindaNo ratings yet
- Cell Design Issues: ReadingDocument22 pagesCell Design Issues: ReadingVitthal TalawarNo ratings yet
- Interconnect Delay ModelsDocument16 pagesInterconnect Delay ModelsPerumal NamasivayamNo ratings yet
- En - How Planar Magnetics Improve Performance in Power ElectronicsDocument20 pagesEn - How Planar Magnetics Improve Performance in Power ElectronicsMuhammad Qasim RaufNo ratings yet
- 598464.design of Planar Inductor Jkundrata AbaricDocument7 pages598464.design of Planar Inductor Jkundrata AbaricbiznizNo ratings yet
- Interconnects: P. Vaishnavi - 208221020Document39 pagesInterconnects: P. Vaishnavi - 208221020Palawar VaishnaviNo ratings yet
- How To Create A Planar Transformer PCB DesignDocument20 pagesHow To Create A Planar Transformer PCB DesignjackNo ratings yet
- Phase 2 ReportDocument59 pagesPhase 2 ReportMurugeswariNo ratings yet
- Comparison of Cable Models For Time Domain SimulationsDocument5 pagesComparison of Cable Models For Time Domain SimulationsGokul VenugopalNo ratings yet
- Comparative Analysis of HV Cables Electrical CharacteristicsDocument4 pagesComparative Analysis of HV Cables Electrical CharacteristicsEduardo Alfredo LallaNo ratings yet
- Electrical Engineering Department Electrical Installations and Drawings (ENEE323) Lecture Notes-5 Conductors, Cables and Insulating Materials CablesDocument10 pagesElectrical Engineering Department Electrical Installations and Drawings (ENEE323) Lecture Notes-5 Conductors, Cables and Insulating Materials Cablesmola znbuNo ratings yet
- Section 3A Transmission Lines PackageDocument10 pagesSection 3A Transmission Lines PackagealfredomatiasrojoNo ratings yet
- Types of Copper Network CablesDocument27 pagesTypes of Copper Network Cablesapi-19713349No ratings yet
- Nductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsDocument5 pagesNductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsstevenasdasNo ratings yet
- Lecture05 de CmosDocument5 pagesLecture05 de CmosHector Baez MedinaNo ratings yet
- Risch2002 PDFDocument6 pagesRisch2002 PDFAhmed Farahat 202-000-228No ratings yet
- 79 GHZ Fully Integrated Fully DifferentiDocument5 pages79 GHZ Fully Integrated Fully DifferentiJoel noungaNo ratings yet
- RR Coupler Theory PlusDocument7 pagesRR Coupler Theory PluspashaNo ratings yet
- Bond Wire and Its Characterization at RF FrequenciesDocument5 pagesBond Wire and Its Characterization at RF FrequenciesArun KumarNo ratings yet
- Gaon - Cables and Wires - CatalogDocument18 pagesGaon - Cables and Wires - Catalogphyo7799100% (2)
- Novel Decoupling Capacitor Designs For Sub-90nm CMOS TechnologyDocument6 pagesNovel Decoupling Capacitor Designs For Sub-90nm CMOS TechnologyNitin SonuNo ratings yet
- Comparative Analysis of HV Cables Electrical CharacteristicsDocument4 pagesComparative Analysis of HV Cables Electrical CharacteristicsmaisalailaNo ratings yet
- Presented By: Love Gupta Dept. of Electronics & InstrumentationDocument21 pagesPresented By: Love Gupta Dept. of Electronics & Instrumentationlovegupta5036No ratings yet
- Reduction of Cost and Losses of TransformerDocument7 pagesReduction of Cost and Losses of TransformerSakib ZamanNo ratings yet
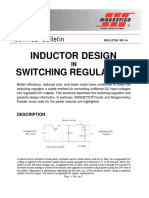
- Inductor Design Switching Regulators: Technical BulletinDocument8 pagesInductor Design Switching Regulators: Technical Bulletinmohon_eee03No ratings yet
- Vlsi 2 Marks QSDocument16 pagesVlsi 2 Marks QSJay SubbareddyNo ratings yet
- Baidya2021 Article LinearDistortionAnalysisOf3DDoDocument8 pagesBaidya2021 Article LinearDistortionAnalysisOf3DDosharmasamriti27No ratings yet
- 90 NM K SramDocument4 pages90 NM K SramVLSISD36 Edwin DominicNo ratings yet
- Lecture07-Interconnect - Gui SVDocument49 pagesLecture07-Interconnect - Gui SVleminhaikbNo ratings yet
- Introduction To Common Printed Circuit Transmission Lines: Guiding The WaveDocument6 pagesIntroduction To Common Printed Circuit Transmission Lines: Guiding The WaveHabib Ur RehmanNo ratings yet
- The Abnormality in Gate Oxide Failure Induced by Stress-Enhanced Diffusion of Polycrystalline SiliconDocument6 pagesThe Abnormality in Gate Oxide Failure Induced by Stress-Enhanced Diffusion of Polycrystalline Silicontonyxie371No ratings yet
- RF - Introduction For NON EngineersDocument48 pagesRF - Introduction For NON EngineersLittleantNo ratings yet
- 301 Chapter 4Document52 pages301 Chapter 4Mr Asraf AllyNo ratings yet
- Planar Transmission Lines PDFDocument12 pagesPlanar Transmission Lines PDFGECM85100% (1)
- Nexans MV Cables UK Brochure - 1Document48 pagesNexans MV Cables UK Brochure - 1Ra'fat HerzallahNo ratings yet
- Telecommunication Lab ManualDocument34 pagesTelecommunication Lab ManualYADAVAMITKUMAR007No ratings yet
- Underground CablesDocument185 pagesUnderground Cablesneeraj kumar singh100% (7)
- Lecture 3.1.2Document25 pagesLecture 3.1.2simranjotkaur735No ratings yet
- Publisher Version (Open Access)Document11 pagesPublisher Version (Open Access)isai.diaz2995No ratings yet
- High-Performance D/A-Converters: Application to Digital TransceiversFrom EverandHigh-Performance D/A-Converters: Application to Digital TransceiversNo ratings yet
- Signal Integrity: From High-Speed to Radiofrequency ApplicationsFrom EverandSignal Integrity: From High-Speed to Radiofrequency ApplicationsNo ratings yet
- Keystone CATALOG 2019 REV 09 12-24-19Document109 pagesKeystone CATALOG 2019 REV 09 12-24-19emilianoNo ratings yet
- 2 Column DesignDocument82 pages2 Column DesignAmirul Asyraf Bin Mohd BekeriNo ratings yet
- Review of Related Literature and Theoretical FrameworkDocument25 pagesReview of Related Literature and Theoretical FrameworkEarl Rajim RiogelonNo ratings yet
- UserscriptDocument8 pagesUserscriptapi-289675854No ratings yet
- Dmmpricelist Printable 010522ADocument4 pagesDmmpricelist Printable 010522AluisNo ratings yet
- tmp268D TMPDocument6 pagestmp268D TMPFrontiersNo ratings yet
- CBT Shop LayoutDocument1 pageCBT Shop Layoutronnel marisgaNo ratings yet
- Penawaran 0218 Printdate 32S Utk CaressaDocument3 pagesPenawaran 0218 Printdate 32S Utk CaressaRessa AjaNo ratings yet
- CV - Nilay - Highway EngineerDocument5 pagesCV - Nilay - Highway EngineerRutik PatelNo ratings yet
- Komposisi z350Document9 pagesKomposisi z350muchlis fauziNo ratings yet
- 7-13-0001 Rev 6Document1 page7-13-0001 Rev 6cynideNo ratings yet
- Class XII CS PROJECT Bank ManagementDocument6 pagesClass XII CS PROJECT Bank ManagementVeduNo ratings yet
- TKE Meta200 Brochure AP 2021 v6 WebDocument27 pagesTKE Meta200 Brochure AP 2021 v6 Webwika mepNo ratings yet
- SPL Konfort 7xx Full en Rev01Document8 pagesSPL Konfort 7xx Full en Rev01kallatisNo ratings yet
- From Massey Ferguson: A & F ModelsDocument17 pagesFrom Massey Ferguson: A & F Modelsvejnik07No ratings yet
- Study On Cbs With Tcs - SBIDocument22 pagesStudy On Cbs With Tcs - SBIvarghese.mathewNo ratings yet
- Motor PerkinsDocument2 pagesMotor PerkinsFredy Castro100% (1)
- SAP Adobe Forms Credit Debit Memo (MX)Document20 pagesSAP Adobe Forms Credit Debit Memo (MX)sakthiroboticNo ratings yet
- Jig Machine Manual From Henan HongjiDocument15 pagesJig Machine Manual From Henan HongjiEduardo QuirozNo ratings yet
- Marina Bay SandsDocument14 pagesMarina Bay SandsNakul RoyNo ratings yet
- Experimental Verification of Evolution of Internal Structure of Asphalt and Modified AsphaltDocument11 pagesExperimental Verification of Evolution of Internal Structure of Asphalt and Modified AsphaltVenkaiah ChowdaryNo ratings yet
- Temperature Sensor: SeriesDocument2 pagesTemperature Sensor: SeriesyasincanNo ratings yet
- 07 CMOST TutorialDocument35 pages07 CMOST TutorialAnonymous Wo8uG3ayNo ratings yet
- Vista Mast RepairDocument28 pagesVista Mast RepairTan JaiNo ratings yet
- A History of Cabling For CommunicationsDocument11 pagesA History of Cabling For CommunicationsViệt Đặng XuânNo ratings yet
- Summarised Details of ClaimDocument4 pagesSummarised Details of ClaimOm Krish RamNo ratings yet
- Motherboard Manual Ga-8vm800m eDocument80 pagesMotherboard Manual Ga-8vm800m egamalenonNo ratings yet
- Fabric Inspection Machines For KnitsDocument2 pagesFabric Inspection Machines For KnitsGarima DhimanNo ratings yet





















































































Download as pdf or txt
You might also like
- Automotive Wiring and Circuit DiagramsDocument36 pagesAutomotive Wiring and Circuit Diagramsngelectronic522675% (28)
- EN 50272-3-2002 - enDocument20 pagesEN 50272-3-2002 - enMiahsaheb RafeeqNo ratings yet
- Automated Broad and Narrow Band Impedance Matching for RF and Microwave CircuitsFrom EverandAutomated Broad and Narrow Band Impedance Matching for RF and Microwave CircuitsNo ratings yet
- Diff Types of Transmission Lines Used in CommsDocument9 pagesDiff Types of Transmission Lines Used in CommsLe AndroNo ratings yet
- Underground Power Cables Catalogue 03-2010Document48 pagesUnderground Power Cables Catalogue 03-2010Edgar Sierra Rodriguez100% (1)
- Fermator Car Door CD30 Maintenance Manual Premium - 09.18Document76 pagesFermator Car Door CD30 Maintenance Manual Premium - 09.18alfrelia0% (1)
- SL Electroplating 270 01Document20 pagesSL Electroplating 270 01pmurphNo ratings yet
- Practical Guide To Cable SelectionDocument12 pagesPractical Guide To Cable Selectionazitagg100% (1)
- Week 5-7 Inductance of TLsDocument59 pagesWeek 5-7 Inductance of TLsSyed Faras HaiderNo ratings yet
- Design and Comparison of High Frequency Transformers Using Foil and Round WindingsDocument7 pagesDesign and Comparison of High Frequency Transformers Using Foil and Round WindingsFelipe FerreiraNo ratings yet
- Thesis Paper On TransistorsDocument7 pagesThesis Paper On TransistorsRabib HossainNo ratings yet
- What To Take in Consideration For The Project: Optical Protection Ground WireDocument9 pagesWhat To Take in Consideration For The Project: Optical Protection Ground WireJesus LopezNo ratings yet
- Design, Modeling, and Analysis of A Compact Planar TransformerDocument4 pagesDesign, Modeling, and Analysis of A Compact Planar Transformerигорь сидоренкоNo ratings yet
- Wire ModelingDocument68 pagesWire ModelingprocatellNo ratings yet
- Lecture 4: Interconnect RC: High Speed CMOS VLSI DesignDocument12 pagesLecture 4: Interconnect RC: High Speed CMOS VLSI DesignGyanaranjan NayakNo ratings yet
- Activity-1 COMS 3Document3 pagesActivity-1 COMS 3reymarindaNo ratings yet
- Cell Design Issues: ReadingDocument22 pagesCell Design Issues: ReadingVitthal TalawarNo ratings yet
- Interconnect Delay ModelsDocument16 pagesInterconnect Delay ModelsPerumal NamasivayamNo ratings yet
- En - How Planar Magnetics Improve Performance in Power ElectronicsDocument20 pagesEn - How Planar Magnetics Improve Performance in Power ElectronicsMuhammad Qasim RaufNo ratings yet
- 598464.design of Planar Inductor Jkundrata AbaricDocument7 pages598464.design of Planar Inductor Jkundrata AbaricbiznizNo ratings yet
- Interconnects: P. Vaishnavi - 208221020Document39 pagesInterconnects: P. Vaishnavi - 208221020Palawar VaishnaviNo ratings yet
- How To Create A Planar Transformer PCB DesignDocument20 pagesHow To Create A Planar Transformer PCB DesignjackNo ratings yet
- Phase 2 ReportDocument59 pagesPhase 2 ReportMurugeswariNo ratings yet
- Comparison of Cable Models For Time Domain SimulationsDocument5 pagesComparison of Cable Models For Time Domain SimulationsGokul VenugopalNo ratings yet
- Comparative Analysis of HV Cables Electrical CharacteristicsDocument4 pagesComparative Analysis of HV Cables Electrical CharacteristicsEduardo Alfredo LallaNo ratings yet
- Electrical Engineering Department Electrical Installations and Drawings (ENEE323) Lecture Notes-5 Conductors, Cables and Insulating Materials CablesDocument10 pagesElectrical Engineering Department Electrical Installations and Drawings (ENEE323) Lecture Notes-5 Conductors, Cables and Insulating Materials Cablesmola znbuNo ratings yet
- Section 3A Transmission Lines PackageDocument10 pagesSection 3A Transmission Lines PackagealfredomatiasrojoNo ratings yet
- Types of Copper Network CablesDocument27 pagesTypes of Copper Network Cablesapi-19713349No ratings yet
- Nductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsDocument5 pagesNductors and Vel Interconnect Silicon Tec: N. Mehmet Keith A. JenkinsstevenasdasNo ratings yet
- Lecture05 de CmosDocument5 pagesLecture05 de CmosHector Baez MedinaNo ratings yet
- Risch2002 PDFDocument6 pagesRisch2002 PDFAhmed Farahat 202-000-228No ratings yet
- 79 GHZ Fully Integrated Fully DifferentiDocument5 pages79 GHZ Fully Integrated Fully DifferentiJoel noungaNo ratings yet
- RR Coupler Theory PlusDocument7 pagesRR Coupler Theory PluspashaNo ratings yet
- Bond Wire and Its Characterization at RF FrequenciesDocument5 pagesBond Wire and Its Characterization at RF FrequenciesArun KumarNo ratings yet
- Gaon - Cables and Wires - CatalogDocument18 pagesGaon - Cables and Wires - Catalogphyo7799100% (2)
- Novel Decoupling Capacitor Designs For Sub-90nm CMOS TechnologyDocument6 pagesNovel Decoupling Capacitor Designs For Sub-90nm CMOS TechnologyNitin SonuNo ratings yet
- Comparative Analysis of HV Cables Electrical CharacteristicsDocument4 pagesComparative Analysis of HV Cables Electrical CharacteristicsmaisalailaNo ratings yet
- Presented By: Love Gupta Dept. of Electronics & InstrumentationDocument21 pagesPresented By: Love Gupta Dept. of Electronics & Instrumentationlovegupta5036No ratings yet
- Reduction of Cost and Losses of TransformerDocument7 pagesReduction of Cost and Losses of TransformerSakib ZamanNo ratings yet
- Inductor Design Switching Regulators: Technical BulletinDocument8 pagesInductor Design Switching Regulators: Technical Bulletinmohon_eee03No ratings yet
- Vlsi 2 Marks QSDocument16 pagesVlsi 2 Marks QSJay SubbareddyNo ratings yet
- Baidya2021 Article LinearDistortionAnalysisOf3DDoDocument8 pagesBaidya2021 Article LinearDistortionAnalysisOf3DDosharmasamriti27No ratings yet
- 90 NM K SramDocument4 pages90 NM K SramVLSISD36 Edwin DominicNo ratings yet
- Lecture07-Interconnect - Gui SVDocument49 pagesLecture07-Interconnect - Gui SVleminhaikbNo ratings yet
- Introduction To Common Printed Circuit Transmission Lines: Guiding The WaveDocument6 pagesIntroduction To Common Printed Circuit Transmission Lines: Guiding The WaveHabib Ur RehmanNo ratings yet
- The Abnormality in Gate Oxide Failure Induced by Stress-Enhanced Diffusion of Polycrystalline SiliconDocument6 pagesThe Abnormality in Gate Oxide Failure Induced by Stress-Enhanced Diffusion of Polycrystalline Silicontonyxie371No ratings yet
- RF - Introduction For NON EngineersDocument48 pagesRF - Introduction For NON EngineersLittleantNo ratings yet
- 301 Chapter 4Document52 pages301 Chapter 4Mr Asraf AllyNo ratings yet
- Planar Transmission Lines PDFDocument12 pagesPlanar Transmission Lines PDFGECM85100% (1)
- Nexans MV Cables UK Brochure - 1Document48 pagesNexans MV Cables UK Brochure - 1Ra'fat HerzallahNo ratings yet
- Telecommunication Lab ManualDocument34 pagesTelecommunication Lab ManualYADAVAMITKUMAR007No ratings yet
- Underground CablesDocument185 pagesUnderground Cablesneeraj kumar singh100% (7)
- Lecture 3.1.2Document25 pagesLecture 3.1.2simranjotkaur735No ratings yet
- Publisher Version (Open Access)Document11 pagesPublisher Version (Open Access)isai.diaz2995No ratings yet
- High-Performance D/A-Converters: Application to Digital TransceiversFrom EverandHigh-Performance D/A-Converters: Application to Digital TransceiversNo ratings yet
- Signal Integrity: From High-Speed to Radiofrequency ApplicationsFrom EverandSignal Integrity: From High-Speed to Radiofrequency ApplicationsNo ratings yet
- Keystone CATALOG 2019 REV 09 12-24-19Document109 pagesKeystone CATALOG 2019 REV 09 12-24-19emilianoNo ratings yet
- 2 Column DesignDocument82 pages2 Column DesignAmirul Asyraf Bin Mohd BekeriNo ratings yet
- Review of Related Literature and Theoretical FrameworkDocument25 pagesReview of Related Literature and Theoretical FrameworkEarl Rajim RiogelonNo ratings yet
- UserscriptDocument8 pagesUserscriptapi-289675854No ratings yet
- Dmmpricelist Printable 010522ADocument4 pagesDmmpricelist Printable 010522AluisNo ratings yet
- tmp268D TMPDocument6 pagestmp268D TMPFrontiersNo ratings yet
- CBT Shop LayoutDocument1 pageCBT Shop Layoutronnel marisgaNo ratings yet
- Penawaran 0218 Printdate 32S Utk CaressaDocument3 pagesPenawaran 0218 Printdate 32S Utk CaressaRessa AjaNo ratings yet
- CV - Nilay - Highway EngineerDocument5 pagesCV - Nilay - Highway EngineerRutik PatelNo ratings yet
- Komposisi z350Document9 pagesKomposisi z350muchlis fauziNo ratings yet
- 7-13-0001 Rev 6Document1 page7-13-0001 Rev 6cynideNo ratings yet
- Class XII CS PROJECT Bank ManagementDocument6 pagesClass XII CS PROJECT Bank ManagementVeduNo ratings yet
- TKE Meta200 Brochure AP 2021 v6 WebDocument27 pagesTKE Meta200 Brochure AP 2021 v6 Webwika mepNo ratings yet
- SPL Konfort 7xx Full en Rev01Document8 pagesSPL Konfort 7xx Full en Rev01kallatisNo ratings yet
- From Massey Ferguson: A & F ModelsDocument17 pagesFrom Massey Ferguson: A & F Modelsvejnik07No ratings yet
- Study On Cbs With Tcs - SBIDocument22 pagesStudy On Cbs With Tcs - SBIvarghese.mathewNo ratings yet
- Motor PerkinsDocument2 pagesMotor PerkinsFredy Castro100% (1)
- SAP Adobe Forms Credit Debit Memo (MX)Document20 pagesSAP Adobe Forms Credit Debit Memo (MX)sakthiroboticNo ratings yet
- Jig Machine Manual From Henan HongjiDocument15 pagesJig Machine Manual From Henan HongjiEduardo QuirozNo ratings yet
- Marina Bay SandsDocument14 pagesMarina Bay SandsNakul RoyNo ratings yet
- Experimental Verification of Evolution of Internal Structure of Asphalt and Modified AsphaltDocument11 pagesExperimental Verification of Evolution of Internal Structure of Asphalt and Modified AsphaltVenkaiah ChowdaryNo ratings yet
- Temperature Sensor: SeriesDocument2 pagesTemperature Sensor: SeriesyasincanNo ratings yet
- 07 CMOST TutorialDocument35 pages07 CMOST TutorialAnonymous Wo8uG3ayNo ratings yet
- Vista Mast RepairDocument28 pagesVista Mast RepairTan JaiNo ratings yet
- A History of Cabling For CommunicationsDocument11 pagesA History of Cabling For CommunicationsViệt Đặng XuânNo ratings yet
- Summarised Details of ClaimDocument4 pagesSummarised Details of ClaimOm Krish RamNo ratings yet
- Motherboard Manual Ga-8vm800m eDocument80 pagesMotherboard Manual Ga-8vm800m egamalenonNo ratings yet
- Fabric Inspection Machines For KnitsDocument2 pagesFabric Inspection Machines For KnitsGarima DhimanNo ratings yet