Download as pdf or txt
You might also like
- Fea Project ReportDocument58 pagesFea Project ReportAvnish DubeyNo ratings yet
- Structural and Thermal Analysis of Disc Brakes Used in Vehicle Brake SystemDocument4 pagesStructural and Thermal Analysis of Disc Brakes Used in Vehicle Brake SystemChandra MouliNo ratings yet
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Experimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Document6 pagesExperimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Jamsheer IbrahimNo ratings yet
- DIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument4 pagesDIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- 2007 - Thermal Analysis of A CeramicDocument5 pages2007 - Thermal Analysis of A CeramicekremNo ratings yet
- DIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument5 pagesDIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Fea Project Report 1Document61 pagesFea Project Report 1Moses GangaNo ratings yet
- Design Calculation TankDocument28 pagesDesign Calculation TankAsongwe HansNo ratings yet
- Design Computations: Exhaust Tailpipe Extension Material Selection and Material Endurance StrengthDocument9 pagesDesign Computations: Exhaust Tailpipe Extension Material Selection and Material Endurance StrengthMarc Joshua MACATANGAYNo ratings yet
- Welding Recommendation TS890Document2 pagesWelding Recommendation TS890max_powerNo ratings yet
- An Sys PaperDocument13 pagesAn Sys PaperHitesh Kumar PrajapatiNo ratings yet
- Residual Stress Case Study 01Document46 pagesResidual Stress Case Study 01muraliNo ratings yet
- Synopsis TH 2183 - 11610318Document13 pagesSynopsis TH 2183 - 11610318sai kumarNo ratings yet
- Design and Analysis of Ceramic Coated Aluminium Alloy PistonDocument31 pagesDesign and Analysis of Ceramic Coated Aluminium Alloy PistonThiyagarajan TGNo ratings yet
- AFEM J ComponentDocument7 pagesAFEM J ComponentJohnNo ratings yet
- RESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningDocument7 pagesRESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningGabriel PaesNo ratings yet
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachNo ratings yet
- A. Design Considerations For A PistonDocument7 pagesA. Design Considerations For A PistonTechnos_IncNo ratings yet
- Storage Tank Design Calculation - Api 650Document21 pagesStorage Tank Design Calculation - Api 650miteshpatel191100% (3)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text BookTrang Anh Toàn100% (1)
- TCS ThermoelementeDocument4 pagesTCS ThermoelementeStephen SanthoshNo ratings yet
- Tugas Metalurgi Las - Heat Flow in WeldingDocument4 pagesTugas Metalurgi Las - Heat Flow in WeldingRhidiyan Waroko100% (4)
- Steam DrumDocument4 pagesSteam DrumRufus D SNo ratings yet
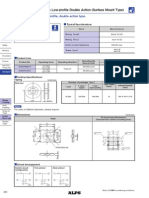
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet
- 08 Preheating, PWHT & Sand Blasting - PaintingDocument23 pages08 Preheating, PWHT & Sand Blasting - PaintingFasil ParuvanathNo ratings yet
- FinDocument3 pagesFinTVP_contechNo ratings yet
- Effect of Heat Input On Properties of 18% Ni Maraging WeldmentsDocument40 pagesEffect of Heat Input On Properties of 18% Ni Maraging WeldmentsSreeraj NairNo ratings yet
- Local PWHTDocument6 pagesLocal PWHTcmeshibu100% (1)
- IWIT2017-Proceeding FullpaperDocument8 pagesIWIT2017-Proceeding FullpaperKittichai SojiphanNo ratings yet
- 1.4845 EnglDocument3 pages1.4845 EnglpdmsNo ratings yet
- Ilkgul TezDocument21 pagesIlkgul TezJohn WaitNo ratings yet
- Storage Tank Design CalculationDocument32 pagesStorage Tank Design CalculationE Santosh Kumar100% (1)
- Kuan 2009 AppendixDocument14 pagesKuan 2009 AppendixMohammed EljammalNo ratings yet
- Calc' Diesel Fuel (Rev)Document10 pagesCalc' Diesel Fuel (Rev)joko_tm02No ratings yet
- 4130wog0913 - Rev14Document3 pages4130wog0913 - Rev14Quality controller100% (1)
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Vtu e Notes Mpiii 14Document8 pagesVtu e Notes Mpiii 14Qalu vibesNo ratings yet
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetDocument3 pagesThyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetShariq KhanNo ratings yet
- Storage Tank Design Calculation - Api 650: Close Floating RoofDocument31 pagesStorage Tank Design Calculation - Api 650: Close Floating RoofNguyễn Duy HưngNo ratings yet
- L15 FrictionDocument45 pagesL15 FrictionNeha Narang VashisthNo ratings yet
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocument8 pagesDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayNo ratings yet
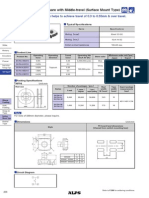
- 6.2mm Square With Middle-Travel (Surface Mount Type) : Rubber Stem Helps To Achieve Travel of 0.3 To 0.55mm & Over TravelDocument3 pages6.2mm Square With Middle-Travel (Surface Mount Type) : Rubber Stem Helps To Achieve Travel of 0.3 To 0.55mm & Over TravelshyhuNo ratings yet
- Report No.: Determination of Thermo Physical Properties of Certec P-35Document13 pagesReport No.: Determination of Thermo Physical Properties of Certec P-35AliNo ratings yet
- PV 1390 Cal R1Document44 pagesPV 1390 Cal R1namasralNo ratings yet
- (Final) Research Journal Exhaust ManifoldDocument10 pages(Final) Research Journal Exhaust ManifoldJustine Zcin MataacNo ratings yet
- Casablanca Infinity L 118° - ENDocument15 pagesCasablanca Infinity L 118° - ENNebojsaNo ratings yet
- A PDFDocument4 pagesA PDFVerenice CentenoNo ratings yet
- Effects of Temperature On Tribological Properties of Al O - Tio CoatingDocument6 pagesEffects of Temperature On Tribological Properties of Al O - Tio CoatingDjm AlgNo ratings yet
- A New Die Material For Longer Service LifeDocument12 pagesA New Die Material For Longer Service LifeLuis SantosNo ratings yet
- Insulating and Refractory FirebrickDocument3 pagesInsulating and Refractory FirebrickAleem QureshiNo ratings yet
- ASTM A334 Gr.6 Seamless Steel TubesDocument9 pagesASTM A334 Gr.6 Seamless Steel TubesSaid FerdjallahNo ratings yet
- Extrusion Ingot: ApplicationDocument4 pagesExtrusion Ingot: ApplicationilkerNo ratings yet
- Determination of Residual Stress in The Rail Wheel PDFDocument13 pagesDetermination of Residual Stress in The Rail Wheel PDFRoze winduNo ratings yet
- The Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronDocument9 pagesThe Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronNatalino FonsecaNo ratings yet
- Day 4 - Thermal DesignDocument12 pagesDay 4 - Thermal DesignReza Syahputra MulyanaNo ratings yet
- 3.5×3.2mm Low-Profile Double Action Type (Surface Mount Type)Document3 pages3.5×3.2mm Low-Profile Double Action Type (Surface Mount Type)shyhuNo ratings yet
- Detremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatDocument5 pagesDetremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatLjubica MilovicNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- 0c1d2f18-732a-4ee3-bd45-39964eff5d5aDocument2 pages0c1d2f18-732a-4ee3-bd45-39964eff5d5aSurenNo ratings yet
- Cgl2020 Examination Withheld Result of 8601014419 Dt12072023Document1 pageCgl2020 Examination Withheld Result of 8601014419 Dt12072023SurenNo ratings yet
- Ok List of NR17722 14072023Document2 pagesOk List of NR17722 14072023SurenNo ratings yet
- Design Modification On Coating Surface and Its Thermal Analysis For Plasma Sprayed Ceramic Coated IC Engine Piston For Its Performance ImprovementDocument27 pagesDesign Modification On Coating Surface and Its Thermal Analysis For Plasma Sprayed Ceramic Coated IC Engine Piston For Its Performance ImprovementSurenNo ratings yet
- Metal-Metal Composites: An Innovative Way For Multiple StrengtheningDocument1 pageMetal-Metal Composites: An Innovative Way For Multiple StrengtheningSurenNo ratings yet
- 02 Dedication PDFDocument1 page02 Dedication PDFSurenNo ratings yet
- Bio HomeworkDocument4 pagesBio HomeworkKamel BsaisoNo ratings yet
- Résumés Des Articles de La Conférence Internationale Sur Las Argiles PDFDocument862 pagesRésumés Des Articles de La Conférence Internationale Sur Las Argiles PDFyassine selmaniNo ratings yet
- Green Chemistry Designing Chemistry For The Environment PDFDocument250 pagesGreen Chemistry Designing Chemistry For The Environment PDFfernando hernandezNo ratings yet
- Boson India Ventures: Pressure Safety Valve Calculation - Valve Sizing Based On Known Flow RateDocument3 pagesBoson India Ventures: Pressure Safety Valve Calculation - Valve Sizing Based On Known Flow RateRahul AdityaNo ratings yet
- Cumene To PhenolDocument73 pagesCumene To Phenolvpsrpuch67% (3)
- Narayana Iit Academy: Grand Test-5Document30 pagesNarayana Iit Academy: Grand Test-5suryasaiNo ratings yet
- Quiz No. 1-Unit 1, 2, 3 - KINEMATICS, STATICS, DYNAMICS & ENERGY (SET A) - For StudentsDocument6 pagesQuiz No. 1-Unit 1, 2, 3 - KINEMATICS, STATICS, DYNAMICS & ENERGY (SET A) - For StudentsChristian Nathaniel Ramon Palma100% (1)
- Failure Analysis Report DT2377 Engine DamperDocument14 pagesFailure Analysis Report DT2377 Engine DamperEng PLM ACPNo ratings yet
- Nebojsa Simin Paper Free Energy of The Oscillating Pendulum-Lever SystemDocument7 pagesNebojsa Simin Paper Free Energy of The Oscillating Pendulum-Lever SystemSith AnanthanNo ratings yet
- 10 Similar SolidsDocument4 pages10 Similar SolidsJeffrey Melon TinaganNo ratings yet
- Chee 400 Chee 400Document8 pagesChee 400 Chee 400mcdonkadonkNo ratings yet
- 1synensis HENSADDocument8 pages1synensis HENSADEfrain ValeNo ratings yet
- Multi Choice Questions On 303148: Utilization of Electrical EnergyDocument26 pagesMulti Choice Questions On 303148: Utilization of Electrical EnergyTejas PatilNo ratings yet
- Mce30Tl Mce30Tc MCA-26G MCA-30ADocument1 pageMce30Tl Mce30Tc MCA-26G MCA-30AFarzad SagharchiNo ratings yet
- CV Hadj Yahia Seba 2023Document5 pagesCV Hadj Yahia Seba 2023Yahia SebaNo ratings yet
- Sealed Lead-Acid Battery: UB12750FRDocument2 pagesSealed Lead-Acid Battery: UB12750FRHager ArefNo ratings yet
- Seminar On Biodegradable PolymersDocument19 pagesSeminar On Biodegradable Polymerskeyur33% (3)
- Articol 7 PDFDocument6 pagesArticol 7 PDFMihăilă AliceNo ratings yet
- Test Inks: For Testing Surface EnergyDocument12 pagesTest Inks: For Testing Surface EnergyRaida SiagianNo ratings yet
- Module 3Document4 pagesModule 3Zeref DragneelNo ratings yet
- Fluid Mechanics White 7th SOL Part1 Part11Document5 pagesFluid Mechanics White 7th SOL Part1 Part11Jose EscobarNo ratings yet
- 'Sri Krishna Public School, Bistupur: This Question Paper Consists of 4 PagesDocument5 pages'Sri Krishna Public School, Bistupur: This Question Paper Consists of 4 Pagesdeua2004No ratings yet
- Lecture 19Document52 pagesLecture 19Axel Coronado PopperNo ratings yet
- Formula Sheet For Grade 10 NewDocument4 pagesFormula Sheet For Grade 10 NewNo PainNo ratings yet
- Ratings of Cables in Tunnels The Hea - Sup (R) - T of The Matter - Cables in Tunnels (Ref. No. 2000 - 070), IEE SeminarDocument3 pagesRatings of Cables in Tunnels The Hea - Sup (R) - T of The Matter - Cables in Tunnels (Ref. No. 2000 - 070), IEE Seminarsaghaee.rezaNo ratings yet
- Conservation of Momentum Experiment Answer SheetDocument8 pagesConservation of Momentum Experiment Answer SheetSebastian DesquitadoNo ratings yet
- Exam Text BYG406 May 2021Document6 pagesExam Text BYG406 May 2021Andrej SørensenNo ratings yet
- Research Paper Topics For The Sun Also RisesDocument8 pagesResearch Paper Topics For The Sun Also Risesscxofyplg100% (1)
- Vtu Syllabus 02 PDFDocument6 pagesVtu Syllabus 02 PDFAmarNo ratings yet