Download as txt, pdf, or txt
You might also like
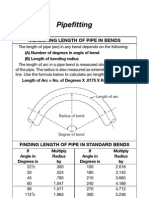
- Measuring Length of Pipe in BendsDocument1 pageMeasuring Length of Pipe in Bendsamacathot06100% (1)
- Bending Tube E-TurnDocument1 pageBending Tube E-TurnCarlos JuniorNo ratings yet
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoNo ratings yet
- Iso 18295 1 2017Document11 pagesIso 18295 1 2017Duilio HomarNo ratings yet
- Pipe BendsDocument23 pagesPipe BendsabhisheknharanghatNo ratings yet
- Pipe Bending (BillP)Document5 pagesPipe Bending (BillP)ehsnakaliaNo ratings yet
- Spur Gear DesignDocument15 pagesSpur Gear DesignMaharaja KanthasamyNo ratings yet
- Flux Core Arc WeldingDocument8 pagesFlux Core Arc Weldingamirhazwan100% (1)
- Tube Bending GuideDocument21 pagesTube Bending GuideNaeemSiddiqui100% (1)
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- JTL Book Common Plumbing ProcessesDocument40 pagesJTL Book Common Plumbing Processesbendeni100% (1)
- Design of A PipeRing Type of Sparger For A Bubble Column Reactor PDFDocument8 pagesDesign of A PipeRing Type of Sparger For A Bubble Column Reactor PDFAshkanHosseini100% (1)
- 1 1 An Overview of Communication Skills in EnglishDocument11 pages1 1 An Overview of Communication Skills in EnglishBARIBOR SHADRACH100% (7)
- EFSET (B2 Upper Intermediate)Document3 pagesEFSET (B2 Upper Intermediate)chandran_witts100% (1)
- Tube Bending Design Guide 1Document24 pagesTube Bending Design Guide 1Yasmin 2021No ratings yet
- Pipe Bend CalcDocument2 pagesPipe Bend CalcHecs Bsce100% (2)
- Fabrication of Hydraulic Pipe Bending Machine PDFDocument2 pagesFabrication of Hydraulic Pipe Bending Machine PDFAndrew100% (1)
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- Tube BendingDocument2 pagesTube BendingMetin GüvenNo ratings yet
- Thesis ReportDocument35 pagesThesis ReportKashif MuhammadNo ratings yet
- Basic Tube Bending GuideDocument22 pagesBasic Tube Bending GuidebiflicNo ratings yet
- Machine Symbols & Surface FinishDocument40 pagesMachine Symbols & Surface Finishadn1987100% (1)
- How To Get High Quality Pipe BendDocument23 pagesHow To Get High Quality Pipe BendYaneYang100% (1)
- (B) Testing Machine ToolsDocument100 pages(B) Testing Machine ToolsHyeonggil JooNo ratings yet
- Bending FormulasDocument3 pagesBending FormulasJordan MosesNo ratings yet
- Sheet Metal Forming PDFDocument9 pagesSheet Metal Forming PDFRakhesh Manchi100% (1)
- Shop Data - Fitting Layout For HVACDocument2 pagesShop Data - Fitting Layout For HVACDaniel AustinNo ratings yet
- The Rotary Draw Tube Bending GuideDocument13 pagesThe Rotary Draw Tube Bending GuideFernandoNass100% (3)
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocument22 pagesInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNo ratings yet
- Unit IV 180208091907Document153 pagesUnit IV 180208091907tamilselvan nNo ratings yet
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocument5 pagesFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- Metal Forming TechniquesDocument49 pagesMetal Forming TechniquesSachinBhagiNo ratings yet
- Thread EngagementDocument15 pagesThread Engagementsumeetsaini88No ratings yet
- Pipe and Tube Bending PrinciplesDocument5 pagesPipe and Tube Bending PrinciplesPravin SatheNo ratings yet
- Bending and Drawing DieDocument7 pagesBending and Drawing Diepratik thakareNo ratings yet
- Design and Analysis of Go Kart Chassis-3647 PDFDocument15 pagesDesign and Analysis of Go Kart Chassis-3647 PDFLalitChoudharyNo ratings yet
- LatheDocument74 pagesLatheChandrakantha K100% (1)
- Sheet Metal Bend ReliefDocument17 pagesSheet Metal Bend Reliefjohndesign123No ratings yet
- Press Tools'Document241 pagesPress Tools'kannan83% (6)
- Rollvis - Roller Screws - CatalogueDocument74 pagesRollvis - Roller Screws - Cataloguegoooga299No ratings yet
- Machinery Handbook-European StandardsDocument194 pagesMachinery Handbook-European StandardsClaudio Berny100% (2)
- Twist DrillDocument7 pagesTwist DrillMartinus Oda AdiNo ratings yet
- Precision Miniature Lead Screw Assemblies: 1st EditionDocument36 pagesPrecision Miniature Lead Screw Assemblies: 1st Editionarunurs1No ratings yet
- Pipe Process JcoeDocument21 pagesPipe Process JcoeValentinoNo ratings yet
- Inventor TubeDocument41 pagesInventor TuberelampioNo ratings yet
- Sheet Metal MaterialDocument54 pagesSheet Metal MaterialRoyalmech100% (1)
- Design of Machine Tool SpindleDocument5 pagesDesign of Machine Tool SpindleKarthik Varma PNo ratings yet
- THK Lead Screw NutDocument32 pagesTHK Lead Screw NutGanesh JadhavNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Irjet V6i128Document2 pagesIrjet V6i128Dhiraj NayakNo ratings yet
- I. ConclusionDocument3 pagesI. ConclusionChanel AnnNo ratings yet
- Control of Ovality in Pipe Bending-A New ApproachDocument5 pagesControl of Ovality in Pipe Bending-A New ApproachJuan AlmeidaNo ratings yet
- Bending Spring LoadingDocument2 pagesBending Spring LoadingNisha NtaNo ratings yet
- Ovalizazzione Nozioni PDFDocument5 pagesOvalizazzione Nozioni PDFAngelo CeccatoNo ratings yet
- Ijsetr Vol 5 Issue 3 673 676 PDFDocument4 pagesIjsetr Vol 5 Issue 3 673 676 PDFDeepak KashyapNo ratings yet
- Buckling of Free Pipe Under External PressureDocument38 pagesBuckling of Free Pipe Under External Pressurevictortownshend100% (1)
- LBYCVW2 - Experiment 2Document11 pagesLBYCVW2 - Experiment 2Shean Berwin GonzalesNo ratings yet
- Tube BendingDocument8 pagesTube BendingRohan Paunikar100% (1)
- Crotch Plate DesignDocument25 pagesCrotch Plate DesignGerhard Horn100% (1)
- Glyburide (Glibenclamide) : Drug Information: Brand Names: USDocument17 pagesGlyburide (Glibenclamide) : Drug Information: Brand Names: USAnonymous wmF9p2ejNo ratings yet
- Baked Salmon SushiDocument2 pagesBaked Salmon Sushivetsnsr71No ratings yet
- Nisbet Idea of Progress PDFDocument31 pagesNisbet Idea of Progress PDFHernan Cuevas ValenzuelaNo ratings yet
- February 28 2014Document48 pagesFebruary 28 2014fijitimescanadaNo ratings yet
- Seligram, IncDocument5 pagesSeligram, IncAto SumartoNo ratings yet
- Standard Dissertation MarginsDocument4 pagesStandard Dissertation MarginsBestPaperWritingServicesUK100% (1)
- Bomba Peristáltica EspecificacionDocument1 pageBomba Peristáltica EspecificacionhugoNo ratings yet
- Confessions of Some High Ranking 1Document111 pagesConfessions of Some High Ranking 1Habilian AssociationNo ratings yet
- Get All Employee Details From The Employee TableDocument23 pagesGet All Employee Details From The Employee TableSachin KumarNo ratings yet
- Chapter 1: Why Study Money, Banking, and Financial Markets?Document23 pagesChapter 1: Why Study Money, Banking, and Financial Markets?Nguyễn Thanh TrangNo ratings yet
- Appendix-1 Piping Isometric With Node Numbers: Saudi Arabian Oil CompanyDocument1 pageAppendix-1 Piping Isometric With Node Numbers: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- 8602 1 PDFDocument14 pages8602 1 PDFwajiha0% (2)
- Jis S2147-1998Document35 pagesJis S2147-1998Xuan KhaiNo ratings yet
- Seedless FruitsDocument14 pagesSeedless FruitsManjrekar RohanNo ratings yet
- Using WebLogic Server Multitenant PDFDocument256 pagesUsing WebLogic Server Multitenant PDFFabian Cabrera0% (1)
- How Does Photodynamic Therapy WorkDocument13 pagesHow Does Photodynamic Therapy WorkLoredana VoiculescuNo ratings yet
- Social Dimensions in Education Part 1Document4 pagesSocial Dimensions in Education Part 1Laurice Marie GabianaNo ratings yet
- Mowbray SlidesCarnivalDocument30 pagesMowbray SlidesCarnivalschaNo ratings yet
- Priyanshu Raj 20EE10055 Exp 5 Part 2Document17 pagesPriyanshu Raj 20EE10055 Exp 5 Part 2Priyanshu rajNo ratings yet
- PSYC 1504 Discussion Forum Unit 5Document2 pagesPSYC 1504 Discussion Forum Unit 5keshanirathnayake745No ratings yet
- Artificial Retina: Presented byDocument6 pagesArtificial Retina: Presented bySai KrishnaNo ratings yet
- PSY313-C Case SampleDocument16 pagesPSY313-C Case Samplefajrr loneNo ratings yet
- Display SFL35Document29 pagesDisplay SFL35leonardo perezNo ratings yet
- CD1 - P1 - Sentence TransformationDocument34 pagesCD1 - P1 - Sentence TransformationKhánh LinhNo ratings yet
- Steckel Mill 1 PDFDocument178 pagesSteckel Mill 1 PDFSomnathNaskarNo ratings yet
- Eta Line 150-250Document32 pagesEta Line 150-250tafseerahmadNo ratings yet
- CommunicationsDocument30 pagesCommunicationsChristine PuaNo ratings yet