Download as docx, pdf, or txt
You might also like
- AXLE Defect Book 05.05.2020 PDFDocument38 pagesAXLE Defect Book 05.05.2020 PDFDevarshi GaurNo ratings yet
- Dimensions of Size: Description: Threaded Bars, ASTM A193 B7M, Unc, 12 Feet Long, Plain FinishDocument1 pageDimensions of Size: Description: Threaded Bars, ASTM A193 B7M, Unc, 12 Feet Long, Plain Finishkiller shaNo ratings yet
- Jim Kisiel DDGT 121 1 of 6 Machine ViseDocument6 pagesJim Kisiel DDGT 121 1 of 6 Machine ViseZulfigar Hadi PramonoNo ratings yet
- Surface Roughness Produced by Different Manufacturing ProcessDocument2 pagesSurface Roughness Produced by Different Manufacturing ProcessTushar MapariNo ratings yet
- Machining Experiment - 2 - D22Document6 pagesMachining Experiment - 2 - D22Rahul Raghunath BodankiNo ratings yet
- Hard Chrome Plating Hard Chrome Plating Is Sometimes Also Called Industrial Chrome or Engineered Chrome. It Is HavingDocument5 pagesHard Chrome Plating Hard Chrome Plating Is Sometimes Also Called Industrial Chrome or Engineered Chrome. It Is HavingJaskiratSinghNo ratings yet
- Estimate Cost StructuresDocument8 pagesEstimate Cost StructuresRajib MaharjanNo ratings yet
- Target Cumulative Work Done (Excluding Variations in Future)Document3 pagesTarget Cumulative Work Done (Excluding Variations in Future)Muhammad Wazim AkramNo ratings yet
- Roughness Conversion Chart RampinelliDocument1 pageRoughness Conversion Chart RampinelliServesh KumarNo ratings yet
- Código de Potenciometro TrimerDocument2 pagesCódigo de Potenciometro TrimerMartin AdventureNo ratings yet
- Project: by TeamDocument18 pagesProject: by TeamGurgopal Singh OsahanNo ratings yet
- Me20b092 E-15Document4 pagesMe20b092 E-15momo momosNo ratings yet
- SchoolDocument16 pagesSchoolrakeshpatil.ssdplNo ratings yet
- Estandares Diseño 04Document2 pagesEstandares Diseño 04Rubén BautistaNo ratings yet
- Geological Rock Face Mapping and Kinemat PDFDocument17 pagesGeological Rock Face Mapping and Kinemat PDFMatheus AlvesNo ratings yet
- Project Training in HmsiDocument38 pagesProject Training in HmsimohitNo ratings yet
- Lecture 06 Grinding AMS Jan29 23Document69 pagesLecture 06 Grinding AMS Jan29 23QAQC GCCNo ratings yet
- Traditional Machining Surface RoughnessDocument1 pageTraditional Machining Surface RoughnessbudakgemukNo ratings yet
- Z M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Document14 pagesZ M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Dhirender KapoorNo ratings yet
- Cut & Bent ReinforcementDocument3 pagesCut & Bent ReinforcementConradNo ratings yet
- Claas Nectis SMDocument861 pagesClaas Nectis SMMateusz GmiątNo ratings yet
- Drive Shaft CalculationDocument106 pagesDrive Shaft CalculationMustu AkolawalaNo ratings yet
- 545 7489 (Eag349) - IsirDocument2 pages545 7489 (Eag349) - IsirDurai NaiduNo ratings yet
- Horizontal Shear Stress2Document1 pageHorizontal Shear Stress2Gan Chin PhangNo ratings yet
- Rejection Analysis For January 2012: % Age Desending Order Cum. Total % RejDocument7 pagesRejection Analysis For January 2012: % Age Desending Order Cum. Total % RejazadNo ratings yet
- HOK Work BookDocument42 pagesHOK Work BooksathishNo ratings yet
- SV TenderDesignOverview TunnelsDocument15 pagesSV TenderDesignOverview Tunnelsdeepak kumarNo ratings yet
- FM Full M10X1.5PX40 A193 B8 CL-2 ZN 30-003-1281680Document1 pageFM Full M10X1.5PX40 A193 B8 CL-2 ZN 30-003-1281680GauravNo ratings yet
- Matrics Printers Guides PrintheadsDocument6 pagesMatrics Printers Guides Printheadszocky74No ratings yet
- Surface Roughness Conversion Chart Tables - Engineers EdgeDocument10 pagesSurface Roughness Conversion Chart Tables - Engineers Edgejames.anitNo ratings yet
- Surface Roughness-Conersion Chart TableDocument2 pagesSurface Roughness-Conersion Chart TableAnonymous w1yuNZTqONNo ratings yet
- Job Condition Correction Faktor Unit Dozer Caterpillar Specification Unit Dozing CaterpillarDocument37 pagesJob Condition Correction Faktor Unit Dozer Caterpillar Specification Unit Dozing Caterpillarlamosy78No ratings yet
- STD Groove SpecDocument4 pagesSTD Groove SpeccatullusNo ratings yet
- Harry's Auto Tire: DAY Units Received Beg. Inv. Random NO. Demand Ending Inv. Lost Sales Order? Random NO. Lead TimeDocument2 pagesHarry's Auto Tire: DAY Units Received Beg. Inv. Random NO. Demand Ending Inv. Lost Sales Order? Random NO. Lead TimeJason SiaNo ratings yet
- Ass - No 1Document2 pagesAss - No 1Jason SiaNo ratings yet
- Sand BrochureDocument4 pagesSand BrochureKTSivakumarNo ratings yet
- U2200010Document4 pagesU2200010manju nathNo ratings yet
- Din 5402-2Document2 pagesDin 5402-2Dule JovanovicNo ratings yet
- Blade Rod Cycle TimeDocument6 pagesBlade Rod Cycle TimeNeeraj KatariaNo ratings yet
- Surface RoughnessDocument2 pagesSurface RoughnessJen Fa0% (1)
- Tiling Work - Cut ScheduleDocument2 pagesTiling Work - Cut ScheduleNay Lin HtetNo ratings yet
- General Guidelines - KetaspireDocument2 pagesGeneral Guidelines - KetaspireSh.nasirpurNo ratings yet
- RCC Ladder Qty1Document25 pagesRCC Ladder Qty1Kannan GnanaprakasamNo ratings yet
- Grinding TextDocument10 pagesGrinding TextASIST MechNo ratings yet
- Typical Estimate For Construction of Multi Arch Butress Check Dam in Bidar DistDocument3 pagesTypical Estimate For Construction of Multi Arch Butress Check Dam in Bidar DistIbrahim DanishNo ratings yet
- Seminar BazilDocument23 pagesSeminar BazilMuhammed MuhsinNo ratings yet
- 6 Interference FitsDocument42 pages6 Interference FitsMadhu Mitha50% (2)
- Metal-Solid-Other BrammerDocument23 pagesMetal-Solid-Other BrammerĐức BkNo ratings yet
- G5 TEST RESULT WARMBAD B.PIT Summary 27.04.2024Document1 pageG5 TEST RESULT WARMBAD B.PIT Summary 27.04.2024Handsomee MarenyenyaNo ratings yet
- Area of Steel Calculation: (Limit State)Document16 pagesArea of Steel Calculation: (Limit State)RAVI PRAKASH SAININo ratings yet
- S06&12 CBR 04 August 20161Document24 pagesS06&12 CBR 04 August 20161Anonymous 0VmQRqfNNo ratings yet
- Grayhill 26asd22011ajs Apr22 XonlinkDocument2 pagesGrayhill 26asd22011ajs Apr22 XonlinkShabnam EsfandyariNo ratings yet
- PommelDocument3 pagesPommelVilasNo ratings yet
- Combine CalculationDocument3 pagesCombine CalculationKamran JUTTNo ratings yet
- 3.2 Hole Making Selection and Application - DrillingDocument61 pages3.2 Hole Making Selection and Application - DrillingBaljeet SinghNo ratings yet
- Daily Update for Gc17107400.Xlsx Rev 1Document4 pagesDaily Update for Gc17107400.Xlsx Rev 1divyanshxixNo ratings yet
- Sambungan RafterDocument9 pagesSambungan RafterSetiawan HendronNo ratings yet
- Aluminum Structures: A Guide to Their Specifications and DesignFrom EverandAluminum Structures: A Guide to Their Specifications and DesignRating: 5 out of 5 stars5/5 (2)
- Carpentry and Framing Inspection Notes: Up to CodeFrom EverandCarpentry and Framing Inspection Notes: Up to CodeRating: 5 out of 5 stars5/5 (1)
- Machining Surface Finish ChartDocument4 pagesMachining Surface Finish ChartsunilNo ratings yet
- Geometry Formulas 2D 3D Perimeter Area Volume PDFDocument2 pagesGeometry Formulas 2D 3D Perimeter Area Volume PDFsunilNo ratings yet
- Iso/ts 16949Document3 pagesIso/ts 16949sunilNo ratings yet
- Clamping Devices and ElementsDocument12 pagesClamping Devices and ElementssunilNo ratings yet
- CENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidDocument22 pagesCENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidThe HackerNo ratings yet
- Estimations of Water Supply and Sanitary Works .Document2 pagesEstimations of Water Supply and Sanitary Works .Shruti DugarNo ratings yet
- Specification of Toilet BlockDocument2 pagesSpecification of Toilet BlockKuldeep ChakerwartiNo ratings yet
- Ipd Products For Caterpillar C9 Engines: Ipdsteel™ Pistons & ComponentsDocument10 pagesIpd Products For Caterpillar C9 Engines: Ipdsteel™ Pistons & ComponentsfjaristizabalNo ratings yet
- Pipe Dimensions Chart Rev Jan 2012Document1 pagePipe Dimensions Chart Rev Jan 2012snake13No ratings yet
- Rudrapur Industrial AreaDocument6 pagesRudrapur Industrial AreaHitesh YadavNo ratings yet
- F1FR80 Series Quick-Response SprinklersDocument6 pagesF1FR80 Series Quick-Response SprinklersAtila AmayaNo ratings yet
- 3mtm Industrial Paint Prep and Finishing Solutions CatalogDocument16 pages3mtm Industrial Paint Prep and Finishing Solutions Catalogfebrin rohmanNo ratings yet
- EHB en File 9.7.3 Equivalent ASME en MaterialsDocument3 pagesEHB en File 9.7.3 Equivalent ASME en MaterialsRamuAlagappanNo ratings yet
- A6yf G0 2000 ST Des 0001 - QDocument45 pagesA6yf G0 2000 ST Des 0001 - QKike MoraNo ratings yet
- Thrust Block DesignDocument12 pagesThrust Block DesignTarun PanwarNo ratings yet
- Machine Design Examination 6Document5 pagesMachine Design Examination 6SYBRELLE CRUZNo ratings yet
- Study On Behaviour of Geopolymer Concrete Column: Shiva Kumar K.K.V, M. Prakash and Satyanarayanan K.SDocument4 pagesStudy On Behaviour of Geopolymer Concrete Column: Shiva Kumar K.K.V, M. Prakash and Satyanarayanan K.SjjNo ratings yet
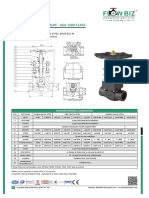
- FlowBiz Forged Steel Globe Valve 1500 ClassDocument2 pagesFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.No ratings yet
- Assignment 5 1386142Document3 pagesAssignment 5 1386142Duncan100% (1)
- Experimental Study On Removing Wrinkle DefectDocument17 pagesExperimental Study On Removing Wrinkle DefectIJRASETPublicationsNo ratings yet
- Bend Testing of Material For Ductility: Standard Test Methods ForDocument10 pagesBend Testing of Material For Ductility: Standard Test Methods Forsafak kahramanNo ratings yet
- IBCSpanTables NapaSDocument37 pagesIBCSpanTables NapaSSharon KolbekNo ratings yet
- Dow Epoxy ResinDocument5 pagesDow Epoxy ResinSrinivasan ReddyNo ratings yet
- Furnace Atmospheres No. 3 - tcm48-461074 PDFDocument52 pagesFurnace Atmospheres No. 3 - tcm48-461074 PDFBasker VenkataramanNo ratings yet
- New Generation Polycarboxylate Hyperplasticiser: Meets The Israeli Standards # 896Document2 pagesNew Generation Polycarboxylate Hyperplasticiser: Meets The Israeli Standards # 896weamNo ratings yet
- Grounding Catalog 2008Document134 pagesGrounding Catalog 2008Hilbert FloresNo ratings yet
- Enerjet Spare Part Selection V1.1: General Tool StringDocument1 pageEnerjet Spare Part Selection V1.1: General Tool StringJose Antonio AcostaNo ratings yet
- NEMA VE - 2 QUIZ With AnswersDocument12 pagesNEMA VE - 2 QUIZ With AnswersAbdul RaheemNo ratings yet
- Rockwell Hardness TestDocument5 pagesRockwell Hardness TestArpan DalaiNo ratings yet
- Push Button and Operator InterfaceDocument122 pagesPush Button and Operator Interfacetalal ilyasNo ratings yet
- KCC Catalogue Sealant EngDocument24 pagesKCC Catalogue Sealant EngA100% (1)
- P 329E ContinuousCastingPlantsForCopperDocument24 pagesP 329E ContinuousCastingPlantsForCopperI SinhrooNo ratings yet
- Premium Quality Alloy Steel Blooms and Billets For Aircraft and Aerospace ForgingsDocument5 pagesPremium Quality Alloy Steel Blooms and Billets For Aircraft and Aerospace ForgingsDarwin DarmawanNo ratings yet